
Как правильно выбрать аппарат для раструбной сварки ПП труб ? · +74993808811
Как правильно выбрать аппарат для раструбной сварки ПП труб ?
Аппараты для сварки враструб широко используются в строительстве, при прокладке трубо- и газопроводов, других коммуникаций. Кроме того, их активно применяют и при выполнении бытовых работ, когда возникает необходимость соединить полипропиленовые трубы или фитинги определенного диаметра.
На современном рынке представлены аппараты для сварки труб различных производителей и технических характеристик. Безусловно, это разнообразие на руку покупателям, однако оно заметно осложняет процесс выбора и приобретения нужного инструмента. Так на что же необходимо в первую очередь обращать внимание при выборе аппарата для сварки?
Определяем мощность нагревателя
Одним из наиболее важных технических параметров любого аппарата для сварки враструб является мощность его нагревателя. У разных аппаратов она может колебаться в пределах от 500 до 1300 Вт. Чтобы выбрать аппарат оптимальной мощности, вам нужно четко знать, для сварки труб какого диаметра вы будете его использовать. При этом следует руководствоваться следующим правилом: минимальная мощность нагревателя аппарата должна быть равна 10-кратному значению диаметра трубы или фитинга. Иными словами, сварить трубу диаметром 50 мм можно аппаратом с нагревателем мощностью не менее 500 Вт. Соответственно для сварки труб диаметром 70 мм потребуется аппарат с нагревателем мощностью не менее 700 Вт.
Чтобы выбрать аппарат оптимальной мощности, вам нужно четко знать, для сварки труб какого диаметра вы будете его использовать. При этом следует руководствоваться следующим правилом: минимальная мощность нагревателя аппарата должна быть равна 10-кратному значению диаметра трубы или фитинга. Иными словами, сварить трубу диаметром 50 мм можно аппаратом с нагревателем мощностью не менее 500 Вт. Соответственно для сварки труб диаметром 70 мм потребуется аппарат с нагревателем мощностью не менее 700 Вт.
Тип терморегулятора
Также необходимо обращать внимание и на тип терморегулятора аппарата. Существует две разновидности терморегуляторов – микропроцессорные и с термостатом. Для бытового использования лучше подходят модели с термостатом. Они отличаются достаточно высокой точностью регулирования, обладают надежной защитой от неконтролируемого нагрева. Большинство аппаратов с термостатом относится ко 2-му классу электробезопасности и сравнительно недорого стоит. Модели с микропроцессорными терморегуляторами считаются профессиональными и в большей степени предназначены для работы на крупных строительных объектах.
При выборе аппарата для сварки пластиковых труб следует расспросить у продавца и о свойствах покрытия той или иной модели. Оно обязательно должно быть антиприлипающим, в противном случае аппарат доставит вам массу хлопот в эксплуатации. Разумеется, материалы изготовления покрытия должны быть высококачественными и самыми современными.
Вспомогательные элементы
Очень важно, чтобы аппарат для сварки враструб был по-настоящему функциональным и удобным в работе. Для этого, к примеру, в нем должна быть предусмотрена возможность крепления опоры или струбцины. Наличие этих вспомогательных элементов существенно упрощает сварку, особенно на труднодоступных участках. Кроме того, рекомендуется выбирать аппараты со световым индикатором электросети, позволяющим контролировать ее параметры.
Комплект поставки
Наконец, стоит обращать внимание и на комплект поставки. И производители, и продавцы сварочного оборудования предлагают самые разнообразные комплекты, в которые помимо самого аппарата могут входить те или иные дополнительные элементы. Целесообразнее всего выбирать комплекты, в которые входят сменные нагревательные насадки. Кроме того, желательно, чтобы в комплекте были предусмотрены монтажные инструменты и уже упомянутые опоры (струбцина). Для переноски и хранения аппарата нужно использовать специальный металлический кейс, который также должен быть в базовом комплекте.
Целесообразнее всего выбирать комплекты, в которые входят сменные нагревательные насадки. Кроме того, желательно, чтобы в комплекте были предусмотрены монтажные инструменты и уже упомянутые опоры (струбцина). Для переноски и хранения аппарата нужно использовать специальный металлический кейс, который также должен быть в базовом комплекте.
Сварка пластиковых труб аппаратами
Сварка методом плавления пластиковых или же полипропиленовых труб осуществляется с применением высоких температур. Нагревательные элементы работают от стандартной электросети.
Сплавка полипропилена происходит при температуре от 260 градусов, именно после «доведения» материала до «состояния клейстера» возможна качественная спайка. Скрепляются трубы просто — достаточно прижать их друг к другу и продержать в таком состоянии несколько секунд. При правильном проведении всей операции, место соединения должно просматриваться слабо.
Стандартизированный набор инструментария
Для того, чтобы скрепить полипропиленовые трубы, используемые в выше обозначенных системах, нужен обязательный стандартизированный набор инструментария. Он в себя включает паяльник, насадки нагревательные, измерительную рулетку, специальные кусачки-ножницы, болты-крепёжники для насадок на сварочный аппарат и стандартизированный шаблон для отверстий. Кроме того, мастеру будет нужен уровень, с помощью которого можно будет определить угол наклона, дабы исключить всякую погрешность, и шестигранник.
Он в себя включает паяльник, насадки нагревательные, измерительную рулетку, специальные кусачки-ножницы, болты-крепёжники для насадок на сварочный аппарат и стандартизированный шаблон для отверстий. Кроме того, мастеру будет нужен уровень, с помощью которого можно будет определить угол наклона, дабы исключить всякую погрешность, и шестигранник.
Трубы для водоотлива, подачи воды, отопления и сварочный аппарат
Мощность среднестатистического сварочного аппарата достигает 1500 Вт, при этом он функционирует от обычной домашней электросети. При выборе аппарата лучше сделать приоритет для небольшой и анатомически скорректированной модели, которая повысит коэффициент полезности усилий мастера.
Для сварочного аппарата важна точность датчиков индикаторов температуры. При сохранении всех норм мастер минимизирует процент брака в своей работе.
Подготовительный этап перед сварочными работами
Полипропиленовые трубы — относительно мягкий материал, но всё же для качественной обработки нужны специальные ножницы. Особенно важно использование специальных ножниц для нарезки деталей, объемом начиная от тридцати двух миллиметров до шестидесяти трёх. Трубы большего диаметра разрезаются только с помощью ножовки, выполненной из металла.
Особенно важно использование специальных ножниц для нарезки деталей, объемом начиная от тридцати двух миллиметров до шестидесяти трёх. Трубы большего диаметра разрезаются только с помощью ножовки, выполненной из металла.
Лезвия ножниц для резки пластиковых труб должны быть именно стальными, причем сталь предпочитается закалённая или особой твёрдости. Хорошие ножницы прослужат около года, конечно, при соблюдении всех мер предосторожности.
После завершения подготовительного этапа, можно приступить к приготовлению насадок.
Что из себя представляют насадки?
При покупке сварочного аппарата с ним в комплекте зачастую уже идут стандартные насадки, но только диаметром от шестнадцати до сорока миллиметров. Если сварочный аппарат нужен для спайки деталей, которые по своему диаметру превышают обозначенные размеры,то дополнительные насадки нужно будет приобрести отдельно. Эти детали выполнены из металлических сплавов, но покрыты они одинаково — тефлоновая оболочка защищает насадку от «прилипания» расплавленных пластмасс, что позволяет улучшить результат самого соединения. Именно поэтому тефлоновое покрытие должно чиститься после каждого применения аппарата, причем одинаковое внимание нужно уделять и той части, куда надевается фитинг, и той, куда вставляется сама пластиковая труба.
Именно поэтому тефлоновое покрытие должно чиститься после каждого применения аппарата, причем одинаковое внимание нужно уделять и той части, куда надевается фитинг, и той, куда вставляется сама пластиковая труба.
Нагревание всей насадки происходит равномерно из-за специфической конструкции и материала с высокой теплопроводностью, из которого и выполнены детали. Насадки крепятся к аппарату для спайки труб с помощью специальных болтов.
Включаем сварочный аппарат для сварки труб
При включении сварочного аппарата для пластиковых труб нужно внимательно следить за индикаторами включения и термического регулирования. Как только термодатчик выключается, мастер может приступать к работе, потому что затухание этого индикатора сигнализирует о том, что аппарат достигнул требуемой температуры.
Начинающим мастерам лучше быть аккуратными с первым включением, потому что начальная прогонка обычно бывает чуть дольше, чем требуется для стандартного разогрева. Поэтому насадка может перегреться на 40 — 60 градусов. Такая температура непременно повлечет за собой деформацию заготовки.
Такая температура непременно повлечет за собой деформацию заготовки.
Таким образом, первое включение лучше всего провести «в холостую», а к спайке приступать уже после второго раза.
Как правильно выбрать сварочный аппарат для ваших нужд (MIG, Stick и TIG)
Если вы новичок в сварке, широкий ассортимент продукции на рынке поначалу может показаться ошеломляющим.
Подобно Ford, Toyota и Mercedes Benz в автомобильной промышленности существует несколько крупных производителей сварочных аппаратов. Крупнейшие компании — это Lincoln, Miller, Hobart (сейчас принадлежит Миллеру) и ESAB.
Как и автопроизводители, выпускающие седаны, пикапы, спортивные купе и внедорожники, существует несколько «моделей» сварочных аппаратов, каждая из которых служит разным целям и предназначена для определенных пользователей.
Выбрать то, что вам нужно, не составит труда. Приведенная ниже информация может помочь вам в этом процессе.
Типы сварочных аппаратов
Наиболее часто используемые сварочные аппараты:
- металл в среде инертного газа (MIG)
- вольфрам в среде инертного газа (TIG)
- дуговая сварка в среде защитного металла («SMAW» или Stick)
- окси-ацетилен сварочные аппараты («газовые» или «кислородные»)
Существуют также универсальные, более дорогие многофункциональные машины, которые могут выполнять сварку с использованием более чем одного сварочного процесса. Также существуют моторные (топливные) сварочные аппараты для работы от электросети. (Эти более сложные сварочные аппараты будут рассмотрены в других статьях.)
Также существуют моторные (топливные) сварочные аппараты для работы от электросети. (Эти более сложные сварочные аппараты будут рассмотрены в других статьях.)
В этом введении мы сосредоточимся на основных сварочных аппаратах MIG, TIG и аппаратах для сварки электродом. Если вы не знакомы с различными процессами сварки, ознакомьтесь с основным руководством по процессам сварки, прежде чем продолжить.
Понимание основных процессов важно для новичка или начинающего сварщика. Ваши перспективы трудоустройства резко увеличатся, если вы поймете особенности и преимущества, связанные с различными типами сварщиков.
Например, знание того, какая модель лучше всего подходит для конкретного задания и какая присадочная проволока, проволока или стержневой электрод лучше всего соответствуют требованиям кодекса, дает вам право на работу в качестве супервайзера, помощника проекта, техника по сварке или закупщика в вашей компании.
Эта статья начинается с основ выбора машины. После этого я покажу вам, как читать «спецификации», включенные в литературу по продажам продуктов, и научу вас, как сравнивать ключевые характеристики.
После этого я покажу вам, как читать «спецификации», включенные в литературу по продажам продуктов, и научу вас, как сравнивать ключевые характеристики.
Шаг 1: Определите тип металла, который вы будете сваривать
Углеродистая сталь
Большинство сварных швов выполняется на трубах из углеродистой стали или листовом металле. Углеродистая сталь (или обычная сталь) может выдерживать большое количество тепла. Таким образом, в отличие от других металлов, перечисленных ниже, этот металл очень прощает, когда начинающий сварщик прикладывает слишком много тепла.
Большинство процессов сварки используют углеродистую сталь. Кроме того, вам не нужно много функций на машине, чтобы получить красивый сварной шов.
Нержавеющая сталь
Нержавеющая сталь («SS») более требовательна к теплу. Этот сплав, состоящий из стали, хрома и никеля, используется производителями для изготовления сосудов для пищевых продуктов, напитков и многих других изделий, в основном из-за его антикоррозионных свойств.
Рабочие обычно сваривают нержавеющую сталь, используя машины MIG или TIG. Сварные швы из нержавеющей стали требуют меньшего тока, чем углеродистая сталь, из-за более низкой теплопроводности металла. Кроме того, повышенная сложность большинства сварных швов из нержавеющей стали требует, чтобы сварщик имел приличные средства управления, чтобы получить правильную дугу и/или сварочную ванну.
Вы также можете найти стержневые электроды из нержавеющей стали. Это позволяет использовать сварочный аппарат для выполнения работы. Но имейте в виду, что основной металл должен быть достаточно толстым, чтобы выдерживать высокую температуру электродной сварки, и вы часто получаете больше брызг по сравнению со сваркой MIG или TIG.
Родственный : Почему сварка нержавеющей стали трудна
Алюминий
Для сварщиков алюминий пришел с другой планеты.
Являясь цветным металлом, алюминий так хорошо проводит тепло, что вам постоянно требуется больше его, чтобы расплавить ванну. В то же время заготовка легко деформируется, если сильно нагреется. Следовательно, для работы с алюминием часто требуется более сложное оборудование.
В то же время заготовка легко деформируется, если сильно нагреется. Следовательно, для работы с алюминием часто требуется более сложное оборудование.
Вы можете использовать сварочные аппараты MIG (особенно с функцией импульсной сварки) для алюминия. Тем не менее, многие механизмы подачи проволоки не могут подавать алюминиевую присадочную проволоку. Поэтому необходимо приобрести отдельное дополнение, называемое шпульным пистолетом.
Если вы собираетесь сваривать MIG алюминий, убедитесь, что к вашему сварочному аппарату MIG можно подключить шпульный пистолет. Не все это делают.
Аппарат для сварки TIG, предназначенный для алюминия, должен иметь возможность отключения питания переменного тока («AC-TIG»). Другие полезные функции включают инверторную электронику, технологию прямоугольных импульсов, контроль баланса и импульсный режим. Естественно, эти дополнительные функции повысят стоимость сварочного аппарата TIG.
Хотя это не лучший выбор, аппарат для сварки стержнем также может сваривать алюминий.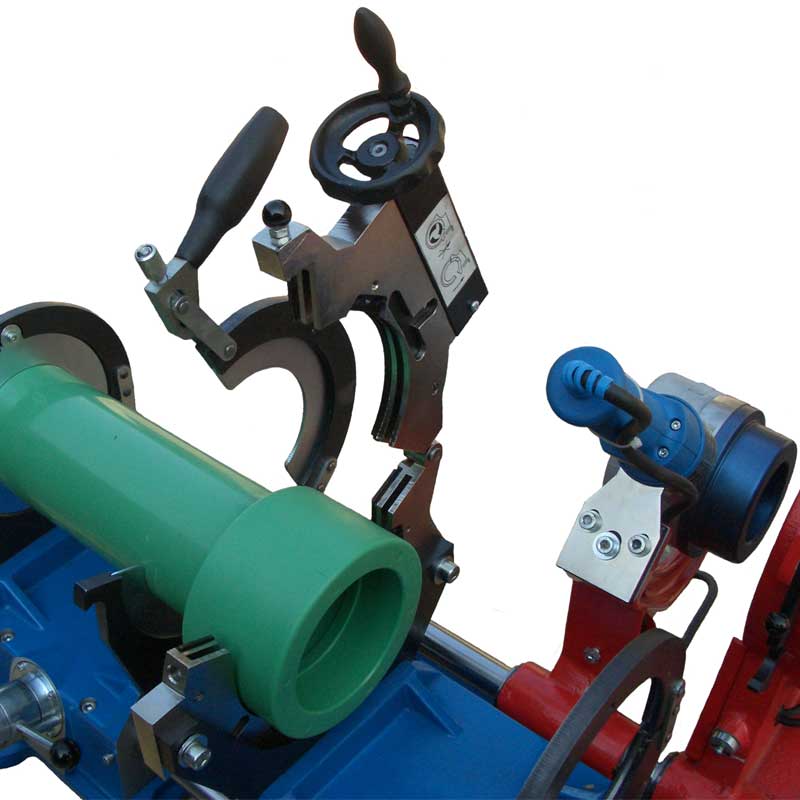 Как и в случае с нержавеющей сталью, основной металл должен быть достаточно толстым, чтобы выдерживать высокие температуры.
Как и в случае с нержавеющей сталью, основной металл должен быть достаточно толстым, чтобы выдерживать высокие температуры.
Титан
Титан (используется в нестандартных велосипедах и самолетах), хроммолибден (используется в мотоциклах и автомобилях) и другие экзотические металлы имеют свои особенности термочувствительности, которые должны учитывать сварщики.
Поскольку эти металлы очень дорогие, вы не хотите совершать ошибки при их сварке. Следовательно, им требуется сложная машина для сварки TIG с широкими возможностями управления, а также большим количеством настроек и приспособлений, а также опытный ветеран за управлением.
Шаг 2. Установите диапазон силы тока, охватывающий все возможные толщины металла
Чем толще металл, тем больший ток требуется для сварки соединения с хорошим проплавлением.
Поскольку стоимость сварочного аппарата частично зависит от того, сколько тока он вырабатывает, вы должны заранее определить максимальную толщину основных металлов и приспособлений, с которыми вы собираетесь работать в своей мастерской.
Толстая конструкционная сталь и трубы толщиной более полудюйма требуют использования мощного сварочного аппарата MIG или аппарата для сварки электродом. Согласно Miller Electric, вам нужно один ампер мощности на каждую сотую дюйма толщины мягкой стали .
Например, для листа мягкой стали толщиной 1/8 дюйма (0,125 дюйма) требуется приблизительно 125 ампер. Нержавеющей стали требуется примерно на 10% меньше сока, чем углеродистой стали, а алюминию требуется примерно на 25% больше. Текущие настройки также привязаны к диаметру присадочной проволоки/стержней, как описано в другом нашем руководстве по настройке параметров аппарата MIG.
И наоборот, работа с очень тонким металлом требует слабого нагрева (и силы тока) на более чувствительном сварочном аппарате. В этом случае цель состоит в том, чтобы обеспечить достаточное количество тепла для выполнения работы.
Иногда слабый ток вызывает нестабильную дугу, и это настоящий кошмар для сварщика. Кроме того, если в основной металл поступает слишком много тепла, область вокруг сварного шва ослабевает или плавится.
Кроме того, если в основной металл поступает слишком много тепла, область вокруг сварного шва ослабевает или плавится.
Так что, если вам нужно работать с тонким материалом или алюминием, обратите внимание и на низкие частоты усилителей. Кроме того, многие функции, только что описанные выше для алюминия, применимы и при сварке чрезвычайно тонких заготовок из любого типа металла.
Если вы будете осторожны, вы можете использовать кислородно-ацетиленовый комплект для сварки тонкого железосодержащего материала. Но убедитесь, что горелка может вместить крошечное сварочное сопло размером в три (т. е. 000) размеров.
Шаг 3: Решите, где вы будете проводить сварочные работы
Знание того, где вы будете проводить сварку большую часть времени, определяет, какое оборудование вам следует приобрести.
Есть несколько моментов, о которых стоит подумать:
Источник питания
Если вы подключаете машину к стене (т. е. к электросети), вы можете выбрать следующие варианты:
- 110/120 вольт AC — это стандартная мощность, предоставляемая каждому потребителю коммунальных услуг, жилому и коммерческому.
 Несколько аппаратов для дуговой сварки начального уровня рассчитаны на входную мощность 115 вольт, но не многие.
Несколько аппаратов для дуговой сварки начального уровня рассчитаны на входную мощность 115 вольт, но не многие. - 220/240 В переменного тока — это мощная 30-амперная цепь, используемая в большинстве сварочных аппаратов. На любом промышленном объекте это будет доступно. Жилая электропроводка – другое дело. Поскольку большинству сварочного оборудования требуется цепь на 30 ампер, вам, возможно, придется нанять лицензированного электрика для подключения цепи от панели управления.
- Однофазное и трехфазное – Большинство электрооборудования рассчитано на нормальную «однофазную» работу, питающуюся от линии напряжения 220-240 В, отходящей от сети. Однако на многих складах и других промышленных объектах доступен «трехфазный» вариант. В этом сценарии к цепи присоединяется третий горячий провод, что обеспечивает большую силу тока для питания больших двигателей. Этот вариант также обеспечивает лучшую энергоэффективность, поэтому компании готовы инвестировать в трехфазные машины, чтобы сэкономить на счетах за электроэнергию. Однако вы не можете использовать трехфазный автомат дома.
 Несколько аппаратов для дуговой сварки начального уровня рассчитаны на входную мощность 115 вольт, но не многие.
Несколько аппаратов для дуговой сварки начального уровня рассчитаны на входную мощность 115 вольт, но не многие. Однако вы не можете использовать трехфазный автомат дома.
Однако вы не можете использовать трехфазный автомат дома.Автономный сценарий
Если вы свариваете на открытом воздухе и не имеете доступа к электросети, для выполнения задания вам понадобится сварочный аппарат с приводом от двигателя или сварочный аппарат-генератор. Фермеры и сварщики, работающие в поле, обычно покупают машины этого типа.
В зависимости от модели генераторы работают на бензине, дизельном топливе или жидком пропане (не на всех трех) и подходят для электродуговой сварочной горелки, горелки TIG или устройства подачи проволоки MIG/Flux-core и горелки. Нижняя часть этой ниши продукта начинается примерно с 2000 долларов и используется только для сварки стержнем.
При просмотре документации по продуктам обратите внимание на символы CC (постоянный ток) и CV (постоянное напряжение), если вы собираетесь запускать сварочный аппарат от генератора.
Аппараты CV дороже, но являются правильным выбором, если вы подключаете аппарат для сварки MIG/флюсовой проволокой к генератору. Вам также необходимо знать свои требования к мощности (т. Е. Максимальная мощность), чтобы выбрать генератор правильного размера.
Вам также необходимо знать свои требования к мощности (т. Е. Максимальная мощность), чтобы выбрать генератор правильного размера.
Осторожно, Калифорния разрешает использование только генераторов, отвечающих стандартам с низким уровнем выбросов углерода, иначе называемых CARB-совместимыми.
Ветреная погода
Если вы планируете сварку в незащищенных местах, где возможен ветерок, это может отрицательно сказаться на сварных швах.
Газ CO2/аргон, используемый в процессе сварки MIG для защиты расплавленной ванны, сдувается ветром и становится неэффективным. Эта проблема приводит к окислению и пористости сварных швов.
В условиях ветреной погоды, когда нельзя использовать защитный газ, вам может понадобиться переключить сварочный аппарат MIG в режим сварки с флюсовой проволокой (или использовать прямой сварочный аппарат с флюсовой проволокой). Проволока с покрытием обеспечивает все необходимое для качественного сварного шва, включая экранирование, поэтому газ не требуется.
В качестве альтернативы, сварочный аппарат может работать при ветреной среде (но не слишком). Подобно порошковой проволоке в аппарате MIG, стержневой электрод покрыт флюсом, чтобы обеспечить то, что вам нужно.
Оба этих процесса сварки содержат твердые раскислители внутри проволоки или прутка. Они испаряются прямо над ванной во время сварки, оставляя после себя защитный слой шлака.
Шаг 4: Понимание основных характеристик для сравнения
При чтении литературы по продажам различных сварщиков трудно понять жаргон и коммерческие предложения.
Но вот несколько ключевых моментов, на которые следует обращать внимание:
Рабочий цикл
Эта спецификация показывает, сколько непрерывной сварки машина может проварить за десять минут.
Традиционно рабочий цикл определяется как количество минут из 10-минутного периода, в течение которых сварщик может выполнять сварку при максимальном токе, предлагаемом аппаратом. После достижения предела машине необходимо дать остыть в течение оставшейся части 10-минутного периода.
Иногда производители указывают рабочий цикл в процентах. Итак, вы должны сделать математику в своей голове. Просто умножьте процент на десять, чтобы получить количество минут сварки за 10-минутный интервал. Если вы превысите рабочий цикл, машина нагревается, и цепи внутри могут перегореть.
Например, очень недорогой аппарат с максимальным током 70 ампер может иметь 10-процентный рабочий цикл. Это означает, что вы можете сваривать 1 минуту из каждых 10 без перегрева или перегорания оборудования.
В общем, вы можете искать рабочие циклы в зависимости от ваших потребностей. Как правило:
- легкие промышленные/любительские 20%
- средние 40-60%
- тяжелые 60-80%
Но в настоящее время производители играют с формулой. Чтобы похвастаться более высоким рабочим циклом, они сообщают процент на основе более низкой настройки силы тока. Таким образом, для машины, которая обеспечивает рабочий цикл 10% при максимуме 140 ампер, вместо этого вы можете увидеть рейтинг 30% при 115 ампер.
Таким образом, при считывании рабочего цикла для различных сварочных аппаратов обратите внимание также на амперы. Рабочий цикл увеличивается по мере снижения силы тока.
С другой стороны, вы можете использовать ту же тактику, чтобы обойти низкий рабочий цикл для машины, которая в остальном соответствует всем вашим потребностям. Просто купите модель с более высоким максимальным током, чем вы предполагаете использовать. Таким образом, вы эффективно увеличиваете рабочий цикл усилителей, которые вам нужны.
Напряжение холостого хода
Это напряжение, исходящее от горелки или пистолета для дуговой сварки, когда ток не течет.
С одной стороны, довольно опасно иметь на верстаке действующую схему, которая может привести к серьезной травме. (Вот почему OSHA ограничивает OCV для оборудования.)
С другой стороны, OCV влияет на работу электрода горелки при поджигании дуги. Для некоторых видов сварки требуется дополнительный удар, который вы получаете при запуске.
В частности, стержни E6010 и E7018 при электродуговой сварке требуют достаточно высокого OCV. Это позволяет создать более четкую дугу, когда сварщик царапает стержень по металлу, чтобы начать сварку.
Частой проблемой студентов является невозможность зажечь дугу, поэтому низкий OCV на небольшом сварочном аппарате может усугубить ситуацию. Вы должны принять к сведению OCV в спецификациях, если вы новичок, изучающий сварку.
OCV около 80 вольт считается нормальным для сварочного аппарата. В сварочном аппарате MIG оно может упасть примерно до 35, но это не имеет большого значения, поскольку при сварке MIG дуга обычно зажигается без суеты, когда вы нажимаете на курок.
Защита от тепловой перегрузки
Он либо есть в машине, либо нет, и покупать нужно только машину, в которой он есть. Эта функция автоматически отключает выходную мощность вашего резака или пистолета, если внутренняя цепь начинает перегреваться.
Вентилятор или другой охлаждающий механизм будет продолжать работать, помогая рассеивать тепло (при условии, что вы оставите машину включенной).
В некоторых спецификациях эта функция четко указана. Но с другими продуктами вам, возможно, придется проверить руководство по оборудованию или обратиться к торговому представителю.
Шаг 5. Определите, нужно ли вам использовать сжатые газы
Различные газы (CO2, аргон, кислород и т. д.) или смеси газов используются для различных сварочных процессов.
Для сварки MIG тип газа, который вам нужен, зависит от процесса, основного металла, положения сварки и условий окружающей среды. Используемые газы включают аргон, CO2, гелий, кислород и азот или смеси этих газов. Например, обычно используется смесь аргона и CO2.
При кислородной сварке вам просто нужны кислород и горючий газ.
Подробнее о сварочных газах можно прочитать здесь.
В аппарате TIG обычно используется чистый аргон. Но в некоторых специальных приложениях может потребоваться гелий. Защитный газ для сварки TIG может представлять собой специальную смесь газов, предназначенную для конкретных применений, например газы для сварки MIG..jpg)
Если вам необходимо использовать сжатый газ, вы должны рассмотреть несколько других вещей:
- Если вы покупаете сварочный аппарат, для которого требуется газ, хранящийся в баллоне под давлением, в какой-то момент вам нужно будет транспортировать бак поставщику для заправки. Убедитесь, что в вашем регионе есть поставщик с разумной политикой обмена и заполнения пустых баков.
- Сами баки можно купить или взять в аренду у поставщика. Цилиндры бывают нескольких размеров, поэтому вам придется выяснить, какой размер вам нужен, исходя из того, как часто вы будете его использовать. Как правило, заполнение большого бака стоит ненамного дороже, чем заполнение маленького. Получите самое большое, что вы можете себе позволить, и храните.
- Существует множество вопросов безопасности и требований к хранению, связанных с газом. Убедитесь, что вы понимаете, что происходит, прежде чем покупать сварочное оборудование, в котором оно используется. Если вы думаете о покупке подержанного баллона, убедитесь, что ваш поставщик газа согласится заправить его перед покупкой. Всегда держите товарный чек и другую документацию под рукой. OSHA требует, чтобы все резервуары проверялись каждые два года.
- Для большинства сварок MIG с низкоуглеродистой сталью требуется сочетание 75 % аргона и 25 % CO2, хотя некоторые сварщики используют 100 % CO2 с хорошими результатами. Для сварки алюминия методами MIG и TIG обычно требуется чистый аргон. Нержавеющая сталь требует трехкомпонентной смеси 90% гелия, 7,5% аргона и 2,5% СО2. Не волнуйся; вам не нужно смешивать газы самостоятельно. Вы просто покупаете нужную смесь, но вам понадобится отдельный баллон для каждого газа, который вы используете.
- Использование сжатых газов с аппаратом для дуговой сварки увеличивает ваши расходы, но вы экономите деньги на присадочных прутках. Присадочная проволока для сварки MIG дешевле и эффективнее электродов для ручной сварки. (Самозащитная порошковая проволока также не требует защитного газа.)
- И ацетилен, и кислород сейчас дороги. Вот почему кислородно-ацетиленовый процесс обычно используется для газовой резки, а не для сварки.
 Всегда держите товарный чек и другую документацию под рукой. OSHA требует, чтобы все резервуары проверялись каждые два года.
Всегда держите товарный чек и другую документацию под рукой. OSHA требует, чтобы все резервуары проверялись каждые два года.
Теперь найдите своего сварочного аппарата
Мы собрали лучших в каждой категории. Найдите их ниже:
- Сварочные аппараты MIG
- Сварочные аппараты TIG
- Сварочные аппараты Stick
Подведение итогов
Выбор подходящего сварочного аппарата сводится к выбору аппарата, который соответствует вашим потребностям. Пять только что рассмотренных ключевых моментов помогут вам в этом процессе и включают в себя: 9.0005
- Определите типы металлов, которые вы будете сваривать.
- Определите диапазон толщины, с которым вы собираетесь работать (и необходимые выходные усилители).
- Подумайте, где вы будете работать (например, в помещении или на улице).
- Сравните основные характеристики конкурирующих сварочных аппаратов, например, рабочий цикл.
- Решите, нужен ли вам сжатый газ. Если да, примите соответствующие меры.
Эти шаги не только помогут вам пройти через процесс выбора сварщика.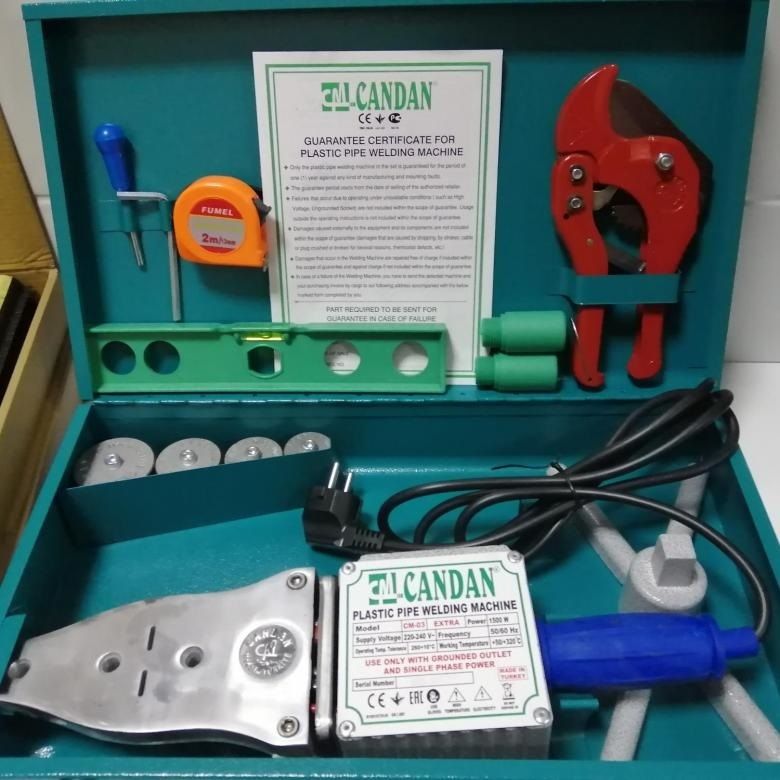 Вы узнаете о различных единицах и о том, что лучше всего работает в определенных ситуациях. Знание различных сварочных процессов и широко используемых машин делает вас лучшим сварщиком и более ценным для потенциального работодателя.
Вы узнаете о различных единицах и о том, что лучше всего работает в определенных ситуациях. Знание различных сварочных процессов и широко используемых машин делает вас лучшим сварщиком и более ценным для потенциального работодателя.
Как правильно выбрать метод сварки труб?
Столкнувшись с необходимостью выбора метода сварки, возникает вопрос, что следует отдать приоритет качеству или эффективности.
Однако главным аспектом всегда будут спецификации конечного потребителя. Какова его сфера деятельности? Какой результат сварки он ожидает?
Легко понять разницу между сваркой толстой трубы большого диаметра, подготовленной со скошенной кромкой, которая должна быть заполнена, например, для трубопровода, и сваркой тонкой трубы толщиной 3 мм, которая должна соответствовать требованиям качества чистой обстановка комнаты.
Таким образом, выбор метода сварки труб, как правило, определяется заявкой заказчика. Какие еще критерии следует учитывать при выборе метода сварки труб?
Как выбрать наиболее подходящий метод сварки? Наши специалисты делятся с вами своими советами!
Критерий 1: Первоначальные инвестиции в метод сварки
Цена сварочного оборудования зависит от метода сварки и первоначальной закупочной цены.
При таком уровне инвестиций важно, чтобы оборудование со временем окупало себя.
>> Сколько стоит орбитальная сварка?
Критерий 2: Качество сварных швов
В целом можно сказать, что качество повышается с увеличением объема инвестиций. Здесь важную роль играет степень автоматизации. Источник сварочного тока с соответствующим WPS всегда будет обеспечивать наилучшее качество сварки при условии, что труба предварительно хорошо подготовлена.
С другой стороны, ручная сварка всегда будет зависеть от опыта, ноу-хау и физического, а также психического состояния сварщика. Степень качества конечного шва является существенным критерием выбора способа сварки труб.
