
Что такое анодирование алюминия: назначение, технология
В настоящее время алюминий широко используется в различных целях благодаря своим характеристикам. Он очень легко поддается обработке, и при высокой прочности имеет сравнительно небольшой вес. Но у него есть существенный минус – легкое окисление, из-за чего металл теряет свою внешнюю привлекательность. Для избавления от этого недостатка используется технология анодирования.
Прежде чем разобраться в технологии, нужно разобраться, что такое анодированный алюминий. Во время процесса анодирования или же анодного оксидирования происходит появление оксидной пленки на поверхности образца за счет химического взаимодействия. При анодировании участок, подвергшийся окислению, не разрушается, а становится прочнее. За счет этого процесс похож на воронение.

Предназначение анодирования
Кислород является сильным природным окислителем, поэтому множество металлов реагирует с ним, образуя соответствующие оксиды. Но пленка природных оксидов зачастую очень тонкая и совсем не защищает металл. Благодаря анодировке эта пленка упрочняется, что позволяет защитить металл от разнообразных агрессивных воздействий внешней среды. Кроме этого, анодированный образец становится гораздо красивее, без дефектов поверхности, и его становится легче обрабатывать, например, красить.
Анодированный алюминий используется во многих областях промышленности, например, для изготовления лестниц, поручней, высокопрочной фурнитуры. Обработанный металл не оставляет следов на руках. Его используют для изготовления отражателей света, например, в прожекторах, а также для нагревательных рефлекторов.
Теплое анодирование
Одним из наиболее простых в исполнении процессов считается теплое анодное окисление. С его помощью можно окрасить поверхность металла. Но при простоте исполнения, у такой технологии есть существенный недостаток – получаемый алюминиевый профиль достаточно хрупок и может подвергаться коррозии. Более того, при ошибках в работе полученное покрытие может легко стираться даже при проведении по образцу рукой. Поэтому теплое анодирование чаще всего используют как основу для дальнейших манипуляций, например, покрытие этого профиля прочной эпоксидной краской.
Холодное анодирование
За счет высокой эффективности данный процесс стал очень популярным для выполнения в домашних условиях. Суть метода заключается в том, что слой со стороны металла увеличивается за счет растворения с внешней стороны. Отличительной чертой данной технологии является необходимость поддержания низкой температуры. Также есть недостаток – это отсутствие возможности использования органических красителей.
В целом процесс состоит из следующих этапов:
- подготовка и закрепление детали;
- анодирование;
- промывка;
- закрепление слоя посредством обработки.
Технология анодирования
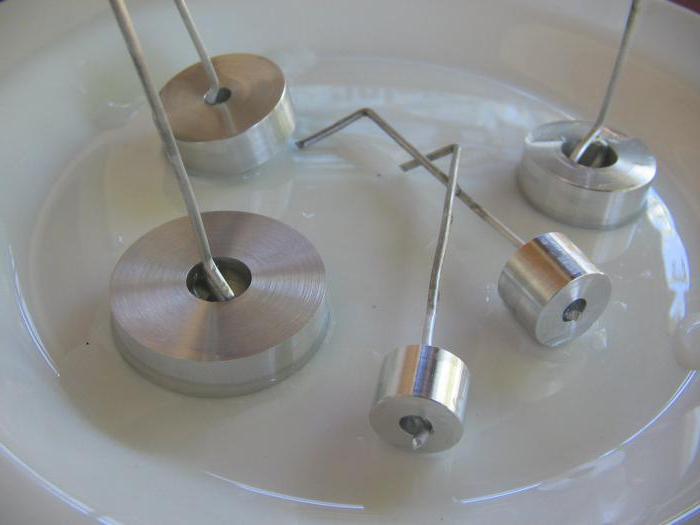
На первом этапе необходимо приготовить алюминиевые ванные. Они могут быть пластиковые, но тогда изнутри ее нужно покрыть алюминиевой фольгой. Должна быть теплоизоляция во избежание нагрева реакционной смеси. Затем необходимо изготовить катод из свинцовых листов. Важно помнить, что площадь полученного катода должна быть в два раза больше, чем площадь поверхности обрабатываемой детали. На фото изображена алюминиевая ванная.
Подготовительный процесс
Прежде чем приступать к анодировке алюминия, необходимо тщательно очистить образец. На нем не должно быть никаких загрязнений. Поверхность обезжиривают и удаляют предыдущий слой металлического оксида, так как его наличие способно помешать равномерному образованию нового покрытия. После удаления всех загрязнений и шлифовки образец окунают в щелочной раствор для того, чтоб на поверхности образовались микропоры, которые увеличили бы плотность поверхности. Эта процедура похожа на травление.
Химическая обработка
В ванную помещают электролит, в качестве которого могут быть растворы как неорганических кислот, например, серной и хромовой, так и органических – щавелевой и сульфосалициловой. Чаще всего используют хромовую кислоту или щавелевую, особенно если необходимо получить окрашенное покрытие. Данные электролиты используются в производственных, хорошо оборудованных помещениях.
В домашних условиях для обеспечения безопасности в качестве электролитов используют содовые растворы.
От состояния электролита напрямую зависит качество анодирования, из-за чего следует внимательно отнестись к его выбору и подготовке.

Закрепление
После процедуры анодного окисления на образце появляются поры различного диаметра, которые необходимо закрыть, чтобы добиться прочности. Для этого необходимо или опустить деталь в горячую пресную воду, обработать паром или поместить его в «холодный раствор».
Но если же изделие после анодировки было покрыто краской, то закреплять не нужно, так как краска закроет образовавшиеся поры.
Типичные ошибки при анодировании
Если не соблюдать все правила анодирования, то полученное покрытие не будет прочным к воздействию извне и держать краску. Кроме этого, необходимо соблюдать технику безопасности. Обязательно наличие защитной одежды, перчаток и очков.
Температура электролита
От температуры электролита зависит то, какой получится окраска детали. Если температура будет слишком низкой, то сопротивление электролита будет слишком высоким и для поддержания плотности тока трудно будет установить необходимое напряжение. Но устанавливать напряжение порядка 100 Вольт небезопасно в домашних условиях, поэтому лучше всего будет поддерживать правильную температуру – около -10°С. Если температура будет слишком высокой, то покрытие будет слабо держаться, и окрашивание будет мутного оттенка.
Анодная плотность
Процесс образования анодного покрытия идет довольно медленно. Если плотность будет слишком низкая, то слой будет хоть и относительно прочным, но мутно-белого цвета.
Оптимальной плотностью является 2-2,2 А на квадратный дециметр. Это обеспечит страховку в случае возможных ошибок. Не стоит увеличивать ток, так как на образце могут возникнуть дефекты. Увеличивать плотность тока можно только в случае, если электролит хорошо перемешивается и существует хороший отвод тепла от детали.
Катодная плотность
Катодную плотность тоже необходимо поддерживать в необходимых пределах, иначе деталь может повредиться, особенно если она больших размеров. Если размер катода будет слишком мал, то силовые линии тока будут распределяться неравномерно, и именно поэтому на детали могут появляться различные дефекты и пробоины. Поэтому используются катоды по размеру в два раза больше, чем поверхностная площадь образца.
Контакт детали с подвеской
Для достижения нужной силы тока деталь должна хорошо контактировать с подвеской. Иногда рекомендуется обматывать образец проволокой, но это ненадежно. Хороший зажим должен состоять из алюминиевой резьбовой контактной шпильки, это позволит тщательно прижать электрод к детали.

Анодирование алюминия и его виды
Помимо вышеперечисленных способов анодирования, применяются и другие виды: твердое, микродуговое и цветное.
В процессе твердого анодного окисления используют смесь нескольких электролитов, например, кислот. Данный процесс часто применяется для изготовления микропленок в промышленности, например, в машиностроении, изготовлении приборов и т.д, где высокая прочность изделия является необходимым требованием.
При микродуговом оксидировании происходит не только окисление поверхности металла, но и ряд других электрических процессов, за счет чего покрытия получаются очень качественные и с высокой способностью к адгезии.
Задача цветного анодирования очень проста – изменить цвет детали. Для этого применяют разнообразные методы:
- Метод адсорбции, во время которого деталь погружается в ванную с электролитом.
- Интегральное окрашивание. Во время этого процесса используется смесь электролита и органических солей.
- Интерференционное окрашивание. В этом методе создается специальный светоотражающий слой, что приводит к большему разнообразию цветовой гаммы.
- Электролитическое окрашивание (черное анодирование). Состоит из двух этапов – получения пленки, а затем ее погружение в кислый солевой раствор. Окраска полученного изделия в этом методе варьируется от черного до бронзового, поэтому такой вид окрашивания используется в различных областях строительства.
Анодирование алюминия в домашних условиях
Содержание:
- Вопросы безопасности
- Подготовительные работы
- Изготовление электролита
- Режимы обработки
- Ванна для анодирования
- Процесс анодирования
Вопросы безопасности
Провести качественно анодирование в домашних условиях — несложно. Безопаснее и удобнее заниматься данной работой на улице или балконе. В ходе процесса вас ждет несколько опасных для здоровья моментов.
Кислота является очень едкой штукой. Хотя она и находится в сильно разбавленном виде и вызывает при попадании на кожу всего лишь слабый зуд, но если она попадет в глаза — может спровоцировать серьезнейшие травмы! Потому желательно при анодировании стали работать в защитных очках и под рукой всегда иметь ведро с водой или слабым содовым раствором.
Во время процедуры анодирования совершается выделение на аноде кислорода, а на катоде — водорода. После смешивания этих газов они образуют известный гремучий газ, который, в принципе, является тем же динамитом. Поэтому при анодировании в закрытом помещении можно погибнуть от первой искры.
Подготовительные работы
Помните, что детали после анодирования становятся больше по размерам. Толщина защитного анодного слоя обычно составляет 0,05 миллиметров. К примеру, резьбы, что раньше закручивались впритирку, после процесса анодирования вообще перестанут закручиваться, так как болту в гайке в этом случае станет теснее на 0,2 миллиметра. А шлифовать анодированную практически невозможно.
Полезно отполировать изделия до зеркального блеска на полировочном кругу. Таким образом, сильно выиграет эстетика детали и снизится вероятность при анодировании «прогара». К слову сказать, анодный слой не маскирует дефекты поверхности — они будут заметны и на обработанном изделии.
Перед гальваникой алюминий нужно хорошо обезжирить. Не стоит держать металл в горячем едком натрии или калии, как это рекомендуется в заводских технологиях, потому что заметно портится чистота поверхности. Лучше использовать кусок хозяйственного мыла и зубную щетку, ведь вам предстоит работать с мелкими деталями. Сначала промойте изделие в теплой воде, затем в холодной.
Очень эффективно действует стиральный порошок: его нужно растворить в горячей воде в пластиковой емкости. Затем следует высыпать туда изделия и хорошо потрясти посудину. После промывки тщательно высушите детали горячим воздухом. Не переживайте за мелкие следы жира: после обезжиривания изделие в руки брать можно, потому что слой жира с пальцев окисляется кислородом моментально.
Изготовление электролита
Электролитом для анодирования в домашних условиях служит раствор в дистиллированной воде серной кислоты. Можно использовать и обычную воду из крана, но если можете взять дистиллированную – лучше выбрать её, так как в первом случае немного портится равномерность процесса — распределение на поверхности детали плотности тока.
Серную кислоту глупо делать самостоятельно, а вот дистиллированную воду — очень просто! Если на улице нет снега или дождя, то лед в морозильнике найдется всегда. Добыть дистиллированную воду и серную кислоту можно в местном автомагазине запчастей, ведь эти ингредиенты применяются с целью обслуживания аккумуляторов автомобилей.
Однако там продается кислота в разбавленном виде до плотности 1,27 грамм на сантиметр кубический под названием «Электролит для свинцового аккумулятора». Вам нужно этот электролит смешать с дистиллированной водой в пропорции 1:1.
Если вы возьмете стандартную 5-литровую канистру с электролитом и столько же воды, то в результате вы получите 10 литров раствора для анодирования. Этого хватит для мелких деталей, а для крупных стоит удвоить это количество.
Помните, что при смешивании кислоты с водой будет выделяться много тепла. Если налить воду в кислоту, она моментально вскипит, брызгая в лицо! Именно поэтому рекомендуется лить электролит в емкость с водой тонкой струей, постоянно помешивая стеклянной палочкой. И лучше одеть защитные очки! При попадании кислоты на одежду или кожу следует её немедленно смыть струей воды и промыть раствором соды.
Режимы обработки
Температура процесса анодирования металла составляет -10 — +10 градусов Цельсия. Растущий слой ниже -10 вполне хорош, однако не хватит напряжения, которое выдается блоком питания, для поддержания необходимой силы тока. Выше +10 градусов защитная пленка хоть и будет формироваться, но она получится нетвердой и бесцветной.
Однако рекомендуется прекращать процесс анодирования уже при 5 градусах выше нуля. А дело вот в чем, в углу ванны и на поверхности детали наблюдается разная температура, а при анодировании выделяется много энергии в виде тепла.
Но если не обеспечено принудительное перемешивание електролита, нельзя верить термометру! Однако перемешивать электролит стоит постоянно, ложкой, воздухом, насосом, это нужно для выравнивания температуры на поверхности изделия из алюминия. Иначе на детали образуются участки местного перегрева, а затем — пробои и растрав детали.
Анодная плотность тока должна находиться в пределе 1,6 — 4 Ампер на квадратный дециметр. В таких пределах будет нарастать красивый, окрашенный и плотный защитный анодный слой. Лучше всего додерживаться плотности тока от 2 до 2,2 Ампера/дм2. При меньшей силе тока покрытие будет расти медленно нетолстое. При большей силе тока, чем 4 Ампера/дм2 может возникнуть электрический пробой, и изделие будет быстро растравливаться.
Катодная плотность тока должна быть низкой. Чем ниже этот показатель, тем лучше, потому что это обеспечивает равномерный и мягкий режим распределения плотности тока по поверхности обрабатываемой детали, особенно если она большая. Поэтому запомните, что площадь катода из свинца должна быть в два раза больше площади детали (анода).
Процесс анодирования алюминиевого профиля не оговаривает значения напряжения анод-катод. Однако если ваша цепь имеет ненулевое сопротивление, то нужен приличный вольтаж блока питания. Причем желательно, чтобы вы использовали блок питания с несколькими выходными напряжениями. И вот почему.
Защитный слой, который растет на изделии, диэлектрик. По мере его возрастания постоянно растет его электрическое сопротивление. Чтобы поддерживать требуемую плотность тока, на протяжении всего процесса необходимо регулировать несколько раз силу тока при помощи переменного резистора.
Однако напряжения может не хватить, когда анодный слой станет достаточно толстым. В этом случае нужно добавить напряжения. Поэтому блок питания должен обеспечить на выходе хотя бы два напряжения.
Ванна для анодирования
Перед работой необходимо подготовить оборудование для анодирования. Обычно требуется несколько ванн: для обработки маленьких деталей, недлинных и длинных изделий. Они должны быть из алюминия. Подходящим вариантом также является полиэтилен. В качестве маленькой емкости можно использовать пищевой контейнер или длинный цветочный пластиковый горшок.
Дно и стенки пластиковой ванны желательно покрыть листами алюминия. Можно из листа алюминия вырезать выкройку и согнуть импровизированную «емкость». Смысл этого заключается в обеспечении равномерной плотности тока со всех сторон изделия.
Ванна должна отличаться хорошей теплоизоляцией корпуса, иначе в противном случае электролит будет в ней нагреваться слишком быстро, и его придется чаще менять. Самым простым решением станет оклейка ванны толстым слоем пенопласта – 2-4 сантиметра. Также можете закрепить ванну внутри коробки и промежуток залить строительной пеной.
После этого следует изготовить для ванны свинцовый катод. Его можно сделать из листового свинца, сняв последний с толстых электрокабелей. Напомним, что площадь катода должна в два раза превышать площадь поверхности обрабатываемого изделия. При этом не учитывается поверхность катода, которая прислонена к стенке. В катодной пластине должны присутствовать отверстия для выхода газа.
Вы можете собрать катод из нескольких кусков свинца, если нет одного. Куски рекомендуется паять мощным паяльником, толстым швом вдоль стыков. Постарайтесь, чтобы катод повторял конфигурацию поверхности детали, обращенной к нему. Вывод из ванны контакта выполните полоской того же материала. Хотя также принято использовать и толстый медный провод в изоляции. Место припайки изолируйте силиконовым герметиком.
Процесс анодирования
Итак, в пластиковую ванну вы залили электролит, на выходе имеется блок питания с током. Для регулирования силы тока к цепи при анодировании титана или алюминия подключите проволочный переменный резистор. В емкости находятся 2 предмета: свинцовый катод в виде пластины и анод – обрабатываемое изделие. При подаче на них тока происходит выделение кислорода и начинает расти анодный защитный слой.
При создании качественного электрического контакта между свинцом и деталью вы будете наблюдать микропузырьки кислорода, что медленно поднимаются со всей поверхности изделия. Их диаметр крайне мал, их течение напоминает струйки дыма. Длительность процесса стоит контролировать визуально — по окрасу детали.
Для мелких деталей она составляет 20-30 минут, для больших изделий — час-полтора.
После того, как деталь полностью покроется налетом серо-голубого цвета, её следует достать из ванной, вымыть под струей холодной воды и протереть ваткой, что смочена в крепком марганцовом растворе, для удаления побочных продуктов реакции. Поверхность должна быть блестящей, светло-серой, гладкой.
После процесса анодирования дома некоторые изделия приобретают темно-матовый оттенок, все зависит от режима анодирования. Для окраски анодированных изделий погрузите их в раствор анилинового красителя, что подогрет до 50—60 градусов по Цельсию. Перед работой раствор профильтруйте, потому что мелкие крупинки нерастворившегося красителя способны образовывать на поверхности металла пятна. Интенсивность окраски обычно составляет не больше 15—20 минут.
После того, как деталь приобрела красивый оттенок и твердый, не рыхлый защитный слой, необходимо его зафиксировать. Дело в том, что это покрытие на микроуровне имеет пористую структуру, которая является проницаемой для воздуха и воды. Такой слой металл хорошо защищает от механических повреждений, но слаб против химического.
Существует несколько методов, которые помогают закрыться микропорам. Самый простой – проварить после анодирования детали в кастрюле в воде в течение полчаса. Лучше использовать дистиллированную воду. Также детали можно подержать на паровой бане, также на протяжении получаса.
Вы уже знаете, что существует несколько технологий анодирования алюминия и деталей из него. Они отличаются условиями рабочего процесса, а если быть конкретнее – то температурой електролита, которая является основным фактором, который влияет на качество анодного защитного слоя. В домашних условиях предпочтительнее выбрать вариант холодного анодирования, ведь в этом случае покрытие получается качестве и толще, а деталь приобретает красивый оттенок и блеск.
Анодирование алюминия в домашних условиях: технология процесса :: SYL.ru
Внешняя обработка металлических сплавов широко применяется в различных сферах с целью обеспечения декоративных и защитных свойств. Анодирование (анодное окисление или оксидирование) также позволяет наделять конструкции и детали особыми эстетическими или технико-эксплуатационными качествами путем образования пленочного покрытия. Обычно такие процессы организуются на производствах и в строительной сфере, но и в быту возможно упрощенное анодирование алюминия. В домашних условиях данный процесс организуется с помощью доступных химических материалов и соответствующей технической оснастки.

Общие сведения о технологии
Процесс анодирования состоит из нескольких технологических этапов, среди которых механическая и химическая подготовка, непосредственно создание покрытия и при необходимости – коррекция и доработка изделия. Первичная механическая обработка выполняется с целью ликвидации царапин, рисок, вмятин и других дефектов на поверхности, которые не позволят качественно выполнить операцию. В частности, цветное анодирование алюминия требует обеспечения максимальной гладкости поверхностей заготовки, что позволит ей придать естественный блеск с отливом. Обработка производится путем шлифования и полировки, но от крупных абразивов стоит отказаться. Оптимальным вариантом станут фетровые и войлочные круги. Уже на этом этапе можно предусмотреть элементы химической подготовки – например, в качестве полировочных паст задействуется венская известь или та же окись алюминия. Иногда производится и химическая электрополировка на специальном оборудовании.
Что касается прямой химической подготовки, то она выполняется посредством операций обезжиривания, травления и осветления. Уже в процессе анодирования может производиться окрашивание или уплотнение. Опять же, в бытовой сфере данный метод обработки чаще используется для декоративного изменения цвета. Анодирование алюминия позволяет наделять заготовку светло-серым, черным, красным, синим и другими оттенками. Отдельную категорию палитры занимают имитирующие цвета – например, с эффектом старения или «под бронзу».

Подготовка электролита
В домашних условиях, как уже говорилось, в силу ограничения доступности химических материалов приходится использовать упрощенные методы организации процесса. Главным образом компромисс приходится на этап подготовки электролита. Чаще всего домашние умельцы применяют для таких целей раствор серной кислоты, разбавленной в дистиллированной воде. Можно ограничиться и водой из крана, но цветное анодирование алюминия в этом случае может получиться некачественным – в частности, с явными признаками неравномерности покрытия. Только дистиллированная жидкость позволит обеспечить распределение оптимальной плотности токов по всей поверхности детали.
Серную же кислоту можно приобрести в автомагазинах. Она продается открыто для заправки аккумуляторных блоков электролитической смесью. Приобретать следует составы для свинцовых батарей, которые реализуются в разбавленном состоянии с плотностью порядка 1,27 грамма на 1 м3. Смешивать такую кислоту с дистиллированной водой нужно в соотношении 1:1. То есть при подготовке электролита с заполнением 10-литровой ванны потребуется канистра серной кислоты объемом 5 л и столько же чистой воды. И уже на этапе разбавления двух компонентов стоит учитывать технику безопасности, с которой выполняется анодирование алюминия. В домашних условиях без специальной защиты можно получить ожоги в процессе смешивания воды и серной кислоты. Резкое добавление жидкости в агрессивную среду спровоцирует кипение с выбросом брызг. Поэтому важно организовать добавление воды в кислоту таким образом, чтобы вода лилась медленно и тонкой струйкой.
Подготовка емкости для анодирования

Анодирование производится в емкости с электролитом, подготовкой которой следует заняться в отдельном порядке. Для больших конструкций или деталей нужно использовать ванну, причем тоже изготовленную из алюминия. Небольшие по размеру заготовки обрабатываются в контейнерах, горшках или тазах, которые могут быть выполнены из пластиков. Иногда неподходящие по характеристикам емкости дополнительно покрываются листами данного металла. Оптимально, если дно и стены будут герметично покрыты алюминиевым слоем. Это позволит равномерно распределить ток с охватом всех сторон заготовки. Далее емкость следует теплоизолировать уже с наружных сторон. Дело в том, что анодирование алюминия в домашних условиях не позволяет точно регулировать тепловой режим корпуса емкости и его содержимого. Поэтому следует заранее выполнить утепление конструкции с помощью пенопласта толщиной 2-3 см. Если планируется регулярно применять анодирование, то можно подготовить специальную ванну с фиксацией на профильном герметичном каркасе и заливкой монтажной пеной.
На заключительном этапе подготовки емкости изготавливается свинцовый катод, который будет подключен к ванной. В этой части надо учитывать, что площадь электротехнического элемента должна вдвое превышать целевую площадь анодирования алюминия. Своими руками катод можно выполнить из листового свинца, снятого с защитной оболочки толстого кабеля. Также в этом элементе должны быть предусмотрены небольшие отверстия, которые позволят выпускать газ в процессе обработки.
Закрепление детали
Перед началом процесса анодирования деталь должна быть прочно зафиксирована на подвесных приспособлениях для более плотного электрического контакта. В качестве подвесных устройств рекомендуется использовать алюминиевые конструкции или сплавы на основе титана с дюралем. Само крепление может производиться с помощью винтовых или пружинных зажимных механизмов. Для дополнительной страховки нередко применяют и алюминиевую тугую проволоку. Участки конструкции, которые не будут участвовать в контакте, необходимо изолировать. Это можно сделать или посредством ленты из полиэтилена, или с помощью кислотостойкого лака. Второй метод требует дополнительной осторожности, поскольку цветное анодирование алюминия в домашних условиях предусматривает максимальное исключение факторов стороннего влияния на поверхности заготовки. То есть обработка лаком должна быть произведена заблаговременно с полным просыханием поверхности. Также следует учитывать, что неплотный контакт подвесной системы с целевым материалом может вызвать перегрев последнего. Данный эффект, в свою очередь, приведет к разрушению оксидного покрытия и снижению прочности нанесенной пленки.
Оптимальный режим обработки
Оптимальный температурный режим для оксидирования находится в диапазоне от -10 до 10 °C. Выход за эти пределы предполагает определенные риски с точки зрения получения качественного цветного покрытия. Так, низкая температура не позволит домашней электротехнической системе поддерживать достаточную для обработки силу тока. И напротив, увеличение теплоты даст возможность сформироваться плотному слою, но пленка может получиться не столь выразительной в своем оттенке. Впрочем, анодирование алюминия в домашних условиях в черный или светло-серый цвета вполне может выполняться и в повышенном термо-режиме. Другое дело, что уже механическое состояние поверхностной структуры заготовки будет отличаться на разных участках. Это происходит из-за того, что имеет место неравномерность распределения тепла по всему объему электролита. Уделять внимание также следует и плотности тока на аноде. Рекомендуется поддерживать величину в пределах 1,6 — 4 Ампер на 1 дм2. При такой подаче тока можно получить плотно окрашенный долговечный защитный слой. Понижение этого показателя обеспечит тонкий слой, а повышение будет способствовать растравлению изделия.
Процесс анодирования

К моменту начала процесса должна быть подготовлена емкость, катод с блоком питания, целевая деталь, подвесная конструкция и электролитическая смесь. Для регулировки силы тока необходимо подключить к электротехнической цепи переменный резистор. В емкости должны находиться два объекта – подготовленный катод из свинца и заготовка. При подаче тока начнется процесс выделения кислорода и деталь будет получать прирост защитного слоя. Об эффективности реакции можно судить по интенсивности выделения микропузырьков кислорода, которые будут медленно отходить от поверхности заготовки. Что касается времени обработки, то стандартная технология анодирования алюминия для небольших элементов предусматривает 20-30 мин. Крупные заготовки обрабатываются в течение 30-60 мин. Когда деталь обретет темно-матовый цвет, ее можно погрузить в раствор с анилиновым красителем с нужным оттенком. На окрашивание отводится еще в среднем 15-20 мин.
Закрепление результата анодирования
Когда деталь обретет необходимый цвет, новый слой на поверхности нужно будет зафиксировать. Потребность дополнительного укрепления обусловлена тем, что анодированное покрытие имеет пористую структуру, легко проницаемую для воды и воздуха. Поэтому сразу после окрашивания следует обеспечить закрытие микропор. Простейший метод для достижения этого эффекта заключается в процессе варки в дистиллированной кипящей воде. На эту процедуру следует отводить порядка 30-40 мин. Но если процесс анодирования алюминия осуществлялся при низком температурном режиме, то лучше от этого способа отказаться в пользу паровой бани. Деталь удерживается под интенсивным воздействием парогенератора также на протяжении 30 мин, после чего промывается и сушится.

Альтернативные методы
В данном случае был рассмотрен простейший метод оксидирования сернокислотным электролитом. Но если требуется получить более качественное покрытие, то можно воспользоваться и технологией анодирования алюминия в сульфосалициловой кислоте, которая образует тонкие, но плотные слои покрытия. Это обусловлено тем, что электролит оказывает минимальное воздействие на металл с точки зрения его растворимости. Но и данный эффект при необходимости можно восполнить, добавив в активную смесь ту же серную или щавелевую кислоту. Распространена и обработка в двухкомпонентных сульфосалицилатных средах. Она, напротив, благодаря медленному повышению температуры анода позволяет при сохранении небольшой силы тока наращивать толстые и прочные покрытия.
В качестве альтернативы можно предложить и так называемый метод холодного оксидирования. В этом случае процесс происходит в условиях температуры ниже нуля. Уже отмечались риски при использовании пограничных температурных значений, но этот вариант себя оправдывает, когда нужно получить не декоративное, а защитное основание на поверхности. Иными словами, холодное анодирование алюминия при температурном режиме порядка -10 °C не позволит обеспечить детали выраженный декоративный оттенок, но зато сделает прочнее ее наружную структуру. Но, опять же, этот метод потребует использования электротехнического оборудования, которое сможет стабильно поддерживать ток под напряжением более 12В.
Техника безопасности
Как уже отмечалось, особые требования безопасности следует соблюдать в операциях с электролитом. Желательно работать в перчатках и защитных очках. Рабочая воздушная среда при этом тоже будет представлять опасность, поэтому организовывать процесс следует в помещении с активной приточно-вытяжной системой вентиляции. Все емкости с взрывоопасными и горючими смесями должны быть удалены от ванны и электротехнического оборудования, обеспечивающего процесс анодирования алюминия. В домашних условиях также имеет смысл проводить операцию с наличием ручных средств огнетушения. Отдельное внимание уделяется и последующей чистке оборудования. Емкость и вспомогательную оснастку следует промыть в специальных растворах, а остатки электролита утилизировать.
Заключение
Оксидирование металлов кислотами в основном используется как обрабатывающая процедура в производственных условиях. Но в последнее время к ней все чаще присматриваются и простые обыватели. Для чего же может потребоваться в бытовой сфере такое покрытие? Анодирование алюминия позволяет изменять эстетические качества материала, но в большинстве случаев технологию используют с практическими целями защиты. Качественный оксидированный слой на поверхности металла позволяет минимизировать процессы коррозии. В случае с алюминием это могут быть детали автомобилей, инженерной техники, листы кровельных покрытий и элементы других строительных конструкций. Существуют и менее сложные способы подобной защиты, но электрохимическая обработка путем анодирования обеспечивает повышенную степень предохранения структуры металла от внешних воздействий.
Анодирование алюминия — процесс и технологии
Абсолютно каждый металл подвержен коррозии. Металлические изделия без надлежащей защиты от коррозии в скором времени портятся, приходят в негодность и требуют замены. Одним из способов защиты металлов от воздействия агрессивной среды является создание на его поверхности плотной и толстой оксидной пленки. Такая пленка образуется в процессе анодирования.
Анодированием называется процесс формирования оксидной пленки на поверхности металлов и их сплавов путем их анодной поляризации в проводящей среде. Целью анодирования является укрепление различных металлов, в том числе и алюминия. Однако стоит отметить, что анодирование алюминия используется не только с целью укрепления метала, оно также позволяет сгладить разнообразные неровности поверхности (например, сколы, царапины, вмятины и др.), повышает адгезивные качества металла (лакокрасочное покрытие существенно лучше ложится на оксидную пленку, чем на голый металл), улучшает внешний вид металла, а также придает ему разнообразные декоративные эффекты (например, имитация золота, серебра, жемчуга и т.д.).
Процесс анодирования состоит из трех частей:
- подготовительный этап;
- химическая обработка;
- закрепление.
Подготовительный этап предполагает механическую и электрохимическую обработку алюминия. Механическая обработка включает очистку металла, шлифование и обезжиривание. После этого изделие помещается в щелочной раствор для травления, после чего оно перекладывается в кислотный для осветления. На завершающей стадии подготовительного этапа осуществляется промывка поверхности изделия. При этом стоит отметить, что промывка производится обязательно несколько раз с целью полной очистки алюминия от кислотных веществ.
Во время химической обработки алюминия осуществляется обработка металла в электролите. В качестве электролитов могут быть использованы растворы разнообразных кислот (серная, хромовая, щавелевая, сульфосалициловая). Иногда в растворы может добавляться соль или органическая кислота. Самым распространенным электролитом выступает именно серная кислота. Стоит обратить внимание на то, что этот электролит используется только в случае обработки изделий простой формы. Для изделий, имеющих более сложную форму с небольшими отверстиями или зазорами, применяется чаще хромовая кислота.
То, насколько качественным в итоге получится анодированный алюминий, зависит от многих факторов, среди которых в обязательном порядке присутствуют концентрация, температурный режим, а также плотность тока. При воздействии высоких температур анодирование буде протекать существенно быстрее. Кроме этого, высокие температуры способствуют образованию мягкой и высокопористой пленки на поверхности изделия. В случае необходимости получения более твердого и прочного покрытия, анодирование проводится при более низких температурах. Таким образом, допустимые температурные режимы для анодирования находятся в диапазоне от 00С до +500С. Плотность тока при этом может находиться в пределах от 1 до 3 Ампер.
На последнем, закрепительном, этапе осуществляется закрытие пор, которые образовались на поверхности изделия во время анодирования. Закрытие пор осуществляется для того, чтобы поверхность приобрела достаточную прочность. Закрепление может осуществляться тремя способами:
- путем погружения изделия в горячую пресную воду;
- обработкой паром;
- размещением металла в так называемом «холодном растворе».
Стоит сказать, что если в дальнейшем будет производиться окрашивание поверхности, то данный этап не нужен, поскольку лакокрасочный материал заполнит имеющиеся поры естественным образом.
Кроме описанного выше способа, существуют также и другие способы анодирования. К ним можно отнести следующие:
- твердое;
- микродуговое;
- цветное.
В результате твердого анодирования на поверхности алюминия образуется прочная микропленка. Данная методика достаточно широко применяется в авиастроении, автомобилестроении, а также в строительстве. Суть данной технологии заключается в применении не одного конкретного, а сразу нескольких электролитов. Например, в одном процессе могут использоваться щавелевая, серная, лимонная, винная, а также борная кислота. Во время анодирования происходит плавное увеличение плотности тока, что приводит к изменениям в ячейках. Это, в свою очередь, способствует приобретению пленкой повышенной прочности.
|
Класс |
Толщина оксидного слоя |
Сфера применения |
|---|---|---|
|
5 |
Миним. 5 микрон |
Для внутреннего использования, без частой чистки (мытья) |
|
10 |
Миним. 10 микрон |
Для наружного применения в обычных атмосферных условиях, с периодическим техническим обслуживанием (чистка) |
|
15 |
Миним. 15 микрон |
Для наружного применения в атмосферных условиях промышленных зон и морских побережий |
|
20 |
Миним. 20 микрон |
Для наружного применения в атмосферных условиях промышленных зон и морских побережий (упрочненный слой) |
|
25 |
Миним. 25 микрон |
Для наружного применения в атмосферных условиях промышленных зон и морских побережий (упрочненный слой) по специальным запросам некоторых рынков |
Микродуговым анодированием называется электрохимический процесс, при котором происходит окисление поверхности алюминия, при одновременном возникновении электрозарядных явлений между анодом и электролитом. В результате данной методики образуется покрытие, отличающееся достаточным качеством, а также которое имеет высокий уровень износостойкости и адгезии.
Цветное анодирование алюминия. Основной задачей данного метода является изменить цвет алюминиевой детали. Цветное анодирование можно осуществить четырьмя способами:
- окрашиванием методом адсорбции. Происходит путем погружения изделия в электролитную ванну. Кроме этого осуществление данного способа возможно путем погружения деталей в раствор с красящим веществом, которое предварительно разогретое до необходимой температуры;
- электролитическое окрашивание. Данный способ имеет еще одно название – черное анодирование. Осуществляется в два этапа. Первый предполагает получение бесцветной пленки, после чего металл погружается в кислый солевой раствор, в результате – метал приобретает различный цвет, который может разниться от черного до слабого бронзового оттенка. Именно черные тона алюминия очень популярны в строительной области;
- интерференционное окрашивание. Технология получения определенного цвета данным способом напоминает электролитическое окрашивание. Однако, при данном методе создается особый светоотражающий слой, придающий более разнообразные оттенки металлу;
- интегральное окрашивание. Данная технология заключается в смешивании электролита с органическими солями.
Декоративный анодированный алюминий применяется во многих сферах. Так, он используется при изготовлении литых, прессованных и штампованных алюминиевых изделий. Очень часто такой алюминий используется при создании декоративных мебельных деталей, также из него могут изготавливаться спортивный инвентарь, поручни и многое другое. Основным преимуществом использования декоративного анодированного алюминия в быту является то, что он не оставляет неприятных пятен серого цвета на одежде и теле человека.
Анодирование алюминия в домашних условиях
Этот процесс достаточно простой для самостоятельного проведения. Однако, следует соблюдать некоторые правила, чтобы процесс был безопасным и дал желаемый результат. В первую очередь, следует проводить анодирование в хорошо проветриваемом помещении, а лучше на открытом воздухе – улице или балконе. Это связано с тем, что при анодировании происходит выделение на аноде кислорода, а на катоде – водорода, в результате смешивания которых образуется гремучий газ, являющийся тем же динамитом. Поэтому, в помещении можно погибнуть от даже самой маленькой искры.
Стоит помнить, что работать придется с кислотой, которая является очень едким веществом. Даже не смотря на то, что она находится в достаточно сильно разбавленном виде и при попадании на кожу вызовет не более, чем зуд, все таки, следует обращаться с ней крайне осторожно, ведь при попадании кислоты в глаза или на другие слизистые оболочки можно получить серьезные травмы, требующие госпитализации. Поэтому, в целях своей личной безопасности следует пользоваться защитными очками, а также иметь поблизости ведро с слабым содовым раствором.
Перед тем, как начать проводить анодирование алюминия в домашних условиях, следует провести подготовительные работы, которые предполагают полировку изделия до зеркального блеска (желательно, на полировочном кругу). Это действие необходимо для того, чтобы удалить нежелательные дефекты, которые не замаскируются после анодирования, а также чтобы снизить вероятность «прогара» во время самого процесса.
Также подготовительный этап предполагает обезжиривание изделия с помощью стирального порошка, хозяйственного мыла и зубной щетки. Не следует в данном процессе использовать едкий натрий или калий, которые рекомендуются в заводских технологиях, так как при этом заметно портится чистота поверхности. После промывки следует детали высушить горячим воздухом.
За подготовительным этапом следует изготовление электролита. При осуществлении анодирования в домашних условиях используется в качестве электролита раствор в дистиллированной воде серной кислоты. При этом можно применять обычную воду из-под крана. Однако, если есть возможность, то лучше приобрести дистиллированную воду.
Приобрести все необходимые ингредиенты достаточно просто – нужно всего лишь зайти в любой автомагазин, где всегда есть и дистиллированная вода, и серная кислота. Однако, кислота продается под названием «Электролит для свинцового аккумулятора», и имеет разбавленный вид в пропорции 1,27 грамм на 1 см кубический. Приобрев данный электролит, следует осуществить его смешивание с водой в пропорции 1:1. Таким образом, взяв обычную канистру, наполненную электролитом, объемом в 5 литров, после смешивания на выходе получится 10 литров раствора для анодирования. Мелкие детали вполне с легкостью можно анодировать в данном количестве раствора, а вот для более крупных деталей придется данное количество удвоить.
Стоит помнить о том, что во время смешивания воды и кислоты происходит сильная химическая реакция, в результате которой выделяется огромное количество тепла, поэтому, при неаккуратном смешивании этих двух компонентов можно получить травму в виде брызг в лицо. Именно в связи с этим следует использовать защитную экипировку, а также вливать электролит в воду тонкой и аккуратной струйкой. При этом следует непрерывно помешивать раствор стеклянной палочкой.
Также необходимо подготовить и соответствующее оборудование. Понадобится несколько емкостей – для мелких деталей, недлинных и длинных. Емкости обязательно должны быть алюминиевыми.
Также ванна должно иметь хорошую теплоизоляцию корпуса, или же электролит будет слишком быстро нагреваться в ней, что привет к необходимости в его частой замене. Наиболее простым решением в вопросе теплоизоляции ванны является ее оклеивание слоем пенопласта толщиной 2-4 см. Также подойдет вариант поместить ванну в коробку и пространство между ванной и коробкой задуть строительной пеной.
После этого необходимо изготовить для ванны свинцовый катод. Для этого подойдет обычный листовой свинец, который можно снять с толстых электрокабелей. Площадь катода должна вдвое превышать площадь поверхности обрабатываемого изделия. Обязательно в катодной пластине необходимо проделать отверстия для того, чтобы осуществлялся выход газа.
Следующим этапом является сам режим обработки. В процессе анодирования оптимальной температурой является -10 — +10 0С. Если температуру увеличить за +100, то в результате получится очень тонкий, нетвердый и бесцветный защитный слой. Не смотря на то, что допустимой является температура +10, все таки, рекомендуется прекращать анодирование уже при +50С. При анодировании следует беспрерывно перемешивать электролит, чтобы выровнять температуру на поверхности изделия из алюминия. В противном случае на детали появятся участки местного перегрева, которые в дальнейшем станут причиной появления пробоев и растрава детали.
При анодировании следует удерживать плотность тока на уровне 1,6 – 4 Ампер на дм2. Именно благодаря правильно созданным условиям на поверхности изделия образуется красивый, окрашенный и плотный защитный анодный слой. В свою очередь, катодная плотность должна быть низкой.
После проведения всех подготовительных процессов можно начинать сам процесс анодирования. Для этого необходимо в ванну залить электролит. При этом на выходе имеется блок питания с током. Чтобы иметь возможность регулировать силу тока, к цепи при анодировании алюминия следует подключить проволочных переменный резистор. В емкости присутствуют два предмета – это свинцовый катод в виде пластины и анод, т.е. обрабатываемое изделие. Во время подачи на них тока выделяется кислород и растет анодный защитный слой.
Про качественный электрический контакт между свинцом и деталью будут свидетельствовать медленно поднимающиеся по всей поверхности изделия микропузырьки. Продолжительность процесса анодирования необходимо контролировать по окрасу изделия. Как правило, мелкие детали окрашиваются быстрее. При этом, поверхность должна быть гладкой, блестящей и светло-серой.
После приобретения деталью необходимого оттенка, а также рыхлого защитного слоя, следует произвести фиксацию этого слоя. Это необходимо, так как покрытие на микроуровне имеет пористую структуру, которая не может препятствовать воздуху и воде. Такой слой является отличной защитой металла от механических повреждений, однако не защищает от химического воздействия.
| Показатель |
Анодированный алюминий |
Нержавеющая сталь |
|---|---|---|
|
Стойкость к коррозии |
Отлично |
Отлично |
|
Стойкость к загрязнению |
Отлично,не сохраняет на себе загрязнения или отпечатки пальцев |
Удовлетворительно, в целом, сохраняет на себе отпечатки пальцев и загрязнения, нуждается в регулярной чистке |
|
Вес |
Легкий |
В три раза тяжелее алюминия |
|
Стойкость к механическим повреждениям |
Отлично, при правильном обращении |
Отлично |
|
Вторичная переработка |
Отлично, без потери качественных характеристик |
Ограничена |
|
|
||
|
Показатель |
Анодированный алюминий |
Окрашенный алюминий |
|
Стойкость к коррозии |
Отлично,качественные характеристики сохраняются длительное время: возможность точечной коррозии |
Возможность нитевидной коррозии при неправильной предварительной обработке |
|
Качество основы металла |
Всегда высокое |
Переменное |
|
Долговечность поверхности |
Отлично |
Варьируется в зависимости от типа покрытия |
|
Экологичность |
100% вторично перерабатываемый |
Не полностью перерабатываемый |
|
Стойкость к истиранию |
Отлично |
Варьируется в зависимости от типа покрытия |
|
Цветовая гамма |
Ограниченная (для наружного применения) |
Широкая |
|
Металлический эффект поверхности |
Отлично,как на ощупь так и визуально |
Только для некоторых типов отделки |
|
Стоимость |
Конкурентная цена |
Цена всегда выше, чем на анодированный алюминий. Варьируется в зависимости от качества основы металла, качества типа покрытия. |
Процесс анодирования алюминия
Анодирование алюминия или его анодное окислениерассматривается многими предпринимателями, как одно из самых перспективных направлений обработки алюминия и его сплавов.
Сущность анодирования алюминия
Почему? Что такого особенного в этом незамысловатом с точки зрения химии процессе? А главное в чем его экономическая выгода? Давайте разбираться.
Как известно, алюминий самый распространенный металл на Земле, а кроме того еще и самый востребованный. Химические и физические свойства алюминия позволяют использовать его практически повсеместно: в машиностроении, авиации, космической промышленности, электро- и теплотехнике и пр. Алюминий на открытом воздухе быстро окисляется и образует на поверхности защитную микропленку, которая делает металлоизделия из алюминия химически более инертными. Однако эта естественная защита слишком мала, поэтому алюминий и его всевозможные сплавы не вечны: со временем они легко подвергаются коррозии.

Защитить изделия из алюминия, сделать их более твердыми и долговечными можно двумя способами: окрасить их с помощью порошковых красок или оксидировать, т.е. искусственно создать на его поверхности толстую пленку. Оксидирование в свою очередь подразделяется на два подвида: химическое оксидирование в растворах хрома и собственно анодирование с помощью анодной поляризации изделия в электролите.
Преимущества окрашивания в том, что готовые изделия внешне более эффектны: получаемый цвет ровнее, ярче, возможных оттенков окрашивания больше, легче получить нужную текстуру. Однако анодирование гораздо менее зависимо от качества поставляемых материалов, да и производственные линии устроены проще. Кроме того, спектр цветов и оттенков анодированных металлоизделий становится с каждым годом все больше и больше. Сейчас доступно даже радужное анодирование с созданием на поверхности изделия переливающегося блестящего покрытия.
Технология анодирования алюминия
Производственный процесс анодирования алюминия условно делится на три этапа:
1. Подготовительный — на этом этапе алюминиевое изделие необходимо тщательно механически и электрохимически обработать. От того, как качественно будет проведен этот процесс будет зависеть конечный результат. Механическая обработка подразумевает очищение поверхности, ее шлифовка и обезжиривание. Затем изделие сначала помещают в щелочной раствор, где происходит так называемое «травление», а после — в кислотный, для осветления изделия. Последний шаг — промывка изделия. Промывка проводится в несколько стадий, так как крайне важно удалить остатки кислоты даже в труднодоступных участках изделия.

2. Химическое анодирование алюминия — изделие прошедшее первичную обработку подвешивают на специальные кронштейны и помещают в ванну с электролитом между двумя катодами. В качестве электролитов могут выступать растворы серной, щавелевой, хромовой и сульфосальциловой кислот иногда с добавлением органической кислоты или соли. Серная кислота — самый распространенный электролит, однако он не подходит для сложных изделий с мелкими отверстиями или зазорами. Для этих целей лучше подходят хромовые кислоты. Щавелевая кислота в свою очередь создает наилучшие изоляционные покрытия разных цветов.
Вид, концентрация, температура электролита, а также плотность тока напрямую влияют на качество анодирования. Чем выше температура и ниже плотность тока, тем быстрее происходит анодирование, пленка получается мягкая и очень пористая. Соответственно чем ниже температура и выше плотность тока, тем тверже покрытие. Диапазон температур в сернокислом электролите колеблется от 0 до 50 градусов по Цельсию, а диапазон плотности от 1 до 3 А/дм2. Концентрация электролита может колебаться в пределах 10-20 % от объема в зависимости от требований технической документации.
3.Закрепление — непосредственно после анодирования поверхность изделия выглядит очень пористой. Чем больше пор — тем мягче поверхность. Поэтому, чтобы изделие получилось крепким и долговечным, поры нужно закрыть. Сделать это можно, окунув изделие в почти кипящую пресную воду, обработав под паром, либо поместив в специализированный «холодный» раствор.
Если изделие предполагается окрасить в какой-нибудь цвет, его не «закрепляют», так как краска прекрасно заполнит пустое пространство в порах.
Оборудование для анодирования алюминия делится на 3 вида: основное (ванны для анодирования), обслуживающее (обеспечивает непрерывную работу линии, подает ток в ванны и т.д.) и вспомогательное (на нем осуществляется подготовка алюминиевых изделий, их перемещение по линиям, складирование и пр.).

Разновидности анодирования
На сегодняшний день можно встретить компании предоставляющие различные услуги по анодированию алюминия. Это и классическое, и твердое, и цветное анодирование. Некоторые организации предлагают анодировать алюминий в домашних условиях. Каждое направление имеет свои интересные особенности, о которых мы и поговорим дальше.
Твердое анодирование алюминия — это особый способ получения сверхпрочной микропленкина поверхности алюминиевой детали. Он получил небывалое распространении в авиа, космо и автостроении, архитектуре и схожих областях. Суть процесса в том, что для анодирования берется не один электролит, а несколько в определенной комбинации. Так одна из запантенованных методик подразумевает смешение серной, щавелевой, винной, лимонной и борной кислот в пропорции 70-160/30-80/5-20/2-15/1-5 г/л. и постепенным увеличением плотности тока с 5 до 28 В. при температуре раствора до 25 градусов по Цельсию. Твердость покрытия достигается благодаря изменению структуры пористых ячеек анодной пленки.
Цветное анодирование алюминия — технология изменения цвета анодированной детали. Производится как до, так и после расположение детали в электролите. Бывает 4 видов:

Первое — адсорбационное окрашивание — происходит сразу после перемещения элемента из ванной с электролитом, т.е до заполнения пор. Деталь также погружают в раствор с красителем, разогретым до определенной температуры (55-75 град. по Цельсию), на некоторое время (обычно от 5 до 30 минут), а затем дополнительно уплотняют, чтобы увеличить окрашенный слой.
Второе — электролитическое — оно же черное анодирование алюминия — это получение сначала бесцветной анодной пленки, а затем продолжение процесса в кислом растворе солей некоторых металлов. Цвет готового изделия получается от слабобронзового до черного. Анодирование алюминия в черный цвет востребовано в производстве строительных профилей и панелей.

Третий вид — интерференционное окрашивание — то же, что и предыдущее, но позволяет получить большее количество оттенков благодаря формированию специального светоотражающего слоя.
Ну и наконец, четвертый вид — интегральное окрашивание — в раствор электролита для анодированию добавляют органические соли, благодаря которым и происходит покраска изделия.
Теперь вы получили общее представление о процессе анодирования. Как видно из всего сказанного — электрохимическое оксидирование позволяет добиться самых разных результатов, не тратя при этом огромных денег на организацию процесса. Не удивительно, что в нем так заинтересованы многие предприниматели.
способы проведения процедуры (+25 фото)
Алюминий – лучший металл для изготовления различных деталей. Его легко обрабатывать, металл имеет легкий вес, высокую прочность и не подвержен коррозии. Но при всех достоинствах внешний вид этого металла не привлекательный. На алюминиевой поверхности очень плохо удерживаются краски, а если на изделие не нанести какое-либо защитное покрытие, то оно покроется темными пятнами. Такая технология, как анодирование алюминия, позволит защитить металл от окисления, а также придаст эффектный внешний вид.
Что такое анодирование?
Анодирование или же анодное оксидирование – процесс, результатом которого является образование на поверхности металла оксидного покрытия. Металл окисляется. Оксидная пленка защищает металлическую поверхность от окислительных процессов, возникающих при взаимодействии алюминия и воздуха. При анодировании окисленное место не удаляется, а формируется более твёрдое покрытие. Технология похожа на воронение.
Для чего анодировать алюминий?
Данный металл при нахождении в естественной среде соединяется с кислородом, на поверхности образуется защитная пленка. Защитный слой не позволяет алюминию окисляться. Однако, эти природные оксиды очень тонкие и могут легко повреждаться. Данная проблема решается при помощи анодирования – это позволит улучшить устойчивость металла к неблагоприятным внешним факторам, а также придать более эффектный вид.
После процедуры анодирования металлу не грозит коррозия. Защитная пленка, которая образуется на металле в процессе анодирования, отличается высокой стойкостью к износу. Такое покрытие не отслоится по пришествию времени.

Покрытие это не является нанесением именно защитного слоя, как это бывает при покрытии стали хромом или цинком. Оксидная пленка в процессе создания анодированного покрытия формируется непосредственно из самого металла. Анодировать можно не только алюминий, но и другие металлы – титан, магний.
Нередко к анодированию прибегают, когда нужно повысить именно декоративные качества данного металла и придать определенный оттенок. Среди цветов популярны светлый или темный золотистый, цвет жемчуга, серебро с матовым блеском. Цвета покрытия можно менять, используют для этого обычные анилиновые красители, использующиеся для одежды.

В промышленных условиях технология анодирования проводится в 20%-ом растворе серной кислоты. Однако, анодирование алюминия в домашних условиях с применением кислоты может быть опасным, кроме того, это очень неудобно. Вы же не станете использовать именно этот метод?
Существует и другая технология, она предполагает использование растворов углекислого натрия и хлористого натрия. Это сода и соль, которые есть на каждой кухне.

На видео: как работает анодирование.
Преимущества процедуры
Можно выделить несколько преимуществ, которые дает данная технология:
- анодированные алюминиевые профиля приобретают значительные защитные свойства;
- поверхность металла получается матовой и однородной;
- процесс позволяет устранить повреждения на поверхности – царапины, сколы, полосы;
- металл приобретает высокие декоративные свойства;
- толщина защитного слоя достаточно большая.
Способы анодирования алюминия
Теплое анодирование
Эта технология считается сравнительно простой. Ее можно повторить своими руками. Процесс проводится при комнатной температуре. С помощью простых манипуляций можно получить красивое цветное покрытие при помощи органических красителей. Если приложить определенные усилия, то можно получить несколько цветов на одной и той же детали.
Стоит вспомнить советское оружие – РПО-2, РПС-3, РПО-3. Эти ружья были зелеными, а этот цвет является результатом анодирования алюминия. В качестве красителя применяли зеленку, которая продается в каждой аптеке.

Технология имеет преимущества, но присутствуют и недостатки. Так, анодированный алюминий, обработанный таким образом, не имеет действительно высокой защиты от коррозии. В морской воде, а также в местах контакта с агрессивными металлами возникает коррозия. Обработка металла таким способом также не дает мощной механической защиты – поверхность легко царапается обыкновенной иголкой. Если технология нарушена, то покрытие и вовсе стирается рукой.
Такое покрытие служит основой для покраски. Трудно представить такую высокую адгезию. Если после анодирования алюминиевого профиля окрасить его эпоксидной краской, то получится очень надежное покрытие и эстетичность. Эпоксидная краска будет держаться на поверхности очень много времени.

Теплое анодирование проводится очень просто. Первым делом обезжиривают детали и закрепляют их в подвесе. Выполняют анодирование до молочного оттенка, промывают деталь холодной водой. Окрашивают в горячем растворе красителя и закрепляют окрашенную поверхность в течение часа.
Холодная технология
Этот способ выполняется при низких температурах – от -10° до +10°. Метод изобрели по нескольким причинам: высокое качество, прочность, твердость анодного слоя, а также низкая скорость растворения поверхности и большая толщина слоя. Обычно в домашних условиях анодирование алюминиевых сплавов проводят именно таким образом.
Слой со стороны металла растет, а с внешней стороны – растворяется. Скорость равна тому же показателю при теплом анодировании. Однако, холодная технология может продемонстрировать низкие скорости растворения внешней пленки. Из-за этого и формируется толстый слой. При теплом методе внешний слой растворяется так же быстро, как растет внутренний – получить твердую пленку значительно сложней.
Данная технология требует хорошего охлаждения деталей – только так можно получить качественный результат. Покрытие будет твердым и износостойким. Так, подводному ружью, которое анодировано таким образом, соленая морская вода уже не сможет навредить.

Единственный минус процедуры – невозможность использования органических красителей. Окраска – это естественный процесс, а цвет зависит от состава материала, который обрабатывается. Оттенки в процессе меняются – от зеленого до темного, нередко такая технология дает черный цвет.
Вначале деталь обезжиривают и закрепляют в специальном подвесе. Затем металл анодируют до получения плотного слоя. Далее – промывают в горячей или холодной воде. В конце закрепляют слой с помощью проварки в дистиллированной воде.
Технология твердого анодирования
Твердое анодирование алюминия также позволяет получить твердую и прочную пленку. Технология эта широко применяется в промышленности. Особенность этого способа в том, что в процессе задействован не один, а несколько электролитов. Так, используется не только серная кислота, но и борная, винная, уксусная или щавелевая. Плотность тока медленно растет и за счет изменения структуры на поверхности растет пленка повышенной прочности.

Необходимое оборудование
Мы знаем, что такое анодирование, а теперь следует узнать, какое оборудование для анодирования нужно. Для работы потребуется несколько ванн для разных деталей по размеру. Ванны должны быть алюминиевыми. Еще один вариант – пластик или полиэтилен. Дно и стенку ванны из пластика покрывают алюминиевой фольгой. Это нужно для создания анодно-катодной установки.
Ванна должна обладать хорошими характеристиками теплоизоляции – тогда электролит не будет сильно нагреваться, и его не придется часто менять.

Далее изготавливают катод из свинца. Его делают из листового материала. Площадь этого катода должна быть в два раза выше, чем площадь поверхности обрабатываемой детали. Катодная пластина должна иметь отверстия – через них будут выходить газы.
Когда катод готов, следует приготовить электролит, залить его в ванну, окунуть деталь и подключить к плюсовой клемме источника тока. Свинцовую пластину соединяют с минусовой клеммой. Чтобы металл анодировал, подойдет источник питания на 12 В и 1,5 А. Что касается временных затрат, то для небольших деталей процесс займет около получаса. Для процесса анодирования алюминиевого профиля потребуется несколько часов.
Цвет может быть различным в зависимости от режимов анодирования. С помощью анилиновых красителей алюминиевые детали окрашиваются даже в черный цвет.

Для изготовления анодированного алюминия в домашних условиях у каждого в доме есть необходимое оборудование. Это значит, что можно легко создавать эффектные детали, на которых будет прочный защитный и декоративный слой.
Покраска алюминия в домашних условиях (2 видео)
Анодированный алюминий (25 фото)
Рекомендуем прочитать:
Анодирование алюминия и его виды
До сих пор алюминий является лучшим металлом для всевозможных поделок. Он легко обрабатывается, имеет небольшой вес, остается прочным и не ржавеет. Однако у алюминия есть один недостаток – не очень красивый вид. Краска на нем плохо держится, а неокрашенный алюминий покрывается темными пятнами со временем. Но из этой ситуации можно найти выход – стоит обратиться к процедуре анодирования алюминия.
Содержание:
- Предназначение анодирования
- Теплое анодирование
- Холодное анодирование
- Этапы анодирования
- Типичные ошибки при анодировании
Предназначение анодирования
Алюминий имеет свойства соединяться в естественной среде с кислородом, образуя при этом на своей поверхности защитную плёнку. Именно данный слой позволяет не окисляться металлу. Но подобный природный оксид способен повреждаться, потому что является очень тонким.
Эту проблему можно решить с помощью специального процесса анодирования, который помогает сделать металл более устойчивым и прочным к внешним факторам. После процедуры коррозия алюминию не грозит. Пленка, что образовывается в результате анодирования, отличается большой износостойкостью, потому что от обработанной детали она не отслаивается со временем.
Причем анодирование не является процессом нанесения защитного покрытия, как происходит при хромировании или цинковании. Защитная окисная пленка в этом случае формируется непосредственно из самого защищаемого металла. К слову сказать, поддается анодированию титан, алюминий и магний.
Анодирование в промышленных условиях проводят в 20-процентной серной кислоте. Но с ней опасно и неудобно работать в домашних условиях. К счастью, практике известен и другой метод анодирования – с использованием раствора углекислого натрия (сода) и хлористого натрия (обыкновенная пищевая соль).
Преимущества процесса анодирования следующие:
- После анодирования алюминиевый профиль приобретает большие защитные свойства;
- Однородность и матовость поверхности металла;
- Устранение всех повреждений (полос и царапин), которые возникают в результате повреждения;
- Высокие декоративные качества;
- Большая толщина защитного покрытия металла.
Нередко анодирование совершается с целью повысить декоративные качества алюминия и придать металлу желаемый оттенок. Обычно выбирают такие оттенки: темное или светлое золото, жемчуг, серебро с матовым отблеском. Цвет можно изменять, используя для этой цели обыкновенные анилиновые красители, которыми принято красить одежду.
Теплое анодирование
Процедура теплого анодирования является легкоповторяемым процессом обработки алюминия при комнатной температуре – 15-20 градусов. Несложные манипуляции позволяют получать довольно красивые разноцветные покрытия после окраски в органическом красителе. Если вы хорошенько постараетесь, можно на одной детали добиться сразу нескольких цветов.
Достаточно вспомнить старые советские ружья РПО-2, РПС-3, РПО-4 зеленого цвета, который является результатом процесса теплого анодирования металла. Красителем служила всем известная аптечная зеленка. Подобный метод позволяет добиться больших эстетичных результатов, но не лишен недостатков.
Детали, обработанные подобным способом, не демонстрируют по-настоящему высокую антикоррозионную защиту. В морской воде, в зоне контакта с агрессивным металлом (нержавейка, титан) коррозия все-таки появляется. Невелика и механическая защита подобного покрытия — обычной стальной иглой легко процарапать его. В особенно неудачном случае «защитный» слой можно стереть рукой.
Однако подобное «низкопробное» покрытие с другой стороны служит прекрасной основой для дальнейшей покраски. Какая высокая адгезия любой краски к данному слою – невозможно представить! Если использовать эпоксидную краску, получиться весьма неплохая и достаточно эстетичная защита. Краска будет держаться очень долго и крепко. Хорошо будут смотреться матовые нитроэмали.
Алгоритм теплого анодирования:
- обезжиривание детали и закрепление изделия в подвеске;
- анодирование до молочно-мутного оттенка в ванне;
- промывка детали в холодной воде;
- окраска изделия в горячем растворе анилинового красителя;
- закрепление окрашенного слоя в течении получаса.
Холодное анодирование
«Холодная» технология при температуре обработки от минус 10 до плюс 10 градусов была изобретена из-за двух причин: высокого качества, прочности и твердости анодного слоя в холодных условиях; низкой скорости растворения поверхности слоя и большой толщины слоя.
На самом деле слой со стороны металла нарастает и одновременно с внешней стороны растворяется. Скорость роста слоя является приблизительно одинаковой для обоих процессов. Но холодное анодирование деталей демонстрирует низкую скорость растворения внешней защитной пленки. Потому и возможно получить довольно толстый слой. А вот при теплой процедуре скорость внешнего растворения защитного слоя достигает скорости роста внутреннего слоя, поэтому невозможно получить толстый слой при таком варианте.
Процесс холодного анодирования требует принудительного глубокого охлаждения. Только так получается создать красивое, твердое и износоустойчивое покрытие. К примеру, подводному ружью с подобным покрытием не будет страшна морская вода с любым уровнем солености. И только при контакте с титаном коррозия может начаться в очень далеком будущем.
Единственным незначительным минусом данной процедуры является невозможность окрасить слой органическими красителями. Цветовая окраска защитного слоя, получаемого в результате процедуры холодного анодирования, является естественным процессом, зависящим исключительно от состава обрабатываемого сплава. Оттенки изменяются от зеленовато-оливкового до почти черного или темно серого цвета.
Алгоритм холодного анодирования:
- обезжиривание и закрепление детали в подвеске;
- анодирование стали до плотного оттенка слоя в ванне;
- промывка в горячей или холодной воде;
- закрепление слоя посредством варки в дистиллированной воде или выдержки на пару.
Этапы анодирования
Каждый этап анодирования алюминиевого изделия придаёт металлу очередное преимущество. Подготовка к самому процессу кроется в погружении детали в определенный щелочной раствор, в результате чего является полное очищение алюминия от масел и загрязнений.
После промывки, производимой в растворе из каустической соды, удалится тонкий слой алюминия, мешающий процессу анодирования. Сама процедура анодирования алюминиевой детали придает более плотную поверхность, обеспечивающую слоем оксидной плёнки. Декоративные моменты анодирования способны придать изделию определенный цвет и блеск.
А процесс уплотнения помогает закрыть поры алюминию, который имеет довольно пористую структуру. В целом понятно, что анодирование необходимо алюминию, если вы планируете защитить его от коррозии и прочих повреждений. Кроме того, анодирование способно придать изделию приятный вид. Совершить данный процесс вы можете и в домашних условиях.
Типичные ошибки при анодировании
Как вы поняли, повсеместно чаще всего используется именно холодная технология анодирования алюминия, в результате которой получается очень твердое и прочное покрытие с высокой коррозионной защитой. Однако в процессе работы обыватели часто допускают ошибки, с типичными нужно ознакомиться, чтобы не повторять их в своей практике.
Температура электролита
Если при работе вы установили температуру ниже -10 градусов, у вас не получится добиться нужной анодной плотности тока на изделии. Независимо от того, что реостат по максимуму выкручен и напряжение, которое идет с блока питания, максимальное. В результате малого уровня плотности тока покрытие будет медленно расти, и получаться бесцветным.
Проблема заключается в том, что электрическое сопротивление электролита при очень низких температурах сильно увеличивается, вследствие чего недостаточно вашего напряжения для «правильной» плотности тока. В таком случае вы можете пойти двумя путями: поднять напряжение до 100 вольт, что очень опасно, или прогреть электролит до -10 градусов. Второй вариант предпочтительнее.
Если вы установили температуру выше плюс 10 градусов, плотность тока будет правильной, а вот анодный слой получится слабоватым, да и окраски не будет, только мутный молочный оттенок. При превышении порога допустимой температуры процесс анодирования дома будет изменяться в качественную сторону, превращаясь из холодного в теплый, то есть ухудшаясь. Даже уже наращенный холодный слой будет разрыхляться и постепенно растворяться, даже если окраска потеряется не полностью.
Анодная плотность
Анодный слой нарастает медленно. Окрашенность защитного слоя появляется скачкообразно, когда анодная плотность тока составляет 1,5 — 1,6 ампера на квадратный дециметр. При меньшей плотности слой получится бесцветным или мутно-белым. Хотя его прочность и будет сносной.
Но лучше для небольшого запаса надежности (если вы ошиблись при определении площади поверхности изделия) придерживаться плотности 2 — 2,2 ампера на квадратный дециметр. Не стоит поднимать анодную плотность путем увеличения тока выше нормы, если вы хотите, чтобы процесс проходил быстро. В этом случае вас будут преследовать растравы и пробои детали.
В принципе при анодировании в домашних условиях допустима большая плотность тока при интенсивном перемешивании электролита и хорошем отводе теплоты от детали. Это сократит время процесса и позволит нарастить толстый защитный слой (в промышленности можно достичь даже 2-миллиметрового слоя анода). Но для этого нужно предусмотреть качественное охлаждение деталей в процессе анодирования.
Помните, что теплый электролит способен интенсивно растворять анодный слой! В течение нескольких секунд микрозоны перегрева оголяются полностью до белого метала, и через них течет ток, что больше нормального в разы. И начинается местное травление металла. Изделие за пару минут даже может наполовину раствориться наполовину.
Катодная плотность
Если катодная плотность слишком велика (площадь поверхности катода недостаточна, в сравнении с площадью обрабатываемой детали), то это не будет большой проблемой при обработке маленьких деталей, расположенных в разных концах емкости далеко от катода. Но если нужно анодировать габаритное изделие в небольшой ванне, то возникнут проблемы: склонность к прогару и растравливание детали.
Запомните: малые размеры катода вызывают неравномерное распределение по поверхности изделия силовых линий тока. А это в итоге вызывает повышенный риск прогара. Поэтому площадь катода сделайте в 2 раза больше площади детали. Так в процессе анодирования ток будет распределяться равномерно на поверхности детали.
Контакт детали с подвеской
Если деталь имеет плохой контакт с подвеской, вы не сможете достичь правильной силы тока. К тому же при подаче тока на изделие пузырьки кислорода будут уходить с поверхности зажима, а не с ее поверхности. Или вообще не будут формироваться. Данная проблема возникает из-за создания некачественного зажима.
Различные варианты, что состоят в обматывании детали алюминиевой проволокой, не являются надежными. Зажим должен быть с резьбовой контактной шпилькой из алюминия. Только такие конструкции позволяю прижать электрод к изделию с достаточной силой, обеспечив надежный электрический контакт.
Теперь вы знаете, что собой представляет процедура анодирования алюминия, для каких металлов она ещё подходит, и какие требования предъявляются при работе оборудованием для анодирования. Существует два вида анодирования – теплое и холодное. Однако первый вариант уже себя изжил. Перед работой обязательно стоит ознакомиться с типичными ошибками, чтобы не повторять их.