Как согнуть профильную трубу в домашних условиях без трубогиба: видео
Создание изгиба профильной трубы профессиональным строителем или обычным хозяином часто может встретиться в процессе стройки или ремонта любого загородного дома и коттеджа. Решившись выполнить сгибание профильной трубы собственными руками в бытовых условиях, хозяин всегда озадачивается о том, как правильно и надежно устроить тепличную конструкцию, крытую террасу или курилку.
При создании таких конструкций используют именно профильные изделия, так как они намного популярнее перед трубами с традиционной круглой формы.
Трубы, имеющие обыкновенное сечение в виде круга сгибаются с помощью обычного гидравлического трубогиба со специальными башмаками и роликами для круглых заготовок. При этом изогнуть профильные детали на таком станке не представляется возможным, так как его исполнительные устройства для круглых форм просто-напросто испортят профиль – заготовка растрескается, поломается, или совсем раздавится.
Содержание
- Способы сгиба профильных элементов
- Сгибание профильных изделий посредством трубогиба
- Специфика процесса
- Изготовление сгиба
- Процесс сгибания своими руками
- Формирование изгиба посредством обычной болгарки и с помощью сварки
- Сгибание с применением средств внутреннего противодействия
- Сгибаем без трубогиба
Способы сгиба профильных элементов
Профильную трубу можно без всяких дефектов изогнуть и своими руками. Для изготовления таких гнутых профильных деталей существует много приемов. Одним из распространенных вариантов является сгибание профильной заготовки с помощью специальных устройств – так называемых профилегибов. Однако цена такого оборудования достаточно высокая, которая ставит под вопрос приобретение такого специального станка у обычного хозяина.
как согнуть профильную трубу без трубогибаВ случае редкой необходимости изготовления гнутых профилей в бытовых условиях предлагается приобрести на рынке специальные трубогибы для ручной работы, используемые как для труб с круглым сечением, так и для профильных заготовок. Стоимость такого домашнего оборудования ориентировочно равняется 100 долларам. Стоит отметить, что при использовании ручных инструментов для создания гнутых деталей необходимо хозяину иметь соответствующую физическую и моральную подготовку – работа требует выносливости и терпения, но экономно.
Стоимость такого домашнего оборудования ориентировочно равняется 100 долларам. Стоит отметить, что при использовании ручных инструментов для создания гнутых деталей необходимо хозяину иметь соответствующую физическую и моральную подготовку – работа требует выносливости и терпения, но экономно.
При одноразовой необходимости выполнения сгибов на заготовках покупать даже ручные механизмы нерационально. В этом случае рекомендуется приобрести на рынке уже изготовленный элемент или можно сделать заказ в мастерской либо на соответствующем предприятии, где за сравнительно невысокую плату смогут изготовить любую деталь из собственного профильного материала.
При таком решении задачи можно не только снизить стоимость работ и не потратить личное время и силы, но и достичь необходимого результата – получить деталь с качественным и правильным сгибом определенного диаметра или формы.
В каждом строительном и не только деле всегда существуют народные методы. Изгиб профильных заготовок собственными руками – не исключение. Только в этом случае существует возможность изготавливать сгибы стальных, медных или полимерных трубных заготовок некрупного размера.
Только в этом случае существует возможность изготавливать сгибы стальных, медных или полимерных трубных заготовок некрупного размера.
Сгибание профильных изделий посредством трубогиба
Специфика процесса
В случае самостоятельного изготовления изгиба профильной заготовки необходимо вначале определиться с размером ее сечения, толщиной стен, материалом, из которого сделана деталь, а также с диаметром или формой изгиба.
При этом также необходимо учесть условия имеющегося производства, которые смогут обеспечить максимальную точность изгиба и высокое качество производимых деталей.
Сгибание профильных труб происходит в определенных пределах технических допусков по толщинам стенок и конфигурации сечения. Важной задачей является недопущение таких дефектных явлений, как сломы внутренней части сгибаемой профильной заготовки и раздавливание поперечной части заготовки.
Изготовление сгиба
С целью изготовления изгиба необходимо иметь специальный трубогиб, предназначенный для сгибания холодным способом с растяжением.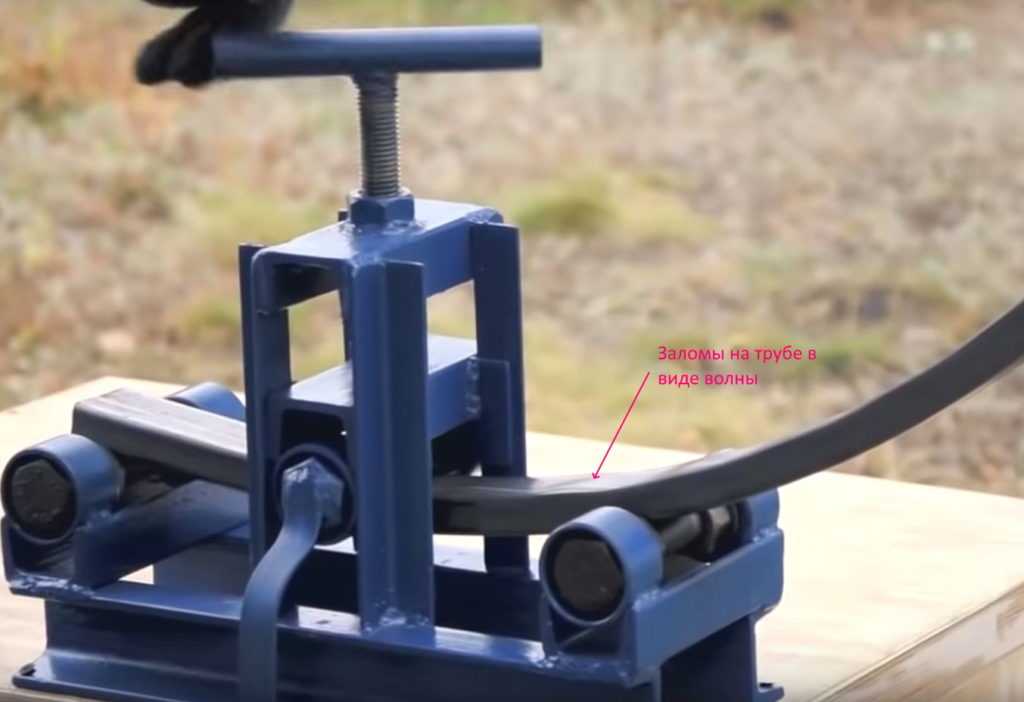 Создаваемое посредством такого станка растяжение даст сдвиг нейтральной оси заготовки в сторону изгиба. Такой эффект при растягивании профильной детали даст возможность снизить образование гофрированной зоны на поверхности изгиба.
Создаваемое посредством такого станка растяжение даст сдвиг нейтральной оси заготовки в сторону изгиба. Такой эффект при растягивании профильной детали даст возможность снизить образование гофрированной зоны на поверхности изгиба.
Расположившись в агрегате, заготовка зажимается по краям и одновременно растягивается. Вместе с этим, при перемещении сгибаемого шаблона, труба начинает сгибаться.
Для сгибания заготовки из нержавеющей стали без дефектов, ухудшения качества и снижения стойкости стен детали в зоне изгиба такой процесс необходимо выполнять под внутренним гидростатическим давлением. Для этого необходимо заглушить концы трубы пробками, внутри которой находится залитая жидкость. Далее, нужно переместить сгибаемый шаблон к центру изделия, посредством которого делается изгиб определенной формы или диаметра.
Процесс сгибания своими руками
Сделать изгиб профильной заготовки собственными руками можно без всякого профессионального оборудования и специальных инструментов. Таким способом чаще всего можно достичь изгиба на самом деле относительно хорошего качества.
Таким способом чаще всего можно достичь изгиба на самом деле относительно хорошего качества.
Формирование изгиба посредством обычной болгарки и с помощью сварки
Для сгибания профильной трубы первым делом необходимо иметь обыкновенную болгарку и сварочную машину.
С целью сгибания заготовки необходимо пройти следующие этапы:
- Определить радиус сгибания заготовки.
- Вдоль сгибаемой линии профильной детали нужно сделать поперечные разрезы трех плоскостей с одинаковым интервалом между собой.
- Далее, без особого труда можно согнуть деталь.
- Затем необходимо заварить прорезанные участки.
- Сварочные швы необходимо обработать и зашлифовать.
Сгибание с применением средств внутреннего противодействия
Для осуществления такой технологии необходимо использовать такое средство, как специально приготовленная пружина. При этом нужно внутрь профильной трубы внедрить пружину прямоугольного сечения из металлической проволоки с толщиной от 1 до 4 мм в зависимости от размеров сгибаемой трубы.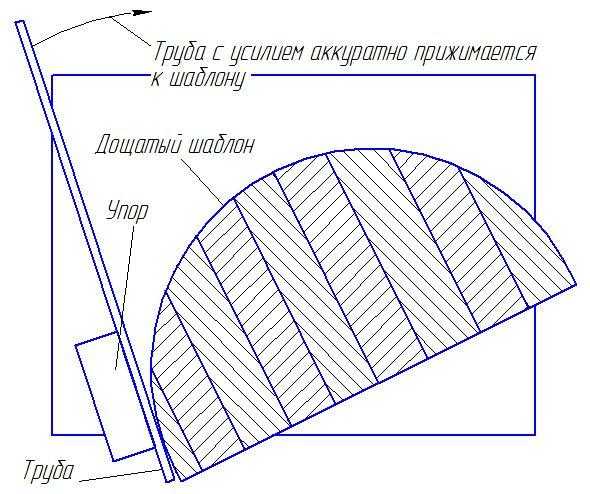 Далее, можно начинать сгибать элемент.
Далее, можно начинать сгибать элемент.
Размер отрезков сегмента пружины должен быть меньше внутренних размеров сечения трубы на 1,5–2 мм, для создания возможности проникновения пружины внутрь трубы без особых усилий.
После ввода пружины к месту планируемого изгиба заготовки перед сгибанием необходимо нагреть район сгиба паяльной лампой. После этого можно выполнить изгиб изделия с помощью специальной болванки с таким радиусом, который должен совпадать с необходимым внутренним радиусом сгибаемой детали.
С целью сгибания профильной детали для отопления или водоснабжения из меди существует один относительно неординарный способ, выполнимый только зимнее время.
Заключается такой уникальный вариант в следующем:
- Первым делом необходимо один край медной трубы закупорить пробкой и наполнить ее водой.
- Затем расположить заготовку с водой на улице в морозную погоду до окончательного замерзания воды.
- Далее, выполнить сгибание трубы в соответствии с гибочным шаблоном определенного радиуса.
 При этом труба гнуться будет без особых усилий и без искажения своего сечения.
При этом труба гнуться будет без особых усилий и без искажения своего сечения.
 При этом труба гнуться будет без особых усилий и без искажения своего сечения.
При этом труба гнуться будет без особых усилий и без искажения своего сечения.По такой же схеме удастся согнуть трубы дюралевого типа, а также из такого материала, как латунь.
Сгибаем без трубогиба
Сделать изгиб прямоугольной заготовки без трубогиба можно еще посредством хорошо высушенного и тщательно просеянного песка. Перед сгибанием необходимо в один из концов трубы заколотить клин из дерева в глубину, равной от 10 до 20 см. После этого засыпать до края противоположное открытое отверстие трубы очищенным и высушенным песком и забить туда подобный клин. Затем можно начинать сгибание заготовки посредством болванки определенного диаметра, который должен совпадать с планируемым размером изделия.
При слишком резких изгибах – когда радиус небольшой, участок сгибания рекомендуется разогреть посредством горелочного устройства. Благодаря набитому до краев в трубу песку сохранится форма сечения изделия.
После выполнения сгибания необходимо выжечь одну из пробок, высыпать песок изнутри и вырвать вторую пробку.
Как согнуть профильную трубу в домашних условиях без трубогиба?
С вопросом, как согнуть профильную трубу в домашних условиях без трубогиба, приходится сталкиваться практически всем дачникам и владельцам частных домов. Используются дуги из профильной трубы при строительстве теплиц, беседок, навесов и козырьков арочной формы. Приобретение специальных приспособлений для гибки или изготовление их своими руками экономически невыгодно. Они нужны для массового, а не для единичного производства. Рассмотрим, какие существуют методы придания профильным трубам изгиба нужного радиуса.
В чем проблема гибки профиля?
Суть этого процесса заключается в том, что одна сторона трубы подвергается растягиванию, а внутренняя часть сжимается. На заготовку оказывается давление, которое может сопровождаться нагреванием, чтобы сделать металл более податливым.
Гибка профильной трубы по радиусу своими руками связана с такими сложностями:
- смещение продольных осей и плоскостей детали, что приводит к перекосу;
- разрыв и появление трещин на внешней части заготовки под воздействием усилия разрыва;
- неравномерное сжимание внутренней части, приводящее к эффекту гофры;
- изменение диаметра или формы обрабатываемого изделия.

Чтобы знать, как правильно придавать стальным трубам форму арки, необходимо принимать в расчет ряд факторов.
Влияние материала на выбор способа сгиба
Профильные трубы сделаны в соответствии с требованиями ГОСТ 54157-2010 и обладают определенными свойствами.
Сгибать профильные трубы необходимо с учетом таких параметров:
- Минимальный радиус гиба облицовочного материала, который планируется уложить на арки. У сотового поликарбоната данные показатели зависят от толщины и структуры.
- Размер профиля и толщина стенок. Изделия с высотой стенки до 10 мм допускается изгибать с использованием мускульной силы. Профили от 20×40 мм и больше, изгибать нужно комплексно, давлением и нагревом или на станке.
- Упругость (пластический момент сопротивления). Его нужно вкладывать в предварительные расчеты, придавая заготовке меньший радиус гиба.
На основе анализа этих данных делается выбор способа выполнения задачи.
Способы сгибания и приспособления для гибки
Используя подручные средства и бытовые инструменты, можно сделать гибочное приспособление без дополнительных затрат.
Что касается профессиональных приборов, то их стоимость может в несколько раз превышать цену материала для изготовления арок.
Рассмотрим способы, с помощью которых можно сделать гнутые прямоугольные арки идеальной формы.
Нахолодную
Без нагревания холодный прокат гнут в том случае, если для этой процедуры достаточно мускульной силы мастера. Как правило, это квадратные трубы сечением 10×10 мм и прямоугольные 10×20 мм.
Если стенки заготовок толстые, то заполнение внутренней полости сопротивлением не проводится. Рассмотрим основные варианты создания арок из металлических заготовок.
Рычагом с насадкой
Сначала изготавливается лекало с определенной длиной полуокружности, соответствующей заданным параметрам. Делают его из ДСП, фанеры, гипсокартона или досок.
После этого необходимо:
- прочно закрепить тиски на тяжелом и устойчивом столе. В тисках прочно закрепляется отрезок трубы с большим размером, чем у заготовки;
- произвести изгибание в несколько этапов путем вставления профиля отверстие зажатого в тисках отрезка и приложения к нему усилия.

На сгибаемый фрагмент насаживается рычаг достаточной длины, чтобы создать нужное давление для деформации металла. В ходе работы кривизна контролируется лекалом.
По оправке
Оправка изготавливается на твердом основании, которым является бетонная или асфальтовая площадка, большой верстак. По сути — это специальный шаблон, по контурам которого будет изгибаться профильная труба.
С учетом степени упругости металла мастеру необходимо придать оправке меньший радиус.
Процедура проводится в такой последовательности:
- деталь надежно закрепляется на основании;
- к одному из его краев прикручивается проволокой или струбцинами конец заготовки;
- проводится сгибание профиля до тех пор, пока ему не будет придана желаемая форма.
Шаблон можно заменить арматурой, вбитой в грунт. По мере деформации трубы она последовательно приваривается к штырям. После окончания работы арка срезается с стопоров.
С применением средств внутреннего противодействия (песка, воды)
Такой способ применяется, когда параметры профиля меньше чем: высота 10 мм, ширина 20 мм толщина стенки 1 мм. Заполненные плотным веществом трубы лучше сохраняют форму, даже при сильном давлении на малую площадь изделия.
Заполненные плотным веществом трубы лучше сохраняют форму, даже при сильном давлении на малую площадь изделия.
Использование песка и воды гарантирует качественный результат без брака. А данный фактор имеет значение, учитывая стоимость стального проката.
Наполнитель должен заполнить полость профильной трубы по всему объему. Намного проще этого добиться с помощью жидкости. Песок трамбуется вибрацией и проливается водой. Отверстия с обеих сторон завариваются или плотно забиваются деревянными пробками. Если применять нагрев, то важно одну из сторон оставить не закупоренной для выхода газов.
Резка болгаркой и сваривание (секторная сварка)
Резка болгаркой и сваривание не требует приложения значительных усилий. Мастеру нужно быть готовым к тому, что это мероприятие займет много времени. Плюс у этой технологии в том, что отсутствует вероятность повреждения профиля, его форму можно корректировать на протяжении всего процесса изгибания.
Работа проводится в такой последовательности:
- Составляется схема. На ней изображается расстояние между пропилами и их конфигурация.
- На профиль наносится разметка. По ней болгаркой делаются треугольные пропилы. Надрезанные фрагменты удаляются.
- Проводится сгибание заготовки. Если металл упругий и разгибается после сжатия, то стыки сразу фиксируются точечной сваркой.
- Оставшиеся после сжатия щели завариваются или запаиваются. После остывания металла швы шлифуются и закрашиваются.
- Грани на арке почти не заметны. При укладке поликарбоната небольшие перепады компенсируются толстым уплотнителем.
 На ней изображается расстояние между пропилами и их конфигурация.
На ней изображается расстояние между пропилами и их конфигурация.Нагорячую
Предварительное нагревание осуществляется в тех случаях, если профильная труба имеет крупное сечение или тонкие стенки. То есть — вручную ее согнуть либо невозможно, либо это чревато повреждением или поломкой заготовки. Остановимся на приемах, которые применяются для термического изгибания стального проката.
Использование пружины и паяльной лампы
Пружина нужна для того, чтобы предотвратить продавливание стенок профиля во время их изгибания.
Секция одним концом жестко фиксируется в земле или в тисках. Перед тем, как загнуть фрагмент, он разогревается, пока металл не станет красным.
Охлаждать согнутое место можно только теплым машинным маслом — от воды железо трескается и становится хрупким.
Использование пружины и паяльной лампы избавляет работника от прикладывания излишних усилий.
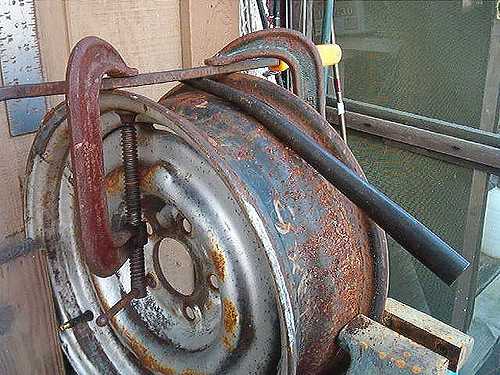
Горячая формовка
Придать желаемую форму профилю можно и без предварительного внутреннего наполнения. При нагреве сталь становится настолько мягкой и пластичной, что ее можно гнуть руками, без использования рычагов и сложных приспособлений.
Для этого изготавливается выпуклый упор полукруглой формы. Его нужно делать из материала, устойчивого к высокой температуре. Лучше всего для этого подойдет автомобильный диск или шамотный кирпич, обмазанный глиной. Нагретым местом деталь прикладывается к шаблону. После этого она сгибается одним медленным и точным движением. Через несколько минут можно продолжать процедуру.
Нагретым местом деталь прикладывается к шаблону. После этого она сгибается одним медленным и точным движением. Через несколько минут можно продолжать процедуру.
Советы и рекомендации
Придание профильным трубам формы арки является сложным процессом, требующим наличия навыков обращения с бытовыми инструментами и металлом.
При изготовлении арок следует придерживаться таких правил:
- Работать легче и удобнее с короткими заготовками. Перед изгибом детали целесообразно разрезать на отрезки длиной 1,5-2 метра. Последующая сварка не ослабит прочность готовой арки.
- Нагрев металла следует производить медленно, чтобы не допустить неравномерного прогрева и деформации. Образовавшуюся окалину необходимо сразу счищать, так как она вызывает коррозию.
- Стальной прокат нельзя подвергать воздействию температуры выше + 800 ºС. Такое воздействие приводит к разрушению кристаллической решетки металла. Профиль становится мягким или хрупким.
- Все действия по изгибанию следует выполнять медленно, постепенно увеличивая нагрузку.

Сколько стоит погнуть профиль для теплицы
Стоимость услуг определяется статусом мастерской, ее географическим положением и применяемым оборудованием.
Средняя цена на сгибание профильного проката составляет (в рублях за погонный метр):
- 10×10 — 80;
- 20×20 — 100;
- 25×25 — 110;
- 30×30 — 120;
- 20×40 — 125;
- 20×45 — 130;
- 40×40 — 140;
- 50×50 — 150;
- 60×40 — 160;
- 50×50 — 180;
- 80×40 — 240;
- 80×80 — 360;
- 100×100 — 480.
Стоимость может отличаться в зависимости от рынка спроса и предложения.
Специальные устройства для гибки
Для того, чтобы достичь высокого качества готового продукта, можно воспользоваться заводскими и самодельными приспособлениями.
Трубогиб
Трубогибы состоят из станины, нескольких роликов, ограничителей и привода. Управление прибором осуществляется вручную, электромотором и гидравлическими цилиндрами. В частном строительстве используются профильные трубы с высотой стенки до 20 мм. С их сгибанием справляется ручной трубогиб.
С их сгибанием справляется ручной трубогиб.
Кондуктор
Этот инструмент предназначен для точного изготовления и соединения стыков профиля при резке болгаркой и соединения арок с вертикальными, поперечными и наклонными стойками.
Благодаря использованию кондуктора достигается максимально точное соединение деталей под прямым углом и аккуратный шов между ними.
Гибочная плита
Данное приспособление представляет собой съемную конструкцию, устанавливаемую на верстаке или на полу мастерской.
Для крепления используются закладные детали или анкерные болты. Кривизна опорной плиты регулируется болтами.
После завершения гибки оборудование снимаются, а закладные закрываются заглушками.
Изготовление гибочного станка своими руками
Про то, как самостоятельно собрать ручной трубогиб мы уже писали в прошлом материале. Это не самое простое устройство, но оно позволит быстро гнуть довольно большие объемы профиля. Для сборки вам понадобятся 3-5 заготовок для валов, швелер, двутавровая балка, болгарка, сварочный аппарат и дверь с набором крепежа. На фото ниже как раз те вальцы, о которых шла речь.
Это не самое простое устройство, но оно позволит быстро гнуть довольно большие объемы профиля. Для сборки вам понадобятся 3-5 заготовок для валов, швелер, двутавровая балка, болгарка, сварочный аппарат и дверь с набором крепежа. На фото ниже как раз те вальцы, о которых шла речь.
На сегодня это все, что мы для вас подготовили. Делитесь своими способами гибки в комментариях и рекомендуйте наши статьи своим знакомым. До встречи!
Основы гибки труб — серия Fabrication
Хотите узнать, как сгибать трубы для своего следующего проекта? Что ж, вам, возможно, потребуется знать основы измерения, расчета и настройки гибочного станка для изгибов, которые вам нужно выполнить.
Основы гибки труб были созданы, чтобы показать вам несколько различных типов гибки и методы, используемые для их получения.
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ Скоро! Что нужно знать Перед тем, как приступить к гибке труб, нужно знать и понимать множество важных моментов. Функции гибочного станка, инструментов и даже самих штампов имеют ключевые моменты, которые вы должны знать, прежде чем приступить к гибке.
Функции гибочного станка, инструментов и даже самих штампов имеют ключевые моменты, которые вы должны знать, прежде чем приступить к гибке.
Люди часто путают два материала. Трубка основана на ее фактических размерах. Измерение внешнего диаметра трубы — это размер трубы, а также фактическое измерение толщины стенки.
Труба измеряется по номинальному внутреннему диаметру. Каждая толщина стенки упоминается как «график» для ее идентификации. 1,5-дюймовая стена Schedule 80 имеет фактический внутренний диаметр 1,5 дюйма. Меньшие размеры графика будут иметь больший внешний диаметр.
Труба НЕ используется для изготовления каркаса безопасности или шасси.
Чаще всего трубы, используемые в автомобильной промышленности, можно увидеть на коллекторах турбонаддува. Большинство турбоколлекторов изготавливаются с использованием 1,5-дюймового диаметра Sch. 40 нержавеющая или черная труба. Предварительно изготовленные отводы для труб (обычно известные как «сварные отводы») обеспечивают превосходные изгибы с малым радиусом для строительства коллектора. Вы также можете увидеть отсылку к «коллектору паровой трубы» при поиске.
Вы также можете увидеть отсылку к «коллектору паровой трубы» при поиске.
Хотя вы можете обнаружить, что производители трубогибов предлагают штампы размером с трубу, на самом деле эти две машины различаются по своей стандартной конструкции.
Трубогибочные станки обычно протягивают трубу вокруг матрицы. Профиль штампа разработан и обрезан для обеспечения максимальной прочности стенки, а также предотвращения обрушения наружной стенки и предотвращения перекручивания внутреннего изгиба. Матрицы по размеру трубы предназначены для гибки труб. Труба не помещается внутри матрицы для труб.
Размер плашек для труб зависит от внешнего диаметра трубы. Типичная конструкция трубогиба имеет гидравлический цилиндр, расположенный в середине рамы, которая удерживает ролики. Матрица (иногда называемая «башмаком») упирается в верхнюю часть цилиндра. Когда труба помещается на матрицу, гидравлический цилиндр вдавливает трубу между роликами, заставляя ее изгибаться.
Профили трубы не поддерживают внутреннюю или внешнюю часть трубы. Если вы поместите трубу аналогичного размера в трубогиб, внутренняя часть перегнется, внешняя часть сплющится внутрь, а стенки расширятся.
Некоторые люди пошли на многое, пытаясь согнуть трубу с помощью трубогиба. Некоторые методы включают заполнение трубы песком, в то время как другие методы требуют покупки большего количества деталей. В конце концов, сумма денег, потраченная на потраченные впустую материалы и дополнительные компоненты, часто превышает стоимость приличного трубогиба. Результат также не так безопасен, как трубка, правильно согнутая в трубогибе.
НИКОГДА не ставьте под угрозу собственную безопасность ради экономии в несколько долларов. Правильным инструментом для гибки труб является трубогиб.
Радиус осевой линии (CLR) Люди часто путаются в CLR кубика. Чтобы упростить его, CLR — это расстояние между центром или трубкой и центром матрицы, где она поворачивается. Другими словами, половина круга — это радиус. Расстояние между центром окружности (матрицей) и центром трубы в любой точке изгиба называется радиусом центральной линии.
Другими словами, половина круга — это радиус. Расстояние между центром окружности (матрицей) и центром трубы в любой точке изгиба называется радиусом центральной линии.
Чем больше CLR, тем более изящным или постепенным будет ваш изгиб.
Чем меньше CLR, тем круче будет ваш изгиб.
Какой штамп CLR следует приобрести?Это очень распространенный вопрос, но ответ на него зависит от вас. Иногда вам нужен очень постепенный изгиб, чтобы соответствовать определенному профилю в пространстве, с которым вы должны работать. Иногда у вас очень ограниченное пространство для работы, и вам нужна очень тесная среда CLR.
В любом случае рассчитывается потребность и покупается соответствующая матрица. Однако вы, вероятно, не захотите покупать новый штамп каждый раз, когда хотите что-то согнуть. Ну так что ты делаешь?
Следуйте эмпирическому правилу
Диаметр X 3 = минимально допустимый CLR
Возьмите диаметр трубы, которую вы собираетесь сгибать, и умножьте его на 3. Результатом является минимальный размер CLR, который вы должны приобрести согнуть что-либо. Это будет «универсальный» размер штампа.
Результатом является минимальный размер CLR, который вы должны приобрести согнуть что-либо. Это будет «универсальный» размер штампа.
Пример:
1,5 дюйма (трубка) X 3 = 4,5 дюйма CLR
Во многих санкциях на участие в гонках с клетками указано эмпирическое правило как минимально допустимый CLR для использования при изготовлении рулонов. Иногда они указывают другой номер. Крайне важно, чтобы вы проверили книгу правил, написанную санкцией, в которой вы собираетесь участвовать. Помните, что правило, которому вы должны следовать, только в печатном виде. Всегда проверяйте требования к минимальной CLR.
Калибры и мошенники A Измеритель гибки — полезный справочный инструмент, позволяющий визуально рассчитать количество материала, необходимого для создания изгиба. С каждым приращением материала и угла изгиба вы можете рассчитать необходимый материал. Вы должны создать калибр для гибки для каждого используемого размера штампа, а также отметить количество материала для каждого используемого эталона гибки.
«Cheater Bending» — один из самых простых методов измерения и гибки материалов для создания вашего проекта. Самое главное, что нужно помнить, это то, что вам нужно создать читер для каждого используемого вами размера штампа, а также для каждой используемой ссылки на изгиб.
Вот еще один пример измерителя гибки в действии:
Вот хорошее видео, показывающее использование читера для измерения обруч:
Изгиб трубок
Теперь, когда у нас есть четкое представление о стартовых материалах и материалах сгибание некоторых трубок. Существует 3 основных стиля изгиба, которые вы должны знать и практиковать: изгиб в плоской плоскости (2D), изгиб со смещением (3D) и изгиб в пределах границ.
Что такое смещение? Смещение в изгибе — это направление, определяемое углом изгиба, в котором труба будет поворачиваться (или изгибаться) от плоской плоскости X и Y к плоскости Z.
Любая конструкция изгиба, которая должна оставаться плоской на поверхности или не смещаться или изгибаться в другую плоскость, является изгибом в плоской плоскости. Отличный способ отличить изгиб Flat Plane от изгиба со смещением — положить его ровно на поверхность. Если ни одна часть трубы не поднимается или все поверхности не касаются поверхности, на которой она лежит, когда она лежит горизонтально, изгиб является плоским изгибом. Во многих основных обручах, боковых стержнях и трубчатых бамперах обычно используются изогнутые трубы в плоской плоскости.
Смещение (3D) Изгиб Если плоский изгиб расположен на поверхности, и вы смотрите на него сверху, направления изгиба будут: влево, вправо, вверх или вниз. Изгибы со смещением будут учитываться внутрь или наружу, или они будут изгибаться в сторону вашей точки зрения или в сторону от нее. Изгиб, который поворачивает направление, называется изгибом со смещением. Изгиб со смещением является обычным явлением для трубчатых шасси, передних обручей каркасов безопасности, распорок стоек и второстепенных секций трубчатых бамперов и поперечных балок.
Изгиб со смещением является обычным явлением для трубчатых шасси, передних обручей каркасов безопасности, распорок стоек и второстепенных секций трубчатых бамперов и поперечных балок.
Понимание вашей точки зрения является ключом к пониманию направления изгиба изогнутой трубы. Это может немного запутать, когда вы измеряете вертикальную трубу, а затем загружаете ее в горизонтальный гибочный станок. Смещения часто меняются слева направо и даже вверх вниз в зависимости от того, какой тип гибочного станка вы используете. Просто не забудьте обратить внимание на направление изгиба и на то, как труба обтягивает матрицу при загрузке в трубогиб.
Изгиб в пределах границы Иногда это может быть очень сложно, когда вы хотите, чтобы окончание поворота приземлилось в пределах определенной границы или зоны. Один из самых простых способов — нарисовать фигуру на плоской поверхности, например на столе или полу. Вы можете изготовить специальные шулеры из обрезков труб, чтобы смоделировать определенные углы и их размещение на чертеже. Это позволит вам измерить начальную точку каждого изгиба, что гарантирует, что вы приземлитесь точно на свою метку после надреза или стыковки.
Это позволит вам измерить начальную точку каждого изгиба, что гарантирует, что вы приземлитесь точно на свою метку после надреза или стыковки.
Крайний изгиб очень часто встречается в конструкции каркаса безопасности, когда планка ремня безопасности утоплена, чтобы обеспечить больше места для сиденья водителя под основным обручем. Граничный изгиб также встречается в основных обручах (чтобы поместиться в шасси) и даже в примере, использованном в видео для создания миниатюрного Nerf Bar.
Вот отличная демонстрация плоскостного изгиба и того, как избежать смещения: Ременная планка
Вот полная противоположность на трубе Передняя часть шасси — изгиб со смещением
Это также отличное изображение изгиба со смещением, когда часть основного обруча должна быть смещена назад, но затем должна быть согнута обратно к переднее монтажное положение:
https://youtu. be/v7ZRYJg0zoA?t=1h8s
be/v7ZRYJg0zoA?t=1h8s
Ознакомьтесь с некоторыми вопросами, присланными зрителями! Это видео было взято из конца Основы гибки труб , которое скоро будет опубликовано.
Список вопросов 2:09 Диаметр и толщина стены. Решение
3:23 Бендер отключен с указания
4:16 . 4:39 Самый дешевый гибочный инструмент
6:51 Гибка без трубогиба
8:37 Диаметр X 3 = CLR 0 9 801 09Лучший изгиб для новичка
9:50 Бендер в моей стране
10:13 Can I Dean Dake Work
11:26 Материалы. и информация СКОРО!
Есть вопросы? Оставьте их в комментариях ниже или напишите The Fabricator по телефону
Лайки, комментарии и публикации приветствуются всеми! Помогите финансировать будущие эпизоды сериала The Fabricator своим пожертвованием и получите эксклюзивный доступ к SnapChat! Даже самые маленькие пожертвования имеют большое значение.
Пожертвовать
59 фото гениальных идей для создания механизма
Каждому владельцу большого садового участка или небольшого коттеджа, хоть раз в жизни (как минимум) может понадобиться трубогиб — приспособление для гибки профильной трубы.
Например, это может быть заготовка для каркаса теплицы или навеса, беседки или любой другой металлоконструкции.
На базах по продаже металла, да и на других производствах обычно используются устройства заводского изготовления, но удовольствие это далеко не из дешевых. Чтобы сэкономить бюджет на более приятные траты, изготовлением устройства выгоднее заниматься вручную, своими силами.
Для этой конструкции, как говорится, «ума много не надо», да и в деталях недостатка тоже не будет, чертежи чертежей реально создать самому.
Содержание обзора:
- Опции Bender
- Какова работа трубного изгиба. способом, насыпьте в трубу песок, нагрейте его красной паяльной лампой или газовой горелкой, а затем согните трубу. Этот метод не признан среди мастеров приоритетным, он трудоемок и не обеспечивает достаточной точности, также могут появиться заломы и деформации.
Для того, чтобы получить идеально изогнутую трубу, с соблюдением норм и заданных параметров, не нанося ущерба исходному материалу, мастера используют в своей работе специализированные трубогибы.
Большую популярность приобрели трубогибы рычажного типа. Это элементарное изобретение работает по принципу «рычага» — усилие концентрируется в определенном месте, а изгиб сливается с формой созданного вами шаблона, который чаще всего можно снять и заменить другим.
Чаще всего в комплекте таких конструкций предусмотрена пара дополнительных шаблонов для труб разного диаметра. Есть похожие по конструкции агрегаты, ручные трубогибы, дрон или арбалет, они позволяют гнуть короткие отрезки круглых стальных труб, подвергая их только холодной обработке.
Арбалетные устройства очень компактны и ценятся в области установки и коммунальных услуг.
Что такое работа трубогиба
Принцип работы достаточно прост, заключается в нагреве трубы, труба нагревается докрасна и становится очень пластичной, податливой к изменениям. Каждый тип трубогиба имеет свой спектр возможностей.Основные функции качество гибки и возможность гибки труб разных размеров и диаметров.
С помощью дополнительных прокатных приспособлений достигается гибка большего диаметра. Устройство работает с валами, их три в комплекте.
Направляющие и толкатели. Труба проходит через подвижные элементы, степень изгиба задается давлением прижимного ролика. Если радиус закругления готового изделия небольшой, процедуру следует повторить.
Шаблон для гибки труб
В большинстве случаев самым простым вариантом, подходящим абсолютно всем мастерам, даже начинающим, является шаблон из дерева. Доски подбираются по толщине гнутых труб, обязательно оставляйте запас досок в пару сантиметров.
Для предотвращения схода профиля с шаблона в процессе работы на концах оставляют уклон. Шаблон жестко закрепляют на полу или другой устойчивой поверхности рядом с установкой упора для трубы.
Профиль вставляют в зазор между шаблоном и упором, плавно и аккуратно нажимают на другой его конец, прижимая трубу к шаблону. Лебедка или рычаг облегчат работу.
Огромный плюс этого процесса, экономия средств и простота исполнения.
У любого устройства есть недостатки, и этот способ не исключение. Изгиб не точный, некачественный, а шаблон будет одноразовым (применимо только к одному диаметру трубы).
Трубогиб-улитка
При штамповке одинаковых заготовок с большим тиражом, малым радиусом кривизны трубогиб-улитка будет незаменим.
Его достоинство в небольших размерах и простоте управления. Недостатком будет ограничение радиуса кривой, но не больших размеров.
Вальцегибочные станки
Нишу универсальности и практичности заняли самодельные приспособления — вальцовочные станки (гибочные станки), на таких станках можно сделать любой угол гибки.
Комплектация особо не отличается от других моделей, так же имеют основание и валы. Подвижный ролик прижимает трубу, и растягивает ее вращением приводных валов.
Давление можно увеличить с помощью лебедки, рычагов или электропривода. Однако для производства дома такая конструкция достаточно сложна в исполнении.
Для воспроизведения такой сборки потребуется много токарной обработки и сварки. Если вы все-таки решили сделать такую модель, она прослужит вам долго и порадует функциональностью.
Как сделать трубогиб своими руками, вопрос в современном мире достаточно актуален. Для облегчения задачи можно найти в интернете фото трубогиба, чтобы примерно понять, как он должен выглядеть.
 Этот метод не признан среди мастеров приоритетным, он трудоемок и не обеспечивает достаточной точности, также могут появиться заломы и деформации.
Этот метод не признан среди мастеров приоритетным, он трудоемок и не обеспечивает достаточной точности, также могут появиться заломы и деформации.