
Анодирование металла в домашних условиях
Металлическим изделиям можно придать привлекательный вид и защитить их от коррозии, защитив поверхность металла специальной пленкой, образующейся в результате электрохимических реакций. Это может быть оксидирование, анодирование, контактная или электрохимическая окраска (осаждение металла).
Подготовка поверхности металла
В данной статье мы расскажем, как выполнить анодирование металла в домашних условиях. Сначала необходимо подготовить поверхность металла путем ее шлифовки, полировки, обезжиривания и декапирования. Обезжирить поверхность металлического изделия можно, применив органические растворители, в частности, бензин, бензол, спирт либо ацетон. Затем следует провести обработку щелочью (мыльный раствор), после чего промыть металлическую заготовку горячей водой. Черный металл хорошо обезжиривается 15% раствором едкого калия или натра, нагретым до 80 градусов. Алюминий – 10% раствором фосфорнокислого натрия.
Протравливание металлической поверхности
Декапирование означает легкое протравливание металлической поверхности. Данная обработка необходима для удаления с металла тонкой пленки окислов, мешающих нанесению нового покрытия. Декапирование стальных изделий производится раствором серной кислоты, 80 мл которой разводится в 100 мл воды с добавлением 2-3 г хромпика. Полученный состав наносится на 20 секунд при комнатной температуре. Альтернативой является анодное декапирование в электролите, состоящем из 150 г хромпика, 0,5 мл серной кислоты и 1 л воды.
Процесс анодирования металла
Анодирование или анодное оксидирование, металла производится в электролитных растворах при воздействии постоянного тока. Используемая для анодирования емкость не должна проводить ток. В качестве электролита подойдет 20% раствор серной кислоты. Для этого 200 мл кислоты добавляются в 800 мл воды. Следует лить серную кислоту в воду, не наоборот! Также используется 30% раствор бисульфита натрия, получаемый, если 300 г бисульфита натрия развести водой до общего объема состава в 1 литр.
В качестве альтернативы серной кислоте и воде, можно использовать так же раствор углекислого натрия (сода) и хлористого натрия (обыкновенная пищевая соль).
К аноду на алюминиевой подвеске крепят обрабатываемое металлическое изделие, а к катоду – пластину из свинца. При анодировании изделий сложной формы следует подвешивать целый ряд свинцовых пластин. Расстояние до изделия не должно превышать 9 см. Обработка производится при 20 градусах, плотность электротока должна составлять 2-3 А/дм2. Анодирование производится при напряжении 12-15 В и занимает около 1 часа.
Анодирование металла видео:
Анодирование в домашних условиях — способы и технология
У многих красивое и непонятное слово «анодирование» ассоциируется со сложным физико-химическими технологиями, лабораторными условиями и прочей научной атрибутикой. Мало кто знает, что этот полезный и несложный процесс можно провести при помощи подручных средств: сделать анодирование титана и других металлов реально даже в домашних условиях. Но что это такое, и зачем это нужно для металла?


Название анодирования носит процесс, протекающий при использовании электролита и электрического тока различной величины и позволяющий получить на изделии прочную оксидную пенку, которая повышает прочность стали и обеспечивает защиту от коррозии. Прочностные и механические характеристики меняются в зависимости от состава металла, плотности и вида электролита, величины анодного и катодного воздействия, рассчитываемых по специальным уравнениям.
Собственно защитное покрытие не наносится, а образуется из самого железа в процессе электрохимической реакции. Технология, используемая в домашних условиях, схематично выглядит так:
 Схема процесса анодирования в домашних условиях
Схема процесса анодирования в домашних условиях- В диэлектрическую (не проводящую ток) емкость заливается электролит.
- Берется блок питания, способный обеспечить необходимое напряжение постоянного тока на выходе (это может быть аккумулятор или несколько батареек, соединенных в электронные цепи).
- К обрабатываемому предмету подключается зажим «+», и предмет погружается в емкость с раствором.
- Зажим «–» крепится на пластинку из свинца или нержавеющей стали и тоже опускается в жидкость.
- Подключается электрический ток нужной величины, согласно электрохимическому уравнению. Благодаря ему на поверхности изделия начинает выделяться кислород, способствующий образованию прочной защитной пленки.
Анодное оксидирование (анодирование) различных металлов, проведенное в домашних условиях, конечно, сильно уступает тому, что проводится с применением промышленного оборудования. Но, все же, оно способно обеспечить изделию ряд преимуществ:
- Повысить устойчивость к коррозии — благодаря тому, что оксидная пленка препятствует проникновению влаги к металлической основе, обеспечивая надежную защиту. Применение такого процесса на быстро ржавеющих предметах обихода или дисках и деталях бытовой техники способно значительно продлить срок их службы.
- Увеличить прочность металла и стали: оксидированное покрытие намного устойчивее к механическим и химическим повреждениям.
- Обработанная таким образом посуда нетоксична, устойчива к длительному нагреву, пища на ней не пригорает.

- Металлические изделия после анодированной обработки приобретают диэлектрические свойства (совсем или почти не проводят ток).
- Возможность провести гальваническое напыление другого металла (хромовое, титановое). Выполненное своими руками, оно способно значительно увеличить прочностно-механические характеристики или повысить декоративные качества (напыление под золото).

Кроме того, процесс дает возможность декорирования. Можно сделать цветное анодное оксидирование. Такой результат можно получить, изменяя уравнения силы подаваемого тока и плотности электролита (это возможно, когда проводится анодирование титана и других твердых материалов) или с использованием краски (чаще для алюминия и других мягких металлов, но этот процесс применяется и на твердых основах). Окрашенные таким образом предметы имеют более ровный и глубокий цвет.

Промышленный метод дает более высокую прочность покрытия, возможность провести глубокое анодирование с одновременным нанесением катодной электрохимической пенки, дающей дополнительную защиту от коррозии. Но, даже проведенная в домашних условиях анодно-катодная обработка поможет сделать диски или другие детали движущихся механизмов более прочными, износостойкими.
к содержанию ↑Разные способы
Провести процесс оксидированной обработки стали в домашних условиях можно двумя способами. Каждый из них имеет свои недостатки и преимущества.
Теплый метод
Наиболее легкий процесс для проведения своими руками. Успешно протекает при комнатной температуре, при использовании органической краски, позволяет создавать удивительно красивые вещи. Для этой цели можно использовать как готовые краски, так и аптечные красители (зеленку, йод, марганец).

Твердое анодирование по такой технологии получить не удастся, оксидная пенка получается непрочная, дает слабую защиту от коррозии, легко повреждается. Но, если сделать окрашивание поверхности после такой методики, то сцепление (адгезия) покрытия с основой будет очень высокой, нитроэмали или другие краски будут держаться прочно, не облезут, обеспечат высокую степень защиты от коррозии.
к содержанию ↑Холодный метод
Эта методика при проведении в домашних условиях требует внимательного контроля за температурой, допуская ее колебания от –10 до +10°C (оптимальная температура для проведения электрохимической реакции согласно уравнению – 0°C). Именно при таком температурном режиме анодная и катодная обработка поверхности протекает наиболее полно, медленно создавая прочную защитную оксидную пленку. Это позволяет домашнему умельцу своими руками провести твердое анодирование, обеспечив стали максимальную защиту от коррозии.

По этой методике можно сделать гальваническое напыление, нанеся на изделие медь, хром или золото, рассчитав силу тока по специальным уравнениям. После такой обработки повредить деталь или диски из стали очень сложно. Защита от коррозии эффективно действует на протяжении многих лет даже при контакте с морской водой, может использоваться для продления срока службы подводного снаряжения.
к содержанию ↑Маленьким минусом служит то, что краска на такой поверхности не держится. Для придания металлу цвета используется метод напыления (медь, золото) или электрохимическое изменение цвета под воздействием электрического тока (сила тока и плотность электролита высчитываются по специальному уравнению).
Технология анодного оксидирования
Весь процесс, проводимый своими руками, можно разделить на этапы:
- Поверхности дисков и других деталей из металла хорошо очищаются от загрязнений, моются, шлифуются.
- Проводится обезжиривание Уайт-спиритом или ацетоном.
- Выдерживается необходимое время в щелочном растворе (оно рассчитывается по уравнению, исходя из структуры материала).
- После этого диски или другие металлические изделия погружаются в электролит, где проводится анодная и катодная реакция наращивания оксидной пленки.
- Если проводилось холодное обрабатывание изделия, то после извлечения его из емкости следует тщательно промыть от кислоты, просушить. После завершения этого процесса ему обеспечена долгая надежная защита от коррозии.
- При тепловом процессе пленка будет пористая, мягкая, требующая дополнительного закрепления, проводимого путем окунания в чистую кипящую воду или посредством воздействия горячего пара. Потом ее нужно хорошо промыть.

Разновидности электролитов
В домашних условиях применяют не только промышленные химические кислотные растворы, но и простые средства, которые можно найти на любой кухне:
- Проводя анодирования титана, можно брать натрия хлорид, серную или ортофосфорную кислоты.
- Для алюминия применяют щавелевую, хромовую или серную кислоты.
- Вместо кислот для анодной и катодной обработки дисков или других предметов из стали можно использовать поваренную соль с пищевой содой. Сделать необходимый электролит можно, смешав 9 частей концентрированного содового раствора с одной частью солевого.

Время выдержки дисков, пластин, других металлических предметов в электролитной емкости под током рассчитывается по уравнению, исходя из физико-химических параметров.
к содержанию ↑Опасные моменты
При использовании кислот в качестве электролита необходимо строго соблюдать правила техники безопасности. Пренебрежение ими может привести к несчастным случаям:
- При попадании на кожу из-за того, что используется разбавленный препарат, возможны небольшие ожоги. Но для глаз такая концентрация опасна, поэтому не следует пренебрегать защитными очками и перчатками.
- Под воздействием тока выделяются кислородные и водородные пары, которые при смешивании образуют гремучий газ. Работая в плохо вентилируемом помещении, можно получить взрыв от любой искры, который может привести к смертельному исходу.
Соблюдая технику безопасности и этапы технологической обработки, можно получать прочные красивые вещи: хромировать автомобильные диски, создавать ювелирные украшения «под золото», добавлять прочности деталям бытовых механизмов в зависимости от применяемых технологий.
Анодирование стали в домашних условиях
Одной из важных задач по сохранению металлических конструкций является борьба с вредным воздействием окружающей среды. Повышенная влажность, наличие в воздухе химически активных элементов, способных разрушать целостность металла, особенно стали, приводит к ухудшению таких показателей как надёжность и прочность.
Для решения этой задачи готовые изделия покрывают различными видами защитных покрытий.
Химическое оксидирование
Этот процесс предполагает обработку металлов растворами, смесями, расплавами химических элементов (такие окислы как окислы хрома). Данное оксидирование позволяет провести так называемую пассивацию поверхности металла. Он предполагает создание в близком к поверхности слое металла неактивного (пассивного) образования. Создаётся тонкий поверхностный слой, защищающий основную часть конструкции.
Технологически этот процесс реализовывается посредством опускания подготовленной металлической детали в раствор щёлочи или кислоты, заданного процентного соотношения.
Выдерживают его там определённое время, которое позволяет полностью провести окислительно — восстановительную реакцию. Затем деталь тщательно промывают, подвергают естественной сушке, окончательной обработке.
Для создания кислотной ванны применяют три вида химически активных кислот: соляную, азотную, ортофосорную. Ускорение протекания химической реакции стимулируют добавлением в раствор кислоты соединений марганца, калия, хрома. Реакция окисления протекает при температуре раствора в интервале от 30 °С до 100 °С.
Применение растворов на основе щелочных соединений позволяет использовать добавки соединений нитрата натрия и диоксида марганца. В этом случае температура раствора необходимо повышать до 180 °С, а с добавками и до 300 °С.
После проведенной процедуры деталь промывают и просушивают. Иногда для закрепления процесса химической реакции применяют бихромат калия. Для увеличения срока сохранения образованной плёнки проводят химическое оксидирование с промасливанием. Иногда такой процесс называют химоксидирование. При окончательном покрытии маслом получается надёжное покрытие от коррозии, обладающее эффектным высоко декоративным чёрным цветом.
Анодное» оксидирование
Такой вид называется – электрохимическое оксидирование стали. Иногда его называют и анодное оксидирование стали. Также применяют термин анодирование. В его основу заложен химический процесс электролиза. Его можно проводить как в твёрдых, так и в жидких электролитах. Подготовленную заготовку помещают в ёмкость с оксидным раствором.
Протекание реакции электролиза возможно при создании разности потенциалов между двумя элементами.
Поверхность окисляемого изделия характеризуется положительным потенциалом. Из раствора выделяют химически активные элементы с отрицательным потенциалом. Взаимодействие разнополярных элементов и называется реакцией электролиза (в нашем случае анодирования).
Протекание реакции анодирования можно выполнить в домашних условиях. Требуется чётко выполнять условия техники безопасности. В реакции участвуют вредные реактивные жидкости и небезопасное напряжение.
Применение анодного оксидирования позволяет создавать защитные плёнки различной толщины. Создание толстых плёнок возможно благодаря применению раствора серной кислоты.
Тонкие плёнки получают в растворах борной или ортофосфорной кислоты. С помощью анодирования можно придать поверхностному слою металла красивые декоративные оттенки. С этой целью процесс проводят в органических кислотах. В качестве таких растворов применяют щавелевую, малеиновую, сульфосалициловую
Специальным процессом анодирования считается микродуговое оксидирование. Оно позволяет получать покрытия, обладающие высокими физическими и механическими характеристиками. К ним относятся: защитные, изоляционные, декоративные, теплостойкие и антикоррозийные свойства. В этом случае оксидирование производится под действием переменного или импульсного тока в специальных ваннах заполненных электролитом. Такими электролитами являются слабощелочные составы.
Анодирование позволяет получить поверхностный слой, обладающий следующими свойствами:
- надёжное антикоррозионное покрытие;
- хорошие электрические изоляторы;
- тонкий, но стойкий поверхностный слой;
- оригинальную цветовую гамму.
К анодированию нержавеющей стали требуется специальный подход. Это связано с тем, что такая сталь считается нейтральным (инертным) сплавом. Поэтому на производстве при анодировании большого количества деталей применяют двух этапную процедуру.
На первом этапе анодирование нержавеющей стали производят совместно с другим, более подходящим для этого процесса металлом. Это может быть никель, медь, другой металл или сплав.
На втором этапе производят оксидирование непосредственно самой нержавеющей стали. Для упрощения процесса оксидирования сегодня ведутся разработки специальных добавок, так называемых пассивирующих паст. Эти составы ускоряют процесс реакции нержавеющей стали.
Термическое оксидирование
Согласно термину оксидирование происходит при относительно высоких температурах. Величина этого показателя зависит от марки стали. Например, процесс термического оксидирование обычной стали происходит в специальных печах. Внутри создаётся температура, близкая к 350 °С. Класс легированных сталей подвергаются термическому оксидированию при более высоких температурах. Необходимо разогреть заготовку до 700 °С. Обработка продолжается в течение одного часа. Этот процесс получил название воронение стали.
Плазменное оксидирование
Такое оксидирование проводят в среде с высокой концентрацией кислорода с помощью низкотемпературной плазмы. Плазма создаётся благодаря разрядам, возникающим при подаче токов высокой или сверхвысокой частоты.
Плазменное оксидирование используют для формирования оксидированных плёнок на достаточно небольших поверхностях.
В основном его применяют в электронике и микроэлектронике. С его помощью образуют слои на поверхности полупроводниковых соединений, так называемых p-n переходах. Такие плёнки используют в транзисторах, диодах (в том числе в туннельных диодах), интегральных микросхемах. Кроме этого она используется для повышения светочувствительного эффекта в фотокатодах.
Разновидностью плазменного оксидирования является оксидирование с применением высокотемпературной плазмы. Иногда её заменяют на дуговой разряд с повышением температуры до 430 °С и выше. Применение этой технологии позволяет значительно повысить качество образуемых покрытий.
Лазерное оксидирование
Эта технология достаточно сложна и требует специального оборудования. Для проведения оксидирования используют:
- импульсное лазерное излучение;
- непрерывное излучение.
В обоих случаях применяются лазерные установки инфракрасного диапазона. За счёт лазерного прогрева верхнего слоя материала удаётся получить достаточно стойкую защитную плёнку. Однако этот метод применяется только для поверхности небольшой площади.
Оксидирование своими руками
Организовать процесс оксидирования небольших металлических изделий можно в домашней лаборатории. При точном соблюдении последовательности технологических операций добиваются качественного оксидирования.
Весь процесс следует разделить на три этапа:
- Подготовительный этап (включает подготовку необходимого оборудования, реактивов, самой детали).
- Этап непосредственного оксидирования.
- Завершающий этап (удаление вредных следов химического процесса).
На подготовительном этапе проводят следующие работы:
- Грубая зачистка поверхности (применяется щётка по металлу, наждачная бумага, полировочная машина с соответствующими дисками).
- Окончательная механическая полировка поверхности.
- Снятие жирового налёта и остатков полировки. Его называют декопирование. Он проводится в пяти процентном растворе серной кислоты. Время пребывания обрабатываемой детали в растворе равно одной минуте.
- Промывание детали. Эту процедуру проводят в тёплой кипячёной воде. Целесообразно её провести несколько раз.
- Завершающей операцией является так называемое пассирование. Вымытую после обработки деталь, помещают чистую кипячёную воду, в которой предварительно растворяют хозяйственное мыло. Этот раствор вместе с деталью подогревают и доводят до состояния кипения. Процедуру кипения продолжают в течение нескольких минут.
На этом предварительный этап заканчивается.
Основной этап оксидирования состоит из следующих операций:
- В нейтральную посуду (лучше с эмалированным покрытием), заливается вода. В ней растворяют около едкий натр. Объём вещества зависит от количества воды. Целесообразно получить раствор около 5 процентов.
- В полученный раствор полностью погружают обрабатываемую деталь.
- Раствор с погруженной деталью нагревают до 150 градусов. Практически это процесс кипячения. Он продолжается примерно два часа. Используя инструмент, проверяют качество процесса. Если необходимо время может быть увеличено.
На завершающем этапе с деталью производят следующие операции:
- Деталь извлекают из ванны с реактивом.
- Укладывают на ровную поверхность, дают её остыть естественным образом (без принудительного охлаждения). Желательно создать условия, ограничивающие контакт с окружающим воздухом.
- Визуально проверяют качество полученного оксидирования. Отсутствие непокрытых участков, плотность образованной плёнки, итоговый цвет.
Таким образом, проводить оксидирование можно и в домашних условиях. Главное, соблюдать указанные рекомендации.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Анодирование металла — это процесс электрохимического наращивания оксидной пленки путем анодного окисления.
Оксидная плёнка, полученная путем анодирования, прочно держится на поверхности своего металла. Возможно формирование оксидной пленки на поверхности металла другим способом — за счет повышения температуры. Но данный процесс возможен только до некоторой толщины, выше которой оксидная пленка трескается, ломается и отслаивается. При анодировании можно получать более толстые оксидные пленки, сохраняющие защитные свойства и прекрасную адгезию к субстрату.
Анодирование возможно практически для любого металла. Однако при анодировании есть ряд требований к росту пленки и ее адгезии. Во-первых, анодируемый металл должен образовывать только один устойчивый оксид. Образование двух различных оксидов ухудшает адгезию и повышает вероятность растрескивания пленки. По этой причине анодирование железа и меди крайне затруднительно. Во-вторых, при хорошей адгезии к металлу оксидная плёнка должна вместе с тем оставаться пористой, чтобы обеспечить беспрепятственный доступ электролита к поверхности металла для лучшего окисления и ее более быстрого роста. Этим требованием удовлетворяет очень мало металлов. Фактически, анодированию подвергают только алюминий, титан и тантал. Наиболее широко распространено анодирование алюминия.
Окисление алюминия на аноде сопровождается выделением кислорода. Наиболее распространёнными являются ванны с серной кислотой. В особых случаях применяют ванны с хромовой или щавелевой кислотой. Разряжаемый кислород частично реагирует с алюминием анода, а частично теряется в виде газа. По этой причине образующаяся оксидная плёнка содержит массу микроканалов, через которые к поверхности металла может поступать электролит. В результате толщина оксидной плёнки может достигать довольно больших значений. Данный механизм иллюстрирует рис. 1.

1 — гидратированный Al 2 O 3 ; 2.- Al 2 O 3 ; 3 — основной металл алюминий; 4 — микроканалы внутри плёнки; 5 — электролит (присутствует и внутри микроканалов)
Рис. 1. Механизм роста оксидной пленки алюминия.
В начале анодирования толщина пленки мала, ее сопротивление невелико и для поддержания необходимой плотности тока требуется небольшое напряжение. По мере роста толщины пленки и возрастания ее сопротивления, ток падает. При слишком большой толщине пленки она даже может начать растворяться. По закону Фарадея скорость образования пленки зависит от тока. Поэтому необходимо поддерживать требуемую плотность тока на протяжении всего процесса анодирования. Этого можно достичь постепенно увеличивая прикладываемое напряжение по мере анодирования.
Другой способ состоит в использовании менее крепкой кислоты. Однако ниже определенного значения крепость кислоты уменьшать нельзя. Поскольку в процессе анодирования кислота расходуется, при этом она должна обладать достаточной электропроводностью, иначе повышение прикладываемого напряжения вызовет ее разогрев.
Рабочие параметры процесса анодирования металлов приведены в табл. 1.
Таблица 1. Рабочие параметры процесса анодирования металлов.

Все работы по анодированию проводятся с использованием защитных средств, респиратор, очки и защитные перчатки, ибо работаем пусть и с разбавленной, но с кислотой и щелочью! В идеале в проветриваемом помещении. Соблюдаем ТБ!
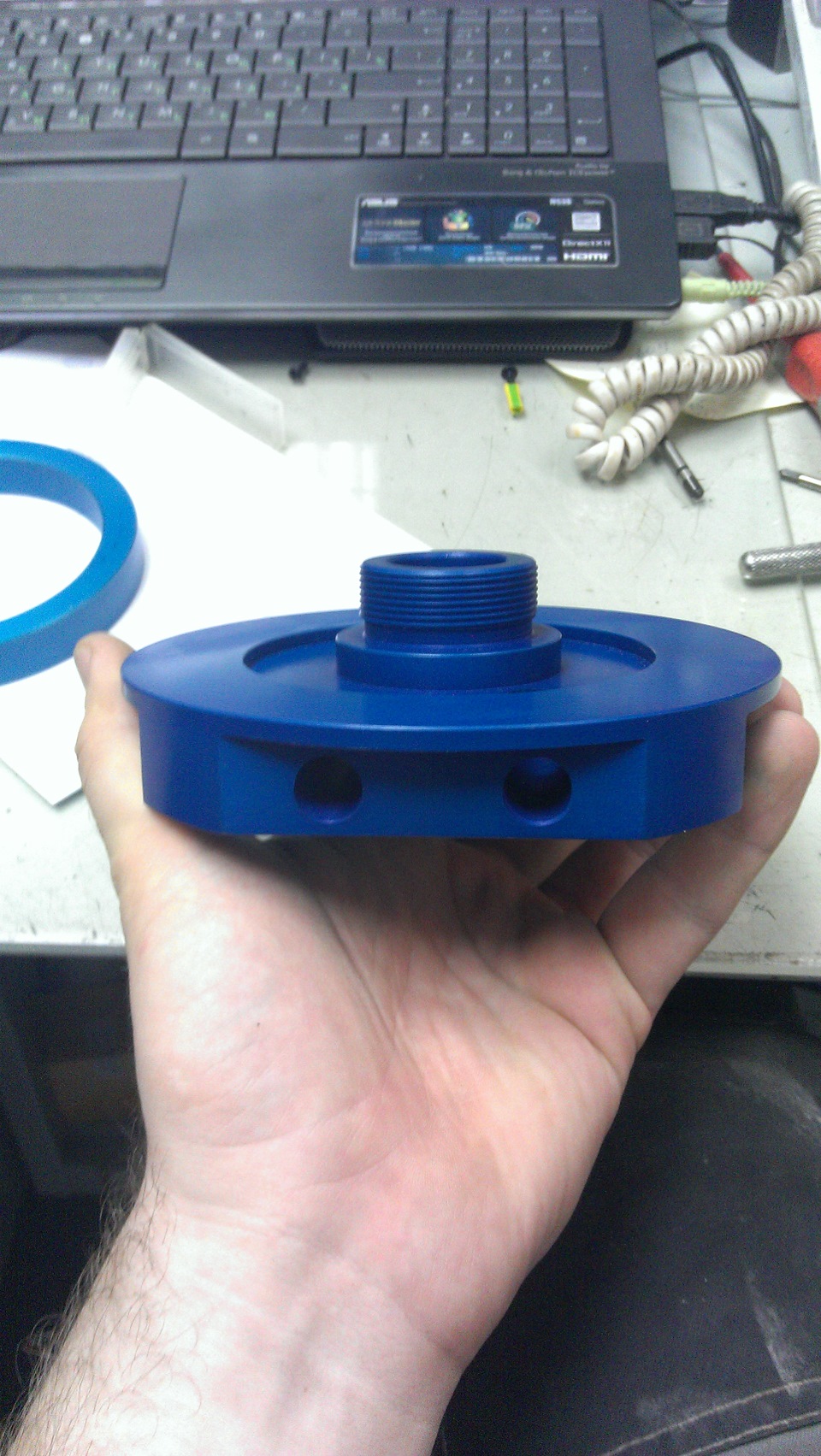
Первоначально готовим саму деталь, механическая полировка, чем «чище» поверхность те более глянцевая будет деталь, можно применять и химическую полировку, но этот процесс еще более вредный для здоровья, нежели сама анодировка, поэтому выводим деталь на полировальном круге и другими средствами.
Для подвеса детали в рабочей ванне необходимо использовать алюминиевые токоподводы, никаких посторонних металлов, в идеале на детале можно оставлять конструктивный выступ, для подключения, но при его спиливании будет не покрытое место, я воспользовался конструктивными резбовыми отверстиями, на куске алюминиевого провода нарезал резьбу и просто вкрутил в эти отверстия, получается хороший, плотный контакт.
Толщину токоподвода надо подбирать с учётом силы тока, необходимого для анодирования, иначе проводник начнёт греться в месте контакта, а как следствие на нём пойдёт бурная реакция и его начнёт растравливать и уменьшать его сечение, и так в геометрической прогрессии, до полного растворения :)) (в одной из попыток так и произошло из-за плохого контакта)
Перед погружением в электролит деталь необходимо обезжирить, способов море, от Пемолюкса и прочих порошков, до средства КРОТ, намой взгляд КРОТ самое близкое к нужному, это слабый раствор щёлочи NaOH с добавлением ПАВ.
Я обезжиривал в чистом растворе NaOH+вода, концентрацию точно не замерял, но чем насыщенее раствор, тем быстрее будет процесс просто. Посути раствор растворяет тонкий слой оксида алюминия, так сказать «естественное» анодирование, окисление поверхностного слоя на воздухе, так что сильно с травлением не стоит затягивать, иначе начнёт растравливать саму деталь ))

В процессе травления идёт бурное выделение газов (кажется водорода) работать только в защитной маске и остерегаться попадания раствора на кожу, ибо ожог не хуже чем от кислоты будет.
После травления к детале уже прикасаться нельзя, иначе от прикосновений остаются жирные следы и как следствие неравномерное покрытие, пятна и прочие радости, после промывки от раствора щелочи под проточной водой клал деталь в чашку с водой, в идеале дистиллированной, что бы на неё ничего не попало, пока готовимся к следующему этапу.

Что касатся рабочей ванны можно использовать эмалированную (без сколов) или пластиковую посудину, но тогда дно и стенки придётся «выкладывать» из свинца или иного стойкого к электролиту материала, эти пластины выполняют роль катода.
Так же необходимо позаботиться об охлаждении рабочей ванны, в процессе хим реакции электролит будет нагреваться.
Я использовал 2 титановые гофты (квадратная банка) получается вся площадь гофты является катодом, что весьма положительно влияет на равномерность нанесения, ток более равномерный по пповерхности детали, ну и титану кислота не помеха.
Так же была организованная Водяная баня, только в обратную сторону, для охлаждения, вода проточная со скважины.

В качестве электролита взят Электролит для аккумуляторных батарей, разбавленный в пропорции 1:1 дистиллированной водой. При приготовлении раствора электролита соблюдаем ТБ и льём не разбавленный электролит в дистиллированную воду (Соблюдая правило Кислоту в Воду, дабы избежать закипания)
После смешивания электролит нагреется, остужаем его градусов до 15-20, и впринципи поддерживаем такую температуру, от 10 до 25 градусов, это будет «Тёплое анодирование» которое позволит в дальнейшем окрасить деталь красителем для ткани и им подобными.
Если температура будет ниже, близкая к 0, то мы получим «холодное» анодирование, слой будет плотнее и прочнее, но красителем его уже не окрасиш, поры слишком плотные будут, возможно получиться окрасить Химическим способом, но я пока такой не осваивал, поэтому в домашних условиях проще добиться Теплого анодирования.
Пока деталь плавает в воде, подключаем токоподвод к источнику тока.
В качестве источника тока лучше использовать блоки со стабилизацией по току, что бы не бегать и не следить за током, чем больше площадь детали, тем более мощный придётся искать блок.
Площадь данной детали, примерно, составила 490см2, плотность тока должна быть 15-20мА на см2 итого получаем тока 7,3-9,7А при напряжении 12в, хотя в процессе роста оксидной плёнки напряжение может подрости, я брал источник с параметрами 20А и 30в максимальные значения.
При Холодном анодировании для поддержания заданного тока может потребоваться напряжение гораздо больше чем 12в, ибо чем плотнее слой, тем больше его электрическое сопротивление.
На следующих этапах соблюдаем главное правило: «Погружение в раствор и доставание из раствора детали ТОЛЬКО при включенном источнике тока!»
Иначе кислота начнёт разъедать деталь и загрязнять раствор…
Погружаем деталь в раствор, при включенном источнике тока, достаточно самого минимального значения, просто что бы между анодом и катодом было напряжение! Опять же не забываем про маску, очки и перчатки!
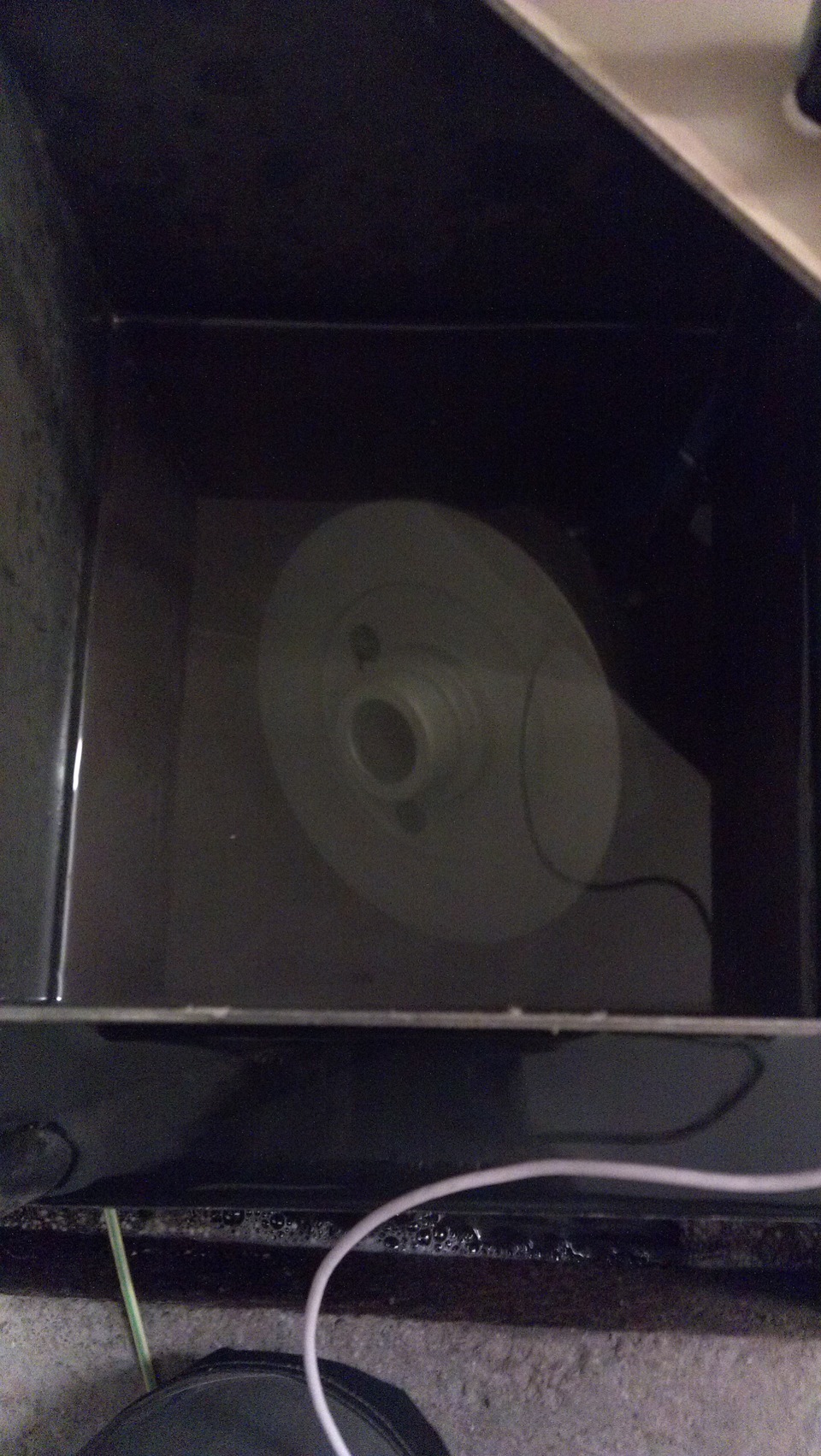
Зачем размещать деталь под углом, при строго горизонтальном расположении шайбы было замечено, что торцы покрываются более плотным слоем чем плоскости, плюс если имеются не сквозные отверстия, деталь необходимо размещать так, чтобы а)электролит полностью их заполнил и б)чтобы из них мог выходить газ скапливающийся в процессе, иначе может образоваться газовый пузырь, который вытиснит электролит, и соответсвенно в этом месте деталь не покроется оксидным слоем.
Ну и по возможности деталь должна быть равноудалена от катода, тоесть стенок ванны.
Вокруг детали начнётся активное выделение пузырьков газа, кислорода, сам по себе он не особо вреден, а вот аэрозоль кислоты, образующаяся при лопании пузырьков, когда они доходят до поверхности, весьма вредно вдыхать, поэтому накрываем всё это хозяйство.

Как только накрыли крышкой, выставляем на блоке питания необходимый ток и засекаем минут 40-60
Пока ждём начинаем готовить раствор красителя, в качестве красителя можно использовать анилиновы красители разбавленные в воде или краску для заправки картриджей для струйников.
Я использовал вчастности Colouring для устройств Canon/Epson/HP/Lexmark продаётся в ДНС по 200-300р за 100мл, бывает Голубой (Cyan), Пурпурный (даёт цвет от красного до фиолетового) (Magenta), Желтый и Чёрный, так же есть Светло-голубой и Светло-пурпурный.
С голубым у меня получилось, желтый и чёрный не пробовал, а вот Magenta не захотел красить пробник почему-то.
Я разбодяживал 2 пузырька примерно на 3л воды, далее подогреваем этот раствор до 60градусов.
Все работы лучше проводить в резиновых перчатках, отмывается эта дрянь с рук очень плохо!

Периодически посматриваем как идёт процесс, раствор становится мутным от обилия пузырьков, но больших пузирей не должно быть!

При анодировании крупных деталей (ну или большого количества мелких 😉 ) возникает проблемка, за которой необходимо следить.
На одной фото обратил внимание на красный налёт на стенках ванны, это медь из сплава Д16Т выходит в раствор и осаждатся на стенках, когда деталь большая, слой становится толстым и отпадает от стенок и начинает бултыхаться какое то время в растворе, пока не растворится и снова не выпадит на стенках, НО за время своего бултыхания эти частицы попадая на поверхность детали устраивают местные прогары, что визуально видно как чёрные полоски как от электроразрядов…
Поэтому необходимо периодически сливать электролит, промывать ванну в воде и счищать медь со стенок.
После окончания процесса Анодирования, не отключая источник тока достаём деталь из раствора.

Далее следует чательная промывка детали в проточной воде, дабы смыть остатки окислительных процессов и вымыть электролит из пор, так же как и ранее ДЕТАЛЬ НЕЛЬЗЯ ТРОГАТЬ РУКАМИ максимум в резиновых перчатках или кистью аккуратно промываем.
Один раз попробовал промывку в слабом растворе щелочи, для нитролизации кислоты, но тут надо очень быстро и аккуратно и снова под проточную воду.
Я некоторое время выдерживал деталь в проточной воде, пока отцеплял от блока питания и возился с краской.

Дальше чистую деталь помещаем в горячий краситель, степень окраски зависит от концентрации раствора, времени выдержки в растворе, и оксидного слоя.
Поэтому при попытке окрасить несколько Больших деталей очень сложно попасть в цвет, ибо слишком много факторов влияющих на это, в этом плане только чёрный цвет самый простой вариант, держим в растворе минут 15, и он точно будет чёрный (точнее коричневато-чёрный)
После того, как получили нужный нам цвет, опускаем деталь в кипяток и варим её так минут 30, воду тоже лучше использовать дистиллированную.
Кипятим деталь для того, чтобы закрыть поры и краска осталась внутри, при проварке часть краски перейдёт в воду и деталь может немного осветлиться, это опять же камень в огород повторяемости цвета на нескольких одинаковых деталях…
В итоге после долгих мучений и экспрементах на «кошках» должно получиться что то подобное 🙂

Всем мира, счастья и с наступающим НГ, и не забываем При работах с кислотами шелочами обязательно использование защитных стредств!
>
Технология анодирования металла и ее особенности
- Алюминий
- Титан
- Сталь
- Медь
- Анодирование дома
В современном мире имеется большое количество методов обработки металлов и металлических изделий. Они применяются и в промышленных масштабах, и в домашних условиях.
Блок: 1/5 | Кол-во символов: 219
Источник: http://lkmprom.ru/clauses/tekhnologiya/anodirovanie-tekhnologiya-dannogo-protsessa/
Характеристики анодирования
Анодирование представляет собой процедуру образования на поверхности различных металлов оксидной пленки путем анодного окисления. Наращивание оксидной пленки осуществляется в проводящей среде. На поверхности металла такая пленка держится достаточно хорошо.
Наращивание оксидной пленки может осуществлять и благодаря методу повышения температурного режима. Однако при этом она получается низкой по прочности и не держится длительное время. Благодаря электрохимическому способу образования оксидной пленки она получается оптимальной толщины и отлично держится на поверхности материала.
Анодированию можно подвергать разные виды металлов. Основным требованием является то, что они должны иметь возможность образовывать только один оксид. Он должен обладать максимальным уровнем устойчивости. Если металл обладает способностью образовывать сразу несколько оксидов, это может привести к тому, что пленка просто начнет трескаться и не появится защитного эффекта. Именно по этой причине только на редких промышленных объектах встречаются случаи анодирования железа или меди.
Кроме того оксидная пленка на поверхности металлов должна обладать пористой структурой. Это необходимо для того, чтобы электролиты лучше в нее проникали. В результате получается, что лишь небольшая часть всех имеющихся на земле металлов способны удовлетворять данным параметрам. К ним относятся алюминий, тантал, титан. В промышленной и бытовой сфере чаще всего встречается обработка при помощи анодирования алюминиевого материала.
Блок: 2/5 | Кол-во символов: 1535
Источник: http://lkmprom.ru/clauses/tekhnologiya/anodirovanie-tekhnologiya-dannogo-protsessa/
Что представляет собой анодированная ме
Анодирование металла, его процесс на производстве и в домашних условиях
Содержание статьи
В современном мире имеется большое количество методов обработки металлов и металлических изделий. Они применяются и в промышленных масштабах, и в домашних условиях.
Характеристики анодирования
Анодирование представляет собой процедуру образования на поверхности различных металлов оксидной пленки путем анодного окисления. Наращивание оксидной пленки осуществляется в проводящей среде. На поверхности металла такая пленка держится достаточно хорошо.
Наращивание оксидной пленки может осуществлять и благодаря методу повышения температурного режима. Однако при этом она получается низкой по прочности и не держится длительное время. Благодаря электрохимическому способу образования оксидной пленки она получается оптимальной толщины и отлично держится на поверхности материала.
Анодированию можно подвергать разные виды металлов. Основным требованием является то, что они должны иметь возможность образовывать только один оксид. Он должен обладать максимальным уровнем устойчивости. Если металл обладает способностью образовывать сразу несколько оксидов, это может привести к тому, что пленка просто начнет трескаться и не появится защитного эффекта. Именно по этой причине только на редких промышленных объектах встречаются случаи анодирования железа или меди.
Кроме того оксидная пленка на поверхности металлов должна обладать пористой структурой. Это необходимо для того, чтобы электролиты лучше в нее проникали. В результате получается, что лишь небольшая часть всех имеющихся на земле металлов способны удовлетворять данным параметрам. К ним относятся алюминий, тантал, титан. В промышленной и бытовой сфере чаще всего встречается обработка при помощи анодирования алюминиевого материала.
Процесс анодирования
Технология анодирования различных видов металлов является несложной. Главное только иметь под рукой все необходимое для ее осуществления.
Она осуществляется в несколько этапов:
- Подготовка металлов к образованию оксидной пленки.
На данном этапе проводятся подготовительные работы для анодирования. Они заключаются в том, чтобы тщательным образом очистить и отмыть поверхность металла. Сначала удаляются все загрязнения и налеты. Затем при помощи воды или специальных растворов проводится промывка материала. После этой процедуры его необходимо высушить.
- Подготовка раствора
На данном этапе осуществляется подготовка раствора с кислой или любой другой средой и подключают к положительному плюсу источника тока.
- Покрытие поверхности металлов или их сплавов оксидной пленкой.
На данном этапе осуществляется погружения металла или изделии я из него в приготовленный раствор.
Материалы для анодирования
Сегодня для анодирования используются различные металлические материалы.
В настоящее время выделяются такие виды анодирования в зависимости от используемых материалов, как:
Анодирование алюминия
Данный процесс сегодня встречается чаще всего. Он заключается в покрытии оксидной пленкой алюминиевого материала. Алюминий в процессе опускается в кислую среду, и к нему проводится положительный плюс источника тока. В результате на материале появляется тонкая оксидная пленка.
Анодирование титана
Всем известно, что титан относится к категории металлов, которые нашли широкое применение в промышленности, но они обладают низким уровнем износостойкости. Для придания ему прочности и устойчивости к разным условиям окружающей среды применяется процедура анодирования. При этом вся анодная обработка металла осуществляется в кислой среде при температуре от 40 до 50 градусов Цельсия.
Анодирование стали
Анодирование стали является сложным процессом. Для этого используется либо щелочная среда, либо кислая. В результате образуется оксидная пленка, которая придает высокий уровень прочности.
Анодирование меди
Медь является достаточно гибким видом металла. Для придания ей прочности используются различные методы. Одним из них является анодирование. Благодаря помещению медного материала в кислую среду, на поверхности образуется плотная пленка оксида, которая придает материалу большое количество полезных характеристик.
Таблица. Таблица совместимости металлов и сплавов
| Материал | Алюминий | Бронза | Дюраль | Латунь | Медь | Никель | Олово | Оловянно-свинцовый сплав (припой ПОС) | Сталь нелегиро-ванная (углеро-дистая) / чугун | Хром | Цинк |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Алюминий | Совм | Не совм | Совм | Не совм | Не совм | Не совм | Не совм | Не совм | Совм | Не совм | Совм |
| Бронза | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Не совм | Совм | Не совм |
| Дюралюминий | Совм | Не совм | Совм | Не совм | Не совм | Не совм | Не совм | Не совм | Совм | Не совм | Совм |
| Латунь | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Не совм | Совм | Не совм |
| Медь | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Не совм | Совм | Не совм |
| Никель | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Совм | нет данных | Совм |
| Олово | Не совм | Пайка | Не совм | Пайка | Пайка | II | Совм | Совм | Совм | нет данных | Совм |
| Оловянно-свинцовый сплав (припой ПОС) |
Не совм | Пайка | Не совм | Пайка | Пайка | Пайка | Совм | Совм | Совм | нет данных | Совм |
| Сталь нелегированная (углеродистая)/ чугун | Совм | Не совм | Совм | Не совм | Не совм | Совм | Совм | Совм | Совм | Совм | Совм |
| Хром | Не совм | Совм | Не совм | Совм | Совм | нет данных | нет данных | нет данных | Совм | Совм | Совм |
| Цинк | Совм | Не совм | Совм | Не совм | Не совм | Совм | Совм | Совм | Совм | Совм | Совм |
Анодирование в домашних условиях
В современном мире в бытовой сфере используется большое количество металлических предметов, которые используются для различных целей. Каждому их владельцу хочется защитить их появления коррозии, чтобы они прослужили длительный период времени. Для этой цели подходит анодирование в домашних условиях.
Важно: Процедуру домашнего анодирования любого металла необходимо осуществлять на улице или на балконе.
Сначала необходимо приготовить раствор. Для этого нужно смешать дистиллированную воду и кислоту в определенной пропорции. С серной кислотой важно обращаться предельно аккуратно, потому что она при попадании в глаза и на кожу может привести к появлению неприятной ситуации.
После этого можно подготовить детали из металлов для обработки. Для этой цели используются всевозможные вещества. Они способны очистить их для проведения процедуры.
На последнем этапе домашнего анодирования осуществляется погружения металлических деталей в раствор и подключение электрического тока.
Видео анодирования в домашних условиях
описание и разновидности покрытия, нюансы работы в домашних условиях
 Алюминиевые сплавы считаются отличными материалами для производства самых разных деталей. Алюминий с легкостью подвергается обработке, он отличается маленькой массой, высоким уровнем прочности и совершенно не боится коррозии. Однако при массе преимуществ этот металл не имеет привлекательного внешнего вида. На поверхности алюминия плохо держатся красящие составы, а если его не обработать специальным покрытием, то появятся темные пятна. Технология анодного оксидирования алюминия позволяет обеспечить защиту материала от окисления и улучшить его внешний вид.
Алюминиевые сплавы считаются отличными материалами для производства самых разных деталей. Алюминий с легкостью подвергается обработке, он отличается маленькой массой, высоким уровнем прочности и совершенно не боится коррозии. Однако при массе преимуществ этот металл не имеет привлекательного внешнего вида. На поверхности алюминия плохо держатся красящие составы, а если его не обработать специальным покрытием, то появятся темные пятна. Технология анодного оксидирования алюминия позволяет обеспечить защиту материала от окисления и улучшить его внешний вид.
Описание технологии
Анодирование (анодное оксидирование) представляет собой процесс, в итоге которого на металлической поверхности формируется оксидное покрытие, обеспечивающее защиту поверхности от появляющегося при контакте с воздухом окисления. При этом окисленный участок не ликвидируется, а создается покрытие с большей твердостью. Эта технология напоминает воронение.
Зачем анодировать алюминиевые поверхности
 Этот металлический сплав при естественных условиях взаимодействует с кислородом, в результате на поверхности создается защитное покрытие. Слой, обеспечивающий защиту, предотвращает окисление алюминия. Но эти натуральные оксиды являются крайне тонкими и с легкостью могут повреждаться. Решить эту проблему позволяет анодирование. Такая процедура, по сути, улучшает стойкость металлического сплава к неблагоприятным воздействиям извне, придавая изделию более привлекательный вид.
Этот металлический сплав при естественных условиях взаимодействует с кислородом, в результате на поверхности создается защитное покрытие. Слой, обеспечивающий защиту, предотвращает окисление алюминия. Но эти натуральные оксиды являются крайне тонкими и с легкостью могут повреждаться. Решить эту проблему позволяет анодирование. Такая процедура, по сути, улучшает стойкость металлического сплава к неблагоприятным воздействиям извне, придавая изделию более привлекательный вид.
После анодирования алюминий не боится коррозии. Пленка, создаваемая при этом на поверхности, характеризуется высочайшей устойчивостью к изнашиванию. Кроме того, покрытие не будет отслаиваться со временем.
Стоит отметить, что это не нанесение защитного слоя как такового, как в случае покрытия поверхности стали цинком или хромом. Пленка из оксидов при анодировании формируется из самого металлического сплава. Интересно то, что анодирование актуально не только для алюминия, но и для иных материалов (магний, титан).
Иногда анодирование используется для улучшения декоративных свойств металлического сплава и придания ему конкретного оттенка. Среди расцветок сегодня особой популярностью пользуется темный и светлый золотистый, матовое серебро, жемчужные тона.
В промышленности анодирование осуществляется с применением двадцатипроцентного раствора серной кислоты. Но самостоятельное анодирование (в домашних условиях) с использование кислоты крайне опасно и не очень удобно.
Есть и иной вариант, который подразумевает применение составом из хлористого и углекислого натрия. Это обыкновенная соль и сода, которые можно отыскать в любом доме.
Преимущества
Что касается достоинств, присущих этой технологии, то нужно отметить следующие:
- анодированные конструкции приобретают прекрасные защитные свойства;
- металлическая поверхность делается однородной и матовой;
- анодирование также позволяет избавиться от повреждений покрытия — полос, сколов, царапин;
- улучшается внешний вид поверхности металлического сплава;
- защитный слой после обработки имеет довольно большую толщину.
 анодированные конструкции приобретают прекрасные защитные свойства;
анодированные конструкции приобретают прекрасные защитные свойства;На сегодняшний день существует несколько технологий исполнения этой процедуры.
Теплая разновидность покрытия
Этот способ является довольно простым. Всю работу можно выполнить даже самостоятельно. Процедура осуществляется при комнатной температуре. Посредством теплого анодирования можно сделать привлекательное покрытие разных цветов, воспользовавшись дополнительными органическими красителями. Если постараться, то на одном и том же элементе можно добиться сразу нескольких оттенков.
Вспомните советские ружья, характеризующиеся зеленой расцветкой. Это результат анодирования алюминиевого сплава. А в качестве красящего вещества была использована обыкновенная зеленка, которую можно отыскать в любой аптеке.
У технологии есть свои достоинства, но не обошлось и без недостатков.
- Алюминий, прошедший анодирование, не обладает по-настоящему высоким уровнем антикоррозийной защиты.
- Следы коррозии на его поверхности могут появляться при взаимодействии с агрессивными металлами и в морской воде.
- Эта обработка также не обеспечивает эффективную механическую защиту — металлическая поверхность может оцарапаться даже обычной иглой. Если же не была соблюдена технология, то покрытие можно стереть рукой.
 Алюминий, прошедший анодирование, не обладает по-настоящему высоким уровнем антикоррозийной защиты.
Алюминий, прошедший анодирование, не обладает по-настоящему высоким уровнем антикоррозийной защиты.Производится же теплое анодирование крайне просто. Для начала все элементы тщательно обезжириваются и фиксируются в подвесе. Анодирование производится до тех пор, пока на поверхности не появится молочный оттенок, затем изделие промывают прохладной водой. Красят же изделие горячим раствором. Окрашенное покрытие закрепляется в течение одного часа.
Особенности холодного анодирования
 Методика выполняется при низких температурных показателях. Холодное анодирование было разработано по целому ряду причин: высокая прочность, твердость и качество, а также быстрота растворения и достаточная толщина покрытия. Как правило, домашние мастера предпочитают именно эту технологию.
Методика выполняется при низких температурных показателях. Холодное анодирование было разработано по целому ряду причин: высокая прочность, твердость и качество, а также быстрота растворения и достаточная толщина покрытия. Как правило, домашние мастера предпочитают именно эту технологию.
Слой, расположенный со стороны металлической поверхности, увеличивается, а с наружной стороны практически полностью растворяется. При этом технология нуждается в хорошем охлаждении элементов, лишь в этом случае можно добиться высококачественного результата. Покрытие в итоге получится очень износоустойчивым и твердым. К примеру, подводным ружьям, поверхность которых была подвержена холодному анодированию, будет уже не страшна морская вода.
Единственный недостаток — невозможность применения натуральных красителей. Тут все зависит от веществ, входящих в состав обрабатываемого материала. Расцветка при обработке может изменяться от темной до зеленоватой.
Сначала деталь обезжиривается и фиксируется в специальном подвешивающем устройстве. Затем металлический сплав анодируют до тех пор, пока не появится плотный слой. После этого его промывают холодной или горячей водой. На финальном этапе слой укрепляют посредством проваривания в чистой воде.
Твердое оксидирование
Эта технология позволяет сделать прочное и твердое анодированное покрытие. Она активно используется на промышленных предприятиях. Характерная особенность методики состоит в том, что для ее исполнения применяется сразу несколько электролитов. Плотность электротока постепенно увеличивается и благодаря изменению структуры на металлической поверхности появляется высокопрочная пленка.
Оборудование для анодирования алюминия в домашних условиях
 Теперь вам стало известно, что собой представляет анодирование. Пришло время выяснить, какое именно оборудование необходимо для этого. Итак, для работы потребуется несколько ванночек для деталей с разными размерами. Они должны быть сделаны из алюминия. В качестве альтернативы можно воспользоваться полиэтиленом или пластмассой. Стенки и дно пластиковой ванны должны быть покрыты листами алюминиевой фольги. Это необходимо для создания катодно-анодной установки.
Теперь вам стало известно, что собой представляет анодирование. Пришло время выяснить, какое именно оборудование необходимо для этого. Итак, для работы потребуется несколько ванночек для деталей с разными размерами. Они должны быть сделаны из алюминия. В качестве альтернативы можно воспользоваться полиэтиленом или пластмассой. Стенки и дно пластиковой ванны должны быть покрыты листами алюминиевой фольги. Это необходимо для создания катодно-анодной установки.
У ванны также должны быть высокие теплоизоляционные характеристики. Лишь в этом случае электролит не нагреется сильно, и вам не нужно будет его регулярно менять.
После этого делают катод, для чего применяют свинец. Делается эта деталь исключительно из листового материала. Стоит отметить, что площадь катода обязательно должна быть вдвое больше площади обрабатываемой детали. В катоде должны быть специальные отверстия, предназначенные для выпуска газов.
После подготовки катода, необходимо изготовить электролит, поместить его внутрь ванны, положить туда элемент и подсоединить к «плюсу» источник электрического тока. Пластину из свинца нужно подключить к «минусу». Для того чтобы металлический сплав начал анодировать, сгодится источник электропитания на полтора ампера и двенадцать ватт. Что касается затрачиваемого времени, то для элементов небольшого размера процедура займет примерно тридцать минут. Чтобы произвести полноценный профиль из алюминия, понадобится три-четыре часа.
Расцветка изделия может различаться. Тут все зависит от применяемой методики анодирования в домашних условиях. С применением анилиновых красок детали металла можно выкрасить даже в черные оттенки.
Технология оксидирования стали: химическое, анодное, термическое
Одной из важных задач по сохранению металлических конструкций является борьба с вредным воздействием окружающей среды. Повышенная влажность, наличие в воздухе химически активных элементов, способных разрушать целостность металла, особенно стали, приводит к ухудшению таких показателей как надёжность и прочность.
Для решения этой задачи готовые изделия покрывают различными видами защитных покрытий.
 Оксидирование стали
Оксидирование сталиСуществуют различные методы повышения поверхностной устойчивости и антикоррозийности.
Одним из таких методов является создание на поверхности стали защитной плёнки, используя специальные способы обработки.
Понимание сущности назначения этого процесса требует ответа на вопрос — что такое оксидирование?
Сущность заключается в использовании свойств окислительно — восстановительной реакции, в результате чего на поверхности стали образуется защитная плёнка. Так же производится оксидирование стали.
Этот процесс позволяет решить следующие задачи:
- Защитить стальные конструкции от образования коррозии (особенно это актуально в современном строительстве, где применяются металлические конструкции).
- Ограничить воздействие агрессивных составляющих внешней среды (растворов кислот, щелочей, химических элементов, разрушающих целостность стали).
- Создать поверхностный слой, обладающий хорошими электроизоляционными характеристиками.
- Придать деталям, отдельным элементам, конструкции в целом оригинальные декоративные и эстетические свойства.
Оксидирование металла производится следующими методами:
- С применением химических реакций (химическое оксидирование стали).
- Использование электрохимических процессов (анодное оксидирование).
- Проведением термической обработки (термический метод).
- Создание низкотемпературной плазмы (плазменный метод).
- Лазерным (применяются специальные лазерные установки).

Анодированная сталь
Рассмотрим каждый метод подробнее.
Химическое оксидирование
Этот процесс предполагает обработку металлов растворами, смесями, расплавами химических элементов (такие окислы как окислы хрома). Данное оксидирование позволяет провести так называемую пассивацию поверхности металла. Он предполагает создание в близком к поверхности слое металла неактивного (пассивного) образования. Создаётся тонкий поверхностный слой, защищающий основную часть конструкции.
Технологически этот процесс реализовывается посредством опускания подготовленной металлической детали в раствор щёлочи или кислоты, заданного процентного соотношения.
Выдерживают его там определённое время, которое позволяет полностью провести окислительно — восстановительную реакцию. Затем деталь тщательно промывают, подвергают естественной сушке, окончательной обработке.

Химическое оксидирование стали
Для создания кислотной ванны применяют три вида химически активных кислот: соляную, азотную, ортофосорную. Ускорение протекания химической реакции стимулируют добавлением в раствор кислоты соединений марганца, калия, хрома. Реакция окисления протекает при температуре раствора в интервале от 30 °С до 100 °С.
Применение растворов на основе щелочных соединений позволяет использовать добавки соединений нитрата натрия и диоксида марганца. В этом случае температура раствора необходимо повышать до 180 °С, а с добавками и до 300 °С.
После проведенной процедуры деталь промывают и просушивают. Иногда для закрепления процесса химической реакции применяют бихромат калия. Для увеличения срока сохранения образованной плёнки проводят химическое оксидирование с промасливанием. Иногда такой процесс называют химоксидирование. При окончательном покрытии маслом получается надёжное покрытие от коррозии, обладающее эффектным высоко декоративным чёрным цветом.
Анодное оксидирование
Такой вид называется – электрохимическое оксидирование стали. Иногда его называют и анодное оксидирование стали. Также применяют термин анодирование. В его основу заложен химический процесс электролиза. Его можно проводить как в твёрдых, так и в жидких электролитах. Подготовленную заготовку помещают в ёмкость с оксидным раствором.
Протекание реакции электролиза возможно при создании разности потенциалов между двумя элементами.
Поверхность окисляемого изделия характеризуется положительным потенциалом. Из раствора выделяют химически активные элементы с отрицательным потенциалом. Взаимодействие разнополярных элементов и называется реакцией электролиза (в нашем случае анодирования).

Анодное оксидирование
Протекание реакции анодирования можно выполнить в домашних условиях. Требуется чётко выполнять условия техники безопасности. В реакции участвуют вредные реактивные жидкости и небезопасное напряжение.
Применение анодного оксидирования позволяет создавать защитные плёнки различной толщины. Создание толстых плёнок возможно благодаря применению раствора серной кислоты.
Тонкие плёнки получают в растворах борной или ортофосфорной кислоты. С помощью анодирования можно придать поверхностному слою металла красивые декоративные оттенки. С этой целью процесс проводят в органических кислотах. В качестве таких растворов применяют щавелевую, малеиновую, сульфосалициловую
Специальным процессом анодирования считается микродуговое оксидирование. Оно позволяет получать покрытия, обладающие высокими физическими и механическими характеристиками. К ним относятся: защитные, изоляционные, декоративные, теплостойкие и антикоррозийные свойства. В этом случае оксидирование производится под действием переменного или импульсного тока в специальных ваннах заполненных электролитом. Такими электролитами являются слабощелочные составы.

Анодное оксидирование в домашних условиях
Анодирование позволяет получить поверхностный слой, обладающий следующими свойствами:
- надёжное антикоррозионное покрытие;
- хорошие электрические изоляторы;
- тонкий, но стойкий поверхностный слой;
- оригинальную цветовую гамму.
К анодированию нержавеющей стали требуется специальный подход. Это связано с тем, что такая сталь считается нейтральным (инертным) сплавом. Поэтому на производстве при анодировании большого количества деталей применяют двух этапную процедуру.
На первом этапе анодирование нержавеющей стали производят совместно с другим, более подходящим для этого процесса металлом. Это может быть никель, медь, другой металл или сплав.
На втором этапе производят оксидирование непосредственно самой нержавеющей стали. Для упрощения процесса оксидирования сегодня ведутся разработки специальных добавок, так называемых пассивирующих паст. Эти составы ускоряют процесс реакции нержавеющей стали.
Термическое оксидирование
Согласно термину оксидирование происходит при относительно высоких температурах. Величина этого показателя зависит от марки стали. Например, процесс термического оксидирование обычной стали происходит в специальных печах. Внутри создаётся температура, близкая к 350 °С. Класс легированных сталей подвергаются термическому оксидированию при более высоких температурах. Необходимо разогреть заготовку до 700 °С. Обработка продолжается в течение одного часа. Этот процесс получил название воронение стали.
- Воронение стали

- Стальной пистолет после воронения

Плазменное оксидирование
Такое оксидирование проводят в среде с высокой концентрацией кислорода с помощью низкотемпературной плазмы. Плазма создаётся благодаря разрядам, возникающим при подаче токов высокой или сверхвысокой частоты.
Плазменное оксидирование используют для формирования оксидированных плёнок на достаточно небольших поверхностях.
В основном его применяют в электронике и микроэлектронике. С его помощью образуют слои на поверхности полупроводниковых соединений, так называемых p-n переходах. Такие плёнки используют в транзисторах, диодах (в том числе в туннельных диодах), интегральных микросхемах. Кроме этого она используется для повышения светочувствительного эффекта в фотокатодах.

Плазменное оксидирование
Разновидностью плазменного оксидирования является оксидирование с применением высокотемпературной плазмы. Иногда её заменяют на дуговой разряд с повышением температуры до 430 °С и выше. Применение этой технологии позволяет значительно повысить качество образуемых покрытий.
Лазерное оксидирование
Эта технология достаточно сложна и требует специального оборудования. Для проведения оксидирования используют:
- импульсное лазерное излучение;
- непрерывное излучение.
В обоих случаях применяются лазерные установки инфракрасного диапазона. За счёт лазерного прогрева верхнего слоя материала удаётся получить достаточно стойкую защитную плёнку. Однако этот метод применяется только для поверхности небольшой площади.

Лазерное оксидирование
Оксидирование своими руками
Организовать процесс оксидирования небольших металлических изделий можно в домашней лаборатории. При точном соблюдении последовательности технологических операций добиваются качественного оксидирования.
Весь процесс следует разделить на три этапа:
- Подготовительный этап (включает подготовку необходимого оборудования, реактивов, самой детали).
- Этап непосредственного оксидирования.
- Завершающий этап (удаление вредных следов химического процесса).
На подготовительном этапе проводят следующие работы:
- Грубая зачистка поверхности (применяется щётка по металлу, наждачная бумага, полировочная машина с соответствующими дисками).
- Окончательная механическая полировка поверхности.
- Снятие жирового налёта и остатков полировки. Его называют декопирование. Он проводится в пяти процентном растворе серной кислоты. Время пребывания обрабатываемой детали в растворе равно одной минуте.
- Промывание детали. Эту процедуру проводят в тёплой кипячёной воде. Целесообразно её провести несколько раз.
- Завершающей операцией является так называемое пассирование. Вымытую после обработки деталь, помещают чистую кипячёную воду, в которой предварительно растворяют хозяйственное мыло. Этот раствор вместе с деталью подогревают и доводят до состояния кипения. Процедуру кипения продолжают в течение нескольких минут.

Оксидирование в домашних условиях
На этом предварительный этап заканчивается.
Основной этап оксидирования состоит из следующих операций:
- В нейтральную посуду (лучше с эмалированным покрытием), заливается вода. В ней растворяют около едкий натр. Объём вещества зависит от количества воды. Целесообразно получить раствор около 5 процентов.
- В полученный раствор полностью погружают обрабатываемую деталь.
- Раствор с погруженной деталью нагревают до 150 градусов. Практически это процесс кипячения. Он продолжается примерно два часа. Используя инструмент, проверяют качество процесса. Если необходимо время может быть увеличено.
На завершающем этапе с деталью производят следующие операции:
- Деталь извлекают из ванны с реактивом.
- Укладывают на ровную поверхность, дают её остыть естественным образом (без принудительного охлаждения). Желательно создать условия, ограничивающие контакт с окружающим воздухом.
- Визуально проверяют качество полученного оксидирования. Отсутствие непокрытых участков, плотность образованной плёнки, итоговый цвет.
Таким образом, проводить оксидирование можно и в домашних условиях. Главное, соблюдать указанные рекомендации.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.