
Анодирование золотом: Как это делается
Анодирование золотом — это электрохимический процесс, в ходе которого металлическое золото или красители наносятся на поверхность основного металла, такого как алюминий, титан или цинк. Это отделочная операция для улучшения текстуры, коррозионной стойкости и долговечности металла.
В этой статье обсуждаются различные методы, рабочий процесс и область применения анодирования золотом.
Объяснение процесса анодирования золотом
Набор алюминиевых колышков анодированных золотом.
Что такое анодирование?
Анодирование — это электрохимический процесс, в результате которого на основном металле образуется пористый оксидный слой.
Этот пористый оксидный слой можно заполнить настоящим золотом или красителями. В большинстве случаев красители используются для снижения стоимости производства.
Для анодирования золотом используются следующие методы.
Электролитическое окрашивание
Электролитическое окрашивание — это электрохимический процесс. В нем используется раствор электролита с наночастицами золота и пара электродов.
В нем используется раствор электролита с наночастицами золота и пара электродов.
Он обеспечивает качественный золотой цвет поверхности металла.
Поверхность материала должна иметь большой размер пор на оксидном слое для надлежащего поглощения частиц золота.
Размер пор в оксидном слое можно увеличить с помощью метода твердого анодирования.
Он похож на стандартную технику анодирования, но разница заключается в толщине оксидного слоя.
Твердое анодирование обеспечивает дополнительный оксидный слой толщиной 15 — 100 мкм по сравнению со стандартным методом анодирования.
Операцию твердого анодирования можно выполнять на алюминиевых сплавах, имеющих в своем составе медь и магний.
Для дальнейшего увеличения размера пор оксидного слоя в качестве электролита можно использовать серную или фосфорную кислоту.
Диаметр пор также зависит от напряжения анодирования. Обычно для сплавов алюминия оно составляет более 100 В.
В зависимости от алюминиевого сплава, желаемая структура пор получается при использовании различных комбинаций электролитов и напряжения.
Погружное окрашивание
В технике иммерсионного окрашивания твердое анодированное изделие погружается в горячий раствор растворенных наночастиц золота, а затем кипятится в деионизированной воде.
Здесь используются красители золотистого цвета, выделенные из оксидов железа. Это обеспечивает желтовато-коричневый оттенок.
При увеличении размера золотой наночастицы свыше 100 нм она приобретает золотистый цвет.
Это происходит потому, что она находится в диапазоне длин волн видимого света (400 — 700 нм). Длина волны металлического золота составляет 576,69 нм.
Следовательно, чтобы окрасить окисленную поверхность крупными золотыми наночастицами, вам нужно будет подвергнуть основной металл жесткому анодированию.
Использование интерференции света
Титан обладает свойствами, аналогичными свойствам алюминия. При анодировании он образует тонкий прозрачный оксидный слой.
Из-за разницы в толщине и прозрачности происходит интерференция тонких пленок, в результате чего оксидный слой проявляет широкий спектр цветов, таких как коричневый, серебряный, золотой и многие их оттенки.
Две внефазные полуволны, отраженные от внутреннего и внешнего слоев оксидного слоя, дают дополнительный цвет.
На рисунке ниже показаны цвета, соответствующие напряжению (отмеченные на каждой детали) во время анодирования титана.
Болты с анодированным покрытием.
Преимущества анодирования золотом
Детали, анодированные золотом, имеют более длительный срок службы по сравнению с позолоченными деталями. Это объясняется высокой устойчивостью к коррозии и истиранию.
Поскольку покрытие является неотъемлемой частью поверхности, оно не увеличивает вес детали, но увеличивает ее толщину.
Кроме того, золотое анодирование металлической детали является экономически выгодной альтернативой изготовлению деталей с использованием золота.
Альтернативные методы нанесения золотого покрытия
Помимо анодирования, металлические детали могут быть окрашены с помощью гальванического покрытия.
Это отделочная операция, при которой на основной металл наносится слой металлического покрытия. Этот слой защищает металл от коррозии и истирания.
Этот слой защищает металл от коррозии и истирания.
В процессе гальванизации металл, на который наносится покрытие, растворяется в растворе. При пропускании электричества он осаждается на отрицательно заряженной части.
Эта техника позволяет наносить золото на серебро, никель, латунь и медь.
Шаг 1
Первым шагом при нанесении золотого покрытия на деталь является подготовка поверхности.
Перед нанесением покрытия поверхность должна быть отполирована, протравлена или подвергнута пескоструйной обработке для удаления всех загрязнений.
В противном случае это приведет к плохой адгезии золотого покрытия, т.е. к неравномерному покрытию.
Шаг 2
После подготовки поверхности тщательно очистите деталь водой.
Шаг 3
После промывки в воде нанесите на деталь тонкое никелевое покрытие. Оно улучшает адгезию золотого покрытия к основному металлу.
Шаг 4
Еще раз ополосните деталь, чтобы удалить все остатки предыдущего шага.
Шаг 5
Подключите клеммы питания к экспериментальной установке.
Шаг 6
Отрицательная клемма кабеля питания подключается к детали, которая выступает в качестве катода, а положительная — к раствору золота (аноду).
Отрицательно заряженная деталь притягивает положительно заряженные ионы золота, медленно покрывая деталь слоем золота.
Толщина золотого покрытия зависит от продолжительности процесса гальванизации и силы тока, пропускаемого через раствор.
Различные виды золотого покрытия
В приведенной ниже таблице кратко описаны виды золотого покрытия.
| Тип | Процедура | Характеристика |
| Золотое покрытие | Нанесение ионов золота на основной металл. | Потускнеет под воздействием химических веществ. |
| Золото Вермель | Толстое золотое покрытие на стерлинговой стали. | Обладает лучшими характеристиками, чем позолота. Для долговечности требуется постоянный уход. |
| Золотое напыление | Толстый слой золота, нанесенный на базовый металл, прокатывается под воздействием высоких температур. | Слой с покрытием обладает лучшей износостойкостью. |
Область применения анодирования золотом
Детали из анодированного золота.
Применение золотого анодирования ограничено деталями, которым не нужно выдерживать экстремальные нагрузки и температуры. В следующей таблице указана толщина слоя золота, необходимая для каждого применения.
| Область применения | Толщина золотого покрытия |
| Электронная промышленность (разъемы, печатные платы) | 0,8 микрон |
| Медицинская промышленность (зубные протезы, медицинские инструменты) | 6 — 8 микрон |
| Музыкальные инструменты | 1 микрон |
| Ювелирные изделия | 0,51 микрон |
Распространенным применением анодирования золота является изготовление имитации ювелирных изделий. Но эти украшения чаще всего покрываются гальванически, а не анодируются.
Многие предпочитают гальванические золотые украшения анодированным, потому что можно контролировать состав и, тем самым, качество золота в каратах.
Однако гальваническое покрытие не улучшает свойства материала. Поэтому оно ограничивается изготовлением ювелирных изделий.
Вы можете наносить золотое покрытие различной толщины в зависимости от продолжительности гальванического процесса, приложенного напряжения и концентрации золота в электролите.
Часто задаваемые вопросы:
Лучше ли золотые анодированные изделия, чем позолоченные?
Да, анодированные изделия лучше, чем позолоченные, благодаря своей долговечности и возможности повторного анодирования, когда покрытие тускнеет.
Почему позолоченные ювелирные изделия предпочтительнее анодированных?
Позолоченные украшения предпочтительнее анодированных, потому что они имеют яркий блестящий желтый цвет, похожий на золото. Анодированные золотые украшения имеют имеют светло-желтый цвет, который не похож на настоящее золото.
Является ли анодирование покрытием?
Да, анодирование — это процесс нанесения защитного оксидного слоя на металлическую поверхность. В отличие от других методов нанесения покрытия, таких как покраска, при анодировании для нанесения покрытия используется электрохимический процесс.
Заключение:
Детали, анодированные золотом, обладают лучшей привлекательностью и превосходными металлическими свойствами по сравнению с другими цветными деталями. Покрытие является неотъемлемой частью основного материала, улучшая его свойства и обеспечивая долговечность.
Наночастицы золота обеспечивают широкий спектр отражающих свойств, и выбор размера частиц определяет оттенок золота, который вы получите. Поэтому вначале вам придется провести несколько пробных испытаний, чтобы найти подходящий состав.
Статья по анодированию алюминия переменным током
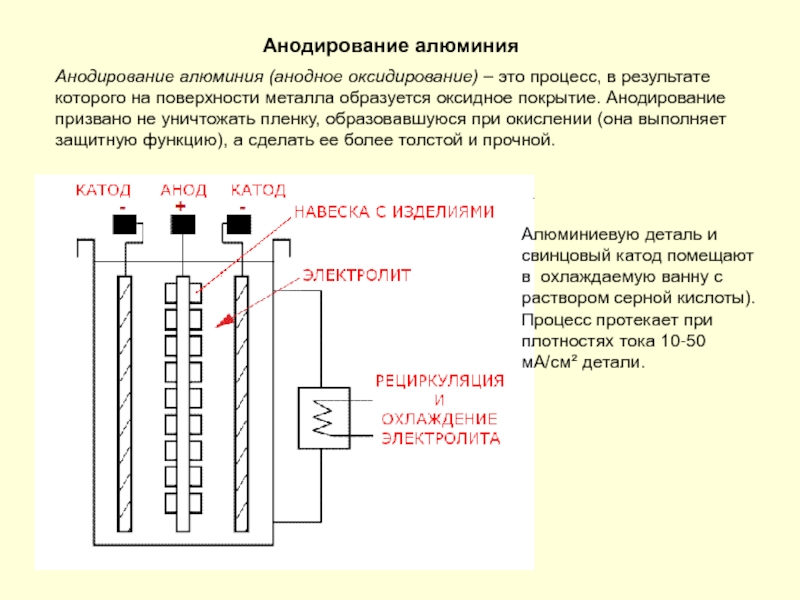
Анодирование алюминия – это образование особенного защитного покрытия на поверхности изделий электрическим методом. Оксидные пленки, которые образуется при этом процессе, имеют толщину от 5 до 25 мкм и надежно защищают металл от коррозии. Их же используют как основу для лакокрасочных покрытий. Данную процедуру могут применять и в декоративных целях. Перед тем как проводить анодирование постоянным током, деталь предварительно обезжиривают ацетоном и раствором едкого натра.
Оксидные пленки, которые образуется при этом процессе, имеют толщину от 5 до 25 мкм и надежно защищают металл от коррозии. Их же используют как основу для лакокрасочных покрытий. Данную процедуру могут применять и в декоративных целях. Перед тем как проводить анодирование постоянным током, деталь предварительно обезжиривают ацетоном и раствором едкого натра.
Для проведения процесса анодирования алюминия нужно приготовить два насыщенных раствора – поваренной соли и питьевой соды. Делают их в течение не менее получаса, иногда помешивая получившийся раствор. После этого растворы отстаиваются в течение пятнадцати минут и фильтруют. Затем нужно приготовить электролит, смешав девять объемных частей питьевой соды с одной объемной частью раствора соли.
Перед тем как проводить анодирование деталей, нужно тщательно зачистить наждачной бумагой или напильником, а потом обезжирить. После этого нужно провести химическое полирование. Для этого алюминиевая деталь помещается на десять минут в состав из 75 объемных долей ортофосфорной кислоты и 25 серной кислоты. После полирования деталь нужно промыть и опустить в ванную, которая заполнена 20%-нам раствором серной кислоты. Затем ее можно погружать в раствор электролита. Положительный заряд источника тока присоединяется к детали, а отрицательный – к токопроводящей емкости с электролитом. Анодировка длится обычно примерно 90 минут. Окончательным этапом является уплотнение пор пленки, которые уплотняются после кипячения детали в воде примерно в течение двадцати минут.
После полирования деталь нужно промыть и опустить в ванную, которая заполнена 20%-нам раствором серной кислоты. Затем ее можно погружать в раствор электролита. Положительный заряд источника тока присоединяется к детали, а отрицательный – к токопроводящей емкости с электролитом. Анодировка длится обычно примерно 90 минут. Окончательным этапом является уплотнение пор пленки, которые уплотняются после кипячения детали в воде примерно в течение двадцати минут.
Анодированные детали имеют серый, золотистый, оливковый, черный или коричневый оттенок и незначительную приятную шероховатость. Качество анодировки можно проверить следующим образом: по анодированной поверхности нужно провести черту химическим карандашом. Если черта не смоется проточной водой, то процедура выполнена хорошо.
Анодирование переменным током
Если анодировать деталь не постоянным током, как описано выше, а переменным, то все подготовительные и заключительные операции нужно проводить так, как уже было описано. Различие состоит в том, что анодироваться должны сразу две детали. Если есть всего одна деталь, то в качестве второго электрода нужно использовать болванку или лист из алюминия. При переменном напряжении 10-12 В можно добиться такой же плотности тока, как и при постоянном токе. Время анодирования при этом составляет 25-30 минут.
Различие состоит в том, что анодироваться должны сразу две детали. Если есть всего одна деталь, то в качестве второго электрода нужно использовать болванку или лист из алюминия. При переменном напряжении 10-12 В можно добиться такой же плотности тока, как и при постоянном токе. Время анодирования при этом составляет 25-30 минут.
При анодировании деталь можно окрасить. Делается это в растворе анилинового красителя. Когда проводится цветное анодирование, красящий раствор должен содержать 15 грамм красителя и 1 миллиграмм уксусной кислоты на литр воды. Окрашивание должно проводиться в подогретом растворе. Деталь нужно выдерживать в растворе красителя не менее 10-15 минут. Для того чтобы закрепить окраску, покрашенную деталь нужно выдержать в кипящей воде в течение 1-1,5 минут.
Что такое анодирование и как оно работает?
Что такое анодирование? Анодирование является ключом к финишной обработке деталей из алюминия и других металлов. Узнайте, как работает анодирование и почему оно является важной частью обработки и производства с ЧПУ.
Что такое анодирование?
Анодирование является ключевым этапом производства алюминиевые детали с ЧПУ . Электрохимический процесс, включающий покрытие металлической детали оксидным поверхностным слоем, анодирование придает детали дополнительную прочность и более привлекательный внешний вид. В то время как анодирование наиболее распространено с алюминий , другие подложки могут быть анодированы, включая магний и титан.
Анодирование обеспечивает устойчивость детали к коррозии и износу при длительном использовании, а также сохранение внешнего вида при любых условиях. Во многих случаях производители отправляют детали стороннему поставщику услуг, специализирующемуся на анодировании, подобно тому, когда вам нужна термообработка, отпуск или гальваническое покрытие.
Наиболее распространенными типами анодирования являются тип I (анодирование хромовой кислотой), тип II (анодирование серной кислотой) и тип III, также известный как твердое покрытие.
В этой статье мы объясним, как работает общий процесс анодирования, общие производственные параметры, а также ключевые преимущества и недостатки для нескольких приложений. Если вы готовы запустить свои детали в производство, перейдите сюда, чтобы узнать больше о наших услуги по отделке поверхностей .
Знаете ли вы, что мы предлагаем услуги по обработке с ЧПУ у местных производителей?
Изучите наши варианты местных источников с помощью Hubs Local Загрузите свой дизайн для бесплатной мгновенной оценки
Как работает анодирование?
Самый простой способ понять, как работает анодирование, можно узнать из названия. Чтобы анодировать деталь, вы подключаете ее к положительной клемме электрической цепи, также называемой анодом. Затем вы погружаете деталь в кислый раствор электролита. Этот раствор содержит химические соединения, такие как фосфат натрия, которые наполняют ванну положительными и отрицательными ионами.
Затем вы погружаете деталь в кислый раствор электролита. Этот раствор содержит химические соединения, такие как фосфат натрия, которые наполняют ванну положительными и отрицательными ионами.
После того, как деталь погружена в воду и закреплена на подвеске, чтобы она не двигалась, вы прикладываете отрицательный конец цепи или катод к металлическому электроду в ванне. Когда вы пропускаете напряжение через цепь, отрицательный электрод притягивает положительные ионы (катионы) из детали, а алюминиевая часть притягивает отрицательные ионы O2 (анионы) из раствора.
Когда положительные ионы алюминия покидают поверхность детали, она становится пористой, вступая в реакцию с отрицательными ионами O2, образуя слой оксида алюминия.
Разобьем процесс на несколько простых шагов:
Превратить деталь в анод с положительным зарядом
Превратите металлические пластины в катод с отрицательным зарядом
Погрузите оба в кислотную ванну
Подать напряжение
Вычесть ионы алюминия из детали, создав поры
Привлечение ионов кислорода к поверхности детали
В результате реакции образуется твердый, устойчивый к коррозии слой оксида алюминия
Как анодировать алюминий?
 youtube.com/embed/BhUjEacii3k» frameborder=»0″ allow=»encrypted-media» allowfullscreen=»»>
youtube.com/embed/BhUjEacii3k» frameborder=»0″ allow=»encrypted-media» allowfullscreen=»»> Вот подробное введение в анодирование и почему это идеальный процесс отделки (и необходимый для изготовленные на заказ алюминиевые детали ). Мы занимаемся правильной укладкой, очисткой и травлением, удалением мути, окраской, герметизацией, отверждением и обертыванием.
Каковы параметры и свойства анодирования?
Вот параметры, которые следует учитывать при анодировании:
Когда вы настраиваете эти параметры, свойства материала, измененные анодированием, включают:
С точки зрения толщины, анодированные детали образуют более глубокие поры и более толстый слой оксида алюминия, чем больше времени они проводят в кислом растворе. Анодированные покрытия имеют толщину от 8 до 16 мкм или до 35-50 мкм для твердого покрытия.
Для получения дополнительной информации о выборе правильного процесса анодирования с концентраторами ознакомьтесь с нашим Страница Surface Finish Service или посетите наш Справочный центр .
В чем разница между анодированием и гальванопокрытием?
Если вы знакомы с гальванопокрытием, вы можете заметить, что анодирование во многом похоже. Сравнение двух процессов определенно помогает понять анодирование как уникальный и важный шаг в производстве. ЧПУ алюминиевые детали.
Подобно анодированию, гальваническое покрытие заключается в помещении детали в ванну с электролитом и приложении к ней заряда. Ключевое отличие заключается в том, что при гальванике деталь заряжается отрицательно, становясь катодом, а не анодом.
Анод наносится на кусок желаемого материала для покрытия, например, на золото. Как и при анодировании, эта схема позволяет положительно заряженным ионам течь к катоду (детали). Эти ионы покрывают деталь тонким равномерным слоем.
Как происходит анодирование на практике?
Анодирование проводится по той же схеме, что и многие другие процессы отделки. На практике это означает, что вы должны следовать этому процессу:
Подготовка поверхности
Анодировать
Очистите детали
Добавить цвет
Запечатывает поры
Подготовка поверхности
Перед анодированием детали необходимо подготовить ее поверхность механическими и химическими средствами. Сначала отполируйте или отпескоструйте поверхность, чтобы убедиться, что ваша деталь имеет желаемый внешний вид. Дробеструйная обработка придаст вашей детали естественную матовость, а браширование придаст вашей детали матовый вид.
Сначала отполируйте или отпескоструйте поверхность, чтобы убедиться, что ваша деталь имеет желаемый внешний вид. Дробеструйная обработка придаст вашей детали естественную матовость, а браширование придаст вашей детали матовый вид.
Химикаты, которые вы используете перед анодированием, будут влиять на глянец вашей детали. Травление, например, придаст вашей детали гладкую атласную поверхность. Для глянцевого покрытия вам понадобится яркое погружение или химическая полировка.
Затем промойте деталь деионизированной водой и другими растворителями, чтобы удалить загрязнения, в том числе остатки после механической обработки, такие как масла и охлаждающая жидкость. Поместите промытые детали в химическую ванну с гидроксидом натрия (NaOH) и азотной кислотой (HNO3), чтобы очистить верхний слой металла. Если вы уже обрабатывали деталь механически, этот шаг не всегда необходим.
Вы также можете замаскировать области детали, чтобы предотвратить образование на них поверхности анодирования.
Анодирование
Затем поместите деталь или детали в ванну для анодирования, подключенную к электрической цепи. Параметры могут варьироваться в зависимости от желаемых свойств, описанных выше, включая состав раствора, температуру, плотность тока, напряжение и время.
Очистка деталей
После анодирования необходимо очистить деталь деионизированной водой и растворителями. Не забудьте после этого высушить деталь. Это удалит излишки раствора и подготовит деталь к хроматической отделке.
Добавить цвет
Вы можете контролировать цвет детали во время анодирования. Длины волн видимого спектра света, измеряемые в нанометрах, могут отражать по-разному в зависимости от толщины оксидного покрытия. Различные параметры позволяют получить различные цвета.
Чтобы придать изделию бронзовый или черный цвет, погрузите его в раствор солей металлов. Они вступают в реакцию с поверхностью, заполняя поры химическим соединением черного или бронзового цвета. Этот процесс называется электролитическим окрашиванием.
Этот процесс называется электролитическим окрашиванием.
Если вы хотите другой цвет, вы можете использовать краску погружением, которая заполняет поры раствором красителя. Окунув деталь в краситель, поместите ее в нагретую деионизированную воду, чтобы остановить дальнейшие реакции. Окрашивание погружением является наименее долговечным из описанных здесь вариантов окрашивания, поскольку со временем цвет может ухудшиться под воздействием ультрафиолетового излучения.
Заделка пор
После анодирования необходимо запечатать микроскопические поры на поверхности детали, чтобы предотвратить дальнейшую коррозию и улучшить характеристики. Без герметизации пор анодированные детали могут казаться липкими на ощупь. Кроме того, открытые поры могут собирать грязь, загрязнения и пятна.
Существует три распространенных процесса герметизации пор:
Горячая ДИ-герметизация:
При использовании этого метода деталь погружается в деионизированную воду, нагретую почти до кипения. Вода вступает в реакцию с деталью с образованием гидратированного оксида алюминия или бемита. Бемит занимает больше места, чем оксид алюминия, и заполняет поры.
Вода вступает в реакцию с деталью с образованием гидратированного оксида алюминия или бемита. Бемит занимает больше места, чем оксид алюминия, и заполняет поры.
Этот процесс прост и легко стандартизируется. Однако это требует больших затрат энергии и может вызвать вымывание краски и вымывание цвета на окрашенных деталях.
Среднетемпературная герметизация
Менее энергоемкий, чем горячая герметизация, в этом методе используются растворенные соли металлов, такие как соли никеля, магния или кобальта, которые взаимодействуют с поверхностью и заполняют поры.
Этот метод лучше подходит для окрашенных деталей и уменьшает образование уплотняющей сажи или минеральных отложений на поверхности. Однако его сложнее контролировать и сложнее повторить с той же точностью.
Холодная герметизация или герметизация при комнатной температуре
Холодная герметизация обычно включает составы на основе фторида никеля, предназначенные для взаимодействия с пористым слоем оксида алюминия и осаждения на поверхности в виде герметизирующего слоя фторалюмината.
Этот процесс травит поверхность для лучшей адгезии и производительности. Он также соответствует некоторым военным и автомобильным спецификациям. Однако это может быть медленным, и может потребоваться горячая водяная баня для ускорения отверждения, что затрудняет контроль.
Что дает анодирование и зачем его делать?
Анодирование чрезвычайно выгодно, если вы хотите получить высококачественный и долговечный алюминиевые детали. Поскольку оксидный слой полностью интегрирован с поверхностью материала, со временем он не будет скалываться, отслаиваться или трескаться. Чего нельзя сказать о краске или порошковой окраске. Анодированные покрытия имеют очень долгий срок службы благодаря превосходному сцеплению и адгезии покрытия.
Анодирование также упрочняет поверхность детали до твердости по шкале Роквелла 70C, что гарантирует, что деталь выдержит многократную эксплуатацию. Поскольку анодированные детали очень долговечны, их не часто нужно смазывать, кондиционировать или перекрашивать. Кроме того, твердый анодированный алюминий является электрическим изолятором и служит жизнеспособным изоляционным материалом, когда других оказывается недостаточно.
Кроме того, твердый анодированный алюминий является электрическим изолятором и служит жизнеспособным изоляционным материалом, когда других оказывается недостаточно.
Когда вы используете анодирование для придания деталям определенного цвета, эти красители и красители не ложатся ненадежно на плоскую поверхность. Красители просачиваются в полые поры, образовавшиеся в результате реакции анодирования. Это означает, что деталь не теряет свой цвет при истирании, износе, воздействии УФ-излучения и других источниках повреждений. В зависимости от типа анодирования, которое вы используете, также существует широкий выбор цветовой отделки.
Помимо этих преимуществ, сам процесс экономически эффективен, как и затраты на обслуживание детали в течение ее жизненного цикла. Мало того, анодирование относительно безопасно и производит меньше вредных или экологически вредных побочных продуктов, чем другие процессы отделки.
Что нужно знать перед анодированием деталей?
Несмотря на то, что анодирование является неотъемлемой частью производства высококачественных алюминиевых деталей, следует помнить о нескольких вещах, прежде чем приступать к процессу. Конечно, не все материалы можно анодировать. Скорее всего, вы когда-либо будете анодировать только алюминий, хотя титан, цинк, тантал и ниобий также могут нуждаться в быстром раунде анодирования.
Чтобы анодировать деталь, ее необходимо полностью погрузить в раствор. Обычно для этого требуется закрепить деталь на подвесах, а это означает, что ваша деталь будет иметь конструктивные особенности, не вступающие в контакт с анодируемым раствором. В результате деталь никогда не может быть полностью анодирована на 100% ее поверхности.
Еще один фактор, о котором следует помнить, это то, что геометрические размеры и допуски вашей детали могут измениться при анодировании. Анодирование создает слой на детали, поэтому помните об этом, когда вы находитесь в процессе проектирования. Кроме того, анодирование повлияет на шероховатость поверхности вашей детали.
Кроме того, анодирование повлияет на шероховатость поверхности вашей детали.
Готовы преобразовать файл САПР в пользовательскую деталь? Загрузите свои проекты для бесплатной мгновенной оценки.
Получите мгновенное предложениеКакова цель анодирования?
Благодаря своим желательным качествам такие металлы, как алюминий, магний, титан и т. д., использовались в различных отраслях промышленности, включая автомобильную, аэрокосмическую, электронную и т. д. Однако эти применения требуют использования этих металлов в сложных условиях. операционные среды.
Определенные обстоятельства, при которых эти металлы теряют некоторые из своих качеств, включают высокую влажность, высокие температуры, наличие кислот и солей в производственной среде и т. д. Это приводит к тому, что некоторые металлы выходят из строя при эксплуатации, что увеличивает затраты на техническое обслуживание или замена компонентов.
При использовании в этих условиях были разработаны методы сохранения этих металлов. Одним из методов защиты этих металлов от агрессивных рабочих сред является анодирование. Это помогает сделать эти металлы более устойчивыми, что снижает стоимость замены и обслуживания компонентов.
В этой статье мы обсудим все, что вам нужно знать об анодировании, его целях, преимуществах, типах процесса анодирования и его применении в аэрокосмической промышленности.
Что такое анодирование?
Анодирование — это электрохимический процесс, при котором металлическая поверхность превращается в декоративное, прочное, коррозионно-стойкое покрытие из анодированного оксида. Хотя другие цветные металлы, такие как магний и титан, также могут быть анодированы, алюминий лучше всего подходит для этого процесса. Структура анодного оксида, полностью состоящая из оксида алюминия, исходит из алюминиевой подложки.
Этот оксид алюминия полностью интегрируется с основной металлической подложкой, а не наносится на поверхность, как краска или покрытие, что делает его устойчивым к сколам и отслаиванию. Кроме того, его хорошо организованная пористая структура позволяет проводить дополнительные процедуры, такие как окрашивание и герметизация. Алюминий анодируют, погружая его в ванну с кислым электролитом, а затем пропуская через него электрический ток.
Кроме того, его хорошо организованная пористая структура позволяет проводить дополнительные процедуры, такие как окрашивание и герметизация. Алюминий анодируют, погружая его в ванну с кислым электролитом, а затем пропуская через него электрический ток.
Бак для анодирования имеет катод, установленный внутри него; алюминий служит анодом, заставляя ионы кислорода высвобождаться из электролита и соединяться с атомами алюминия на поверхности анодируемого компонента. Следовательно, анодирование — это усиление естественного явления за счет тщательно контролируемого окисления.
Для чего используется анодирование?Анодирование — недорогой высококачественный метод отделки. В результате он широко используется в ряде приложений во многих секторах. Его применение настолько разнообразно, что, скорее всего, вы используете анодированный металлический компонент каждый день.
- Аэрокосмическая промышленность.
- Автомобилестроение.

- Архитектура.
- Товары народного потребления.
- секторов товаров для дома.

Как работает анодирование?
Само название дает четкое объяснение принципа действия анодирования. Чтобы анодировать деталь, вы подключаете ее к положительной клемме электрической цепи, также называемой анодом. Затем компонент помещают в раствор электролита, который является кислым. Химические элементы в этом растворе, включая фосфат натрия, наполняют ванну положительными и отрицательными ионами.
Вы подключаете отрицательный конец цепи или катод к металлическому электроду в ванне после того, как компонент был погружен и закреплен на подвеске, чтобы он не двигался. Алюминиевый компонент вытягивает отрицательные ионы O2 (анионы) из раствора, а отрицательный электрод вытягивает положительные ионы (катионы) из компонента, когда на цепь подается напряжение.
Когда положительные ионы алюминия покидают поверхность детали, она становится пористой, вступая в реакцию с отрицательными ионами O2, образуя слой оксида алюминия.
Разобьем процесс на следующие простые шаги:
- Превратите деталь в анод с положительным зарядом
- Превратите металлические пластины в катод с отрицательным зарядом
- Погрузите оба в кислотную ванну
- Подать напряжение
- Вычесть ионы алюминия из детали, создав поры
- Привлечение ионов кислорода к поверхности детали
- Реакция образует твердый, устойчивый к коррозии слой оксида алюминия
Процесс анодирования алюминия включает следующие этапы:
Предварительная обработка 900 02 Перед анодированием поверхность детали должна быть обработана механически и химически. Сначала отполируйте или отпескоструйте поверхность, чтобы придать детали желаемый вид. Дробеструйная обработка придаст вашей детали естественную матовость, а браширование придаст ей матовый вид.

Химикаты, которые вы используете перед анодированием, влияют на степень глянца вашего продукта. Например, травление придаст вашему изделию красивую сатинированную поверхность. Для глянцевого покрытия выберите блестящее погружение или химическую полировку.
Промывка
Ополаскивание изделия в деионизированной воде и других растворителях позволяет удалить из изделия загрязнения, такие как отходы механической обработки, такие как смазочные материалы и охлаждающая жидкость. Погрузите очищенные детали в раствор гидроксида натрия (NaOH) и азотной кислоты, чтобы удалить покрытие с поверхности металла (HNO3). Если предмет уже подвергался механической обработке, эта процедура не всегда необходима.
Вы можете скрыть эти пятна, чтобы предотвратить образование на них анодированной поверхности.
Травление (химическое измельчение)
Щелочное травление часто включает использование раствора гидроксида натрия. В результате получается светло-серый сатиновый блеск на поверхности металла (за счет диффузного отражения падающего света). Подавляющее большинство рабочих мест используют этот метод предварительной обработки.
Подавляющее большинство рабочих мест используют этот метод предварительной обработки.
Скорость травления объекта зависит от нескольких факторов, в том числе от температуры, количества присутствующего раствора гидроксида натрия и количества ионов алюминия, выделившихся в раствор. Когда ионы алюминия присутствуют в высоких концентрациях, раствор теряет свою эффективность. Могут быть дополнительные ионы, некоторые из которых могут быть компонентами сплава, мешающие процессу и оставляющие дефекты на поверхности изделия.
Проблема ионного загрязнения решается за счет использования травильных растворов, предотвращающих воздействие высвобождающихся ионов Al3+ и других металлов. Компоненты этих растворов являются секретом для компаний, которые их производят, однако они часто содержат секвестрирующие агенты, содержащие комплексные ионы металлов. Хотя эти растворы не имеют неограниченных возможностей для этого, партия травления поддерживается в рабочем состоянии, потому что протравленная работа «переносит» раствор и время от времени заменяется новым раствором для травления.
Раствор для травления также содержит пенообразователи, которые снижают количество сильного дыма и тумана, образующихся при интенсивных реакциях. Важно помнить, что на этом этапе определяется внешний вид конечного продукта. Независимо от того, насколько хорошо изделие анодировано или окрашено, на неправильно протравленной работе будут видны царапины или дефекты.
Кислотное удаление
В результате травления на алюминии образуется «грязевое» покрытие. Грязь от серого до черного цвета представляет собой нерастворимый остаток сплава, остающийся после вытравливания алюминия. Раствор азотной кислоты чаще всего используется для удаления этой копоти, оставляя подготовленную поверхность готовой к анодированию.
Анодирование
Поместите компонент(ы) в ванну для анодирования, пока электрическая цепь все еще питает его. Состав раствора, температура, плотность тока, напряжение и время — это лишь несколько примеров параметров, которые могут изменяться в зависимости от желаемых атрибутов, упомянутых выше.
Цвет
Вы можете контролировать цвет компонента во время анодирования. Длины волн видимого спектра нанометрового размера могут отражать свет различными способами, в зависимости от толщины оксидного покрытия. Различные параметры используются для получения различных оттенков.
Чтобы придать детали бронзовый или черный блеск, погрузите ее в раствор солей металлов. Они взаимодействуют с поверхностью, заполняя поры химическим соединением бронзового или черного цвета. Электролитическая окраска — это название, данное ему.
Окрашивание погружением, при котором поры заполняются раствором красителя, можно использовать, если вы хотите получить другой цвет. Поместите ваш компонент после погружения его в краситель в теплой деионизированной воде, чтобы остановить любые дополнительные реакции. Окрашивание погружением является наименее устойчивым из описанных здесь методов окрашивания, поскольку со временем цвет может ухудшиться под воздействием УФ-излучения.
Герметизация
После анодирования поверхность компонента необходимо загерметизировать, чтобы предотвратить дальнейшую коррозию и улучшить характеристики. Если поры не закрыты, анодированные предметы могут быть липкими на ощупь. Кроме того, открытые поры могут забиваться грязью, токсинами и пятнами.
Существует три общих процесса герметизации пор:
Горячее запечатывание DI
Этот метод включает погружение компонента в почти доведенную до кипения деионизированную воду. Когда компонент соединяется с водой, образуется вещество, называемое бемитом, или гидратированный оксид алюминия. Бемит заполняет поры и занимает больше места, чем оксид алюминия.
Процесс стандартизации прост. Тем не менее, он потребляет много энергии и может вызвать растекание красителя и утечку цвета на окрашенных изделиях.
Среднетемпературная герметизация
Этот метод, в котором используются соли металлов в растворе, такие как соли никеля, магния или кобальта, взаимодействуют с поверхностью и заполняют поры, требует меньше энергии, чем термическая герметизация.
Этот метод уменьшает образование уплотняющей сажи или поверхностных минеральных отложений и предпочтителен для цветных компонентов. Однако его сложнее контролировать и сложнее повторить с той же точностью.
Холодная или комнатная герметизация
Холодная герметизация часто использует составы фторида никеля, которые взаимодействуют с пористым слоем оксида алюминия с образованием герметизирующего фторалюминатного слоя, который затем осаждается на поверхности.
В ходе этого процесса поверхность травится для улучшения характеристик и сцепления. Кроме того, он соответствует нескольким автомобильным и военным стандартам. Однако это может быть медленным, и может потребоваться горячая водяная баня, чтобы ускорить процесс отверждения, что затрудняет управление.
Какие материалы можно анодировать?
Анодированию подлежат следующие материалы:
Алюминий Наиболее распространенными материалами для анодирования являются алюминий и алюминиевые сплавы. Благодаря высокому соотношению прочности к весу и относительной доступности алюминий широко используется в промышленности. Общие характеристики алюминия улучшаются, а срок его службы увеличивается за счет анодирования. Существует множество различных процедур анодирования алюминия.
Благодаря высокому соотношению прочности к весу и относительной доступности алюминий широко используется в промышленности. Общие характеристики алюминия улучшаются, а срок его службы увеличивается за счет анодирования. Существует множество различных процедур анодирования алюминия.
Магний
Магний обычно анодируют для использования в качестве грунтовки для краски, и для этого применения подходят тонкие покрытия (всего 5 мкм). Коррозионная стойкость магниевых материалов может быть улучшена за счет более толстого анодного покрытия (25 мкм и более). Для достижения наилучших результатов эти покрытия необходимо герметизировать силикат натрия, воск или масло.
Для анодирования магнием применимы следующие спецификации: AMS 2466, AMS 2478, AMS 2479и ASTM B893.
Титан
Имплантаты челюсти, бедра и колена часто изготавливаются из анодированного титана. Кроме того, анодированный титан популярен для изготовления предметов искусства, бижутерии, украшений для пирсинга и обручальных колец, поскольку технология анодирования позволяет получать различные оттенки без использования красителей. Толщина оксидного слоя от 30 нанометров до нескольких микрометров влияет на цвет. Напряжение анодирования, в свою очередь, определяет толщину.
Толщина оксидного слоя от 30 нанометров до нескольких микрометров влияет на цвет. Напряжение анодирования, в свою очередь, определяет толщину.
AMS 2487 и 2488 являются применимыми стандартами для анодированного титана.
Ниобий
Аналогичные химические вещества и процедуры для анодирования титана могут использоваться для ниобия. Изменяя толщину покрытия, которая также зависит от напряжения анодирования, можно получить различные цвета. Украшения для костюмов и тела, памятные монеты и другие очень привлекательные предметы часто изготавливаются из анодированного ниобия.
Тантал
необходимо анодировать с использованием метода, аналогичного методу для титана и ниобия. Регулируя толщину пленки, можно создавать различные привлекательные цвета. В зависимости от используемого химического раствора и температуры процесса напряжение, необходимое для анодирования тантала, обычно составляет от 18 до 23 Ангстрем на вольт. Наиболее популярным типом тантала, используемого для изготовления конденсаторов, является анодированный тантал.
Наиболее популярным типом тантала, используемого для изготовления конденсаторов, является анодированный тантал.
Цинк
Процесс анодирования цинка может быть сложным. При использовании с напряжением до 200 В постоянного тока смесь фосфата аммония, хромата и фторида может создавать анодированные покрытия толщиной до 80 мкм на цинковых сплавах, повышая их твердость и коррозионную стойкость.
Компоненты из оцинкованной стали могут быть анодированы с использованием химических ванн, содержащих силикат натрия, гидроксид натрия, буру, нитрат натрия и сульфат никеля при более низких напряжениях (20-30 В постоянного тока).
MIL-A-81801 — одна из применимых спецификаций для анодированного цинка.
Преимущества анодирования алюминияПреимущества анодирования алюминия:
Долговечность элементы имеют чрезвычайно долгий срок службы и обеспечивают значительные финансовые выгоды за счет экономии затрат на техническое обслуживание и эксплуатацию.
 Для полного склеивания и непревзойденной адгезии анодирование представляет собой реактивную отделку, которая сливается с основным металлом.
Для полного склеивания и непревзойденной адгезии анодирование представляет собой реактивную отделку, которая сливается с основным металлом.Сохранение цвета
Большинство анодированных изделий имеют необычайно долгий срок службы и обеспечивают значительные финансовые выгоды благодаря экономии затрат на техническое обслуживание и эксплуатацию. Для полного склеивания и непревзойденной адгезии анодирование представляет собой реактивную отделку, которая сливается с основным металлом.
Простое техническое обслуживание
Почти нет царапин или износа в результате изготовления, обращения, установки, обычной очистки поверхности от грязи или использования. Анодированную поверхность обычно можно очистить водой с мягким мылом или промыть, чтобы вернуть ей первоначальный вид. Для более твердых отложений можно использовать мягкие абразивные чистящие средства.
Эстетика
Анодирование уменьшает или полностью устраняет несоответствия цвета, предоставляя широкий спектр вариантов блеска и цвета. Кроме того, анодирование, в отличие от других видов отделки, позволяет алюминию сохранять свой металлический вид.
Кроме того, анодирование, в отличие от других видов отделки, позволяет алюминию сохранять свой металлический вид.
Стоимость
Более высокая долгосрочная ценность достигается за счет более низких первоначальных затрат на отделку в сочетании с меньшими затратами на техническое обслуживание.
Безопасность и здоровье
Анодирование – безвредный метод, который не оказывает негативного влияния на здоровье. Анодированные покрытия нетоксичны, химически стабильны, не разрушаются и могут выдерживать нагрев до температуры плавления алюминия (1221 градус по Фаренгейту)
Процесс анодирования неопасн и не имеет токсичных или опасных побочных продуктов, поскольку он усиливает естественно существующую оксидную реакцию.
Недостатки анодирования алюминия
- Только определенные сорта алюминия подходят для этой технологии, Нержавеющая сталь
- , устойчивая к строительному раствору, соли, хлору и морской среде, не может использоваться с этим изделием.
- Этот процесс вытягивается из основного металла, что позволяет изменять цвет.
- В низкосортных металлах нельзя добиться совпадения между партиями, что затрудняет воссоздание согласованности между партиями, чем в высококачественных металлах, где возможно совпадение на 95%.
- Самый дорогой вариант для небольших количеств (требуется сплав более высокого качества в дополнение к и без того высоким затратам на установку).

Типы процессов анодирования и применения
Типы процессов анодирования и применения следующие:
9 0002
Тип I
Основная цель анодирования хромовой кислотой заключается в защите важных суставов и структур. Учитывая толщину покрытия, которая обычно составляет от 0,08 до 0,2 мил, коррозионная стойкость очень хорошая. Сформированная оксидная пленка мягче и менее пористая, чем пленка, полученная с использованием других методов, и она производится без значительных потерь материала от усталости. Пленка легко разрушается, имеет светло-серый непрозрачный цвет. Когда эту пленку запечатывают дихроматным герметиком, она приобретает зеленоватый оттенок.
Пленка легко разрушается, имеет светло-серый непрозрачный цвет. Когда эту пленку запечатывают дихроматным герметиком, она приобретает зеленоватый оттенок.
Техника управляется напряжением, начиная с плавного увеличения до 40 вольт, в зависимости от предлагаемого типа. Тип I и тип IB — это две разновидности, указанные в военной спецификации MIL-PRF-8625F. В то время как тип IB работает при напряжении от 20 до 22 вольт, тип I создает типичные покрытия при напряжении около 40 вольт.
Когда используется?
Анодирование хромовой кислотой — это процесс нанесения покрытия на металл, используемый, когда требуется тонкое покрытие и высокий уровень коррозионной стойкости. Алюминиевый компонент погружается в ванну с хромовой кислотой во время процедуры химической конверсии для получения покрытия типа I.
Плюсы
- Защита от коррозии
- Непроводящая / электрическая изоляция
- Повышенная диэлектрическая прочность
- Меньшее поглощение пигментации
- Подходит для деталей с жесткими допусками
- Допускает более высокую степень изгиба
Тип II
Наиболее часто используемым методом анодирования является анодирование типа 2, часто известное как сернокислотное анодирование. Защитное покрытие из оксида алюминия создается путем изменения поверхности материала алюминиевой подложки.
Защитное покрытие из оксида алюминия создается путем изменения поверхности материала алюминиевой подложки.
Лучше всего подходит для ситуаций, когда необходимы твердость и стойкость к истиранию.
Кроме того, сернокислотное анодирование можно использовать в качестве основы для систем окраски или для усиления поверхностной коррозии и защиты в сложных условиях эксплуатации. В частности, при изготовлении цветной отделки поверхности алюминия и связанных с ним сплавов используется пористый характер покрытий серной кислотой перед герметизацией.
Когда используется?
Серное анодирование широко используется во всех отраслях промышленности для общего и коммерческого анодирования алюминия.
Военный стандарт MIL-A-8625 чаще всего используется в качестве основы для покрытия типа II. Это обозначение является глобальным отраслевым стандартом для коммерческого использования в аэрокосмической, автомобильной и медицинской отраслях, а также в военных и оборонных целях.
Плюсы
- Защита от коррозии
- Стойкость к истиранию
- Повышенная твердость
- Улучшенная тепловая или электрическая изоляция
- Повышенная смазывающая способность
- Гораздо более тонкое покрытие по сравнению с красками или порошковыми покрытиями
- Нарастание размеров часто можно игнорировать для обработанных деталей
Тип III
Анодирование алюминия Тип III, также известное как анодирование с твердым покрытием или твердое анодирование, используется для улучшения термических и диалектических свойств обработанных алюминиевых изделий, а также их износостойкости и коррозионной стойкости. Кроме того, при анодировании типа III улучшается способность удерживать смазочные материалы и покрытия из ПТФЭ (например, Sanford HardlubeTM).
Толщина природного оксидного слоя на алюминиевых поверхностях увеличивается за счет анодирования твердого покрытия. При анодировании типа III толщина слоев природного оксида, обычно составляющая от 2 до 3 нанометров, может быть увеличена до 50 мкм* (0,002 дюйма) или даже выше. Правильно нанесенные твердые анодные покрытия создают очень равномерный равномерный слой по всей поверхности обрабатываемого объекта.
Военный стандарт Mil-A-8625 Тип III категории дал начало аббревиатуре Тип III анодирование. * мкм = микрометр (длина нанометра в 1000 раз больше).
Когда используется?
Используется всякий раз, когда приложение требует сверхтвердой поверхности. Процесс аналогичен серному анодированию, но слой оксида алюминия производится при гораздо более высоком напряжении и более низких температурах.
Pros
- Поверхность с высокой устойчивостью к истиранию (60 – 70 Rockwell C)
- Толщина варьируется от 0,0005 до 0,003 дюйма (половина толщины и половинного проникновения)
- Носится лучше
- Коррозионная стойкость
Химическая пленка / алодин
Для достижения результатов, аналогичных анодированию, этот процесс включает покрытие компонента алодином.
Когда в начале 1900-х годов был разработан метод анодирования алюминия, производители часто использовали хромовую кислоту, но сегодня большинство деталей анодируют серной кислотой (тип II и тип III).
Существует множество вариантов добавления цвета при анодировании алюминиевых компонентов. Чтобы окрасить участок, в его открытые поры вводят пигмент. Чтобы сохранить желаемый оттенок, цветной пигмент запечатывается, когда он достигает поверхности. Это сохраняет внешний вид ваших деталей, создавая визуальный эффект, который не изнашивается и не стирается.
Когда используется?
Химическая пленка или Alodine — это химическое конверсионное покрытие, которое в основном используется для защиты алюминия от коррозии. Он в основном используется для пассивации алюминия, так как защищает этот металл и служит основой для лакокрасочных покрытий. Он не затрагивает алюминий, поэтому его легче покрасить, ничего не меняя.
Услуги по анодированию алюминия
Valence предлагает все виды анодирования, включая, помимо прочего:
Анодирование типа I
- Анодирование бором – Анодирование борно-серной кислотой (BSAA) является альтернативой анодированию хромовой кислотой (CAA), которое создает тонкопленочное анодное покрытие и обеспечивает защиту от коррозии и механическая связь. Это – экологически чистое решение.
- Винно-серное анодирование – Винно-серное анодирование (TSA) является альтернативой хромово-кислотному анодированию (CAA), образующему тонкопленочное анодное покрытие, обеспечивающему защиту от коррозии и механическую связь. Это экологически безопасное решение, которое обычно указывается в программах Airbus, таких как A350.
- Хромовое анодирование – Анодирование хромовой кислотой (CAA) создает тончайший анод, обеспечивая такую же коррозионную стойкость, как и другие типы анодирования, такие как борное или серное.
 Это – экологически чистое решение.
Это – экологически чистое решение.Тип II
- Анодирование серной кислотой – Анодирование серной кислотой (SAA) используется, когда требуется твердость и стойкость к истиранию, и создает поверхность, более твердую, чем традиционное хромовое анодирование.
Тип III
- Твердое анодирование – Твердое анодирование производится в ванне с серной кислотой, но в результате получается гораздо более толстое поверхностное анодное покрытие, чем при традиционном сернокислотном анодировании.
