
Технология порошковой окраски металлических изделий
Современные технологии окрашивания металлических изделий порошковыми красками стремительно развиваются. Использование жидких лакокрасочных материалов в производственных условиях постепенно уходит на второй план. Большинство производителей металлоизделий делает выбор в пользу порошковых красок, так как они обеспечивают качественное и долговечное декоративно-защитное покрытие.
Что такое порошковые краски
Этот высокотехнологичный красящий материал обладает уникальными свойствами, которых нет у жидких красок. Они состоят из красящих пигментов, пленкообразующих смол и катализаторов, обеспечивающих отвердение материала. В их составе отсутствует растворитель, а в функции дисперсионной среды выполняет воздух. Это делает порошковые краски менее токсичными и более дешевыми в производстве.
Что окрашивают сухими красками
Метод порошкового окрашивания подходит не для всех поверхностей. Его используют, когда необходима дополнительная защита от коррозии, долговечность и прочность. В некоторых случаях порошковая краска способна обеспечить электроизоляцию.
Порошковое окрашивание применяют в основном в промышленном производстве для:
- кованых изделий, алюминиевых профилей и оцинкованного металла;
- лабораторного и медицинского инвентаря;
- мебели;
- бытовой техники;
- спортивного инвентаря.
Преимущества порошкового окрашивания
- Минимальное количество отходов. Окрашивание на качественном оборудовании дает эффективность до 98%.
-
В лучшую сторону изменяются санитарно-гигиенические условия туда. Это экологически чистая технология, при которой даже в печи концентрация летучих веществ не доходит до предельно допустимых норм.
- Не используются растворители, что дает меньшую усадку и практически отсутствие пор на поверхности изделия.
- Более экономное использование материала при окрашивании. Порошковое покрытие затвердевает в течение получаса и дает возможность получить более толстое однослойное покрытие. Экономия также заключается в отсутствии необходимости содержать большие производственные площади для подсушивания изделия на воздухе. При транспортировке более твердое порошковое покрытие не повреждается, что дает возможность снизить затраты на упаковку.
- Поверхность, окрашенная порошковой краской, устойчива к ультрафиолету, имеет электроизоляционные и антикоррозийные свойства.
- Порошковая краска дает возможность создать палитру из более 5000 цветов.
- Пониженная степень взрыво- и пожароопасности на производстве.
Недостатки порошкового окрашивания
- Плавление порошка производится при температуре выше 150 0С, что не дает возможности окрашивать дерево и пластик.
- Сложно нанести тонкий слой краски.
- Оборудование для сухого окрашивания узконаправленное. В больших печах неэффективно окрашивать маленькие детали, а в небольшой печи нельзя окрасить поверхность большой площади.
- Для каждого цвета необходимо использовать отдельный контейнер.
- Сложно окрашивать предметы нестандартной формы или сборные конструкции.
- Оснащение покрасочной линии требует больших вложений.
- Если на поверхности появятся дефекты, локально устранить их не удастся, придется перекрашивать все изделие.
- Нет возможности делать колеровку, использовать можно только заводские краски.
Виды порошковых красок
По типу образования пленки сухие краски принято подразделять на:
- термореактивные. Готовая пленка образуется после химических преобразований;
- термопластичные. Окрашивание происходит под воздействием высокой температуры без химических реакций.
Термореактивные краски более распространены. Для их приготовления используются акриловые, эпоксидные или полиэфирные смолы. Их преимущество заключается в том, что поверхность не будет деформироваться после повторного разогрева. Термореактивные краски могут применяться для окрашивания изделий, которые будут эксплуатироваться в тяжелых условиях.
В термопластичных красках в качестве смол могут использоваться полиэстеры, винилы или нейлоны. Твердое покрытие образуется без химической реакции только путем остывания и затвердевания. Состав затвердевшей краски аналогичен составу исходного материала. Это позволяет повторно производить нагревание и плавление порошка.
Способы нанесения порошковой краски
Технология окрашивания при помощи сухого материала позволяет применять несколько вариантов распыления порошка.
-
Нанесение краски направленным потоком воздуха. Изделие нагревается и при помощи краскопульта частицы порошка распределяются по поверхности. Качественное покрытие получается только после наиболее точного определения температуры нагревания металла. Недостатком этого метода является необходимость дополнительной термической обработки после полимеризации.
-
Электростатическое напыление. Этот метод окрашивания наиболее распространен. Прилипание частичек обеспечивается электростатическим напряжением. После полимеризации изделие остывает в естественных условиях. Не прилипший порошок можно повторно использовать, для его сбора предусмотрены специальные камеры. Лучше всего этот метод подходит для изделий простой формы и небольшого размера.
- Применение пламени. Для этого метода окрашивания используются пистолеты с встроенной пропановой горелкой. Частицы порошка расплавляются, проходя через пламя, и попадают на поверхность изделия в полужидком состоянии. Поверхность изделия не подвергается нагреванию. Слой краски получается более тонким и прочным. Этот метод преимущественно используется для окрашивания крупных предметов.
Оборудование для сухого окрашивания
В порошковом окрашивании нанесение краски не является заключительным этапом. Чтобы полимер закрепился на поверхности, его нагревают в печах. Линия порошкового окрашивания состоит из:
- камеры для нанесения порошка. В этой герметичной камере наносится красящее вещество на металл;
- электростатического распылителя для нанесения порошка. Благодаря статическому электричеству, создаваемому источником высокого напряжения, краска равномерно наносится на конструкции любой формы;
- камеры полимеризации. Она обеспечивает постоянную температуру и оснащена системой вентиляции. В ней происходит процесс полимеризации краски и ее равномерное распределение по изделию;
- компрессора. Он предназначен для создания определенного давления в камере окрашивания;
- устройства для транспортировки металлоизделий. Тяжелые и большие окрашенные изделия должны аккуратно перевозиться, чтобы порошок с них не осыпался. Это обеспечивают специальные тележки, передвигающиеся по монорельсу.
Технология порошкового окрашивания
Получить качественное декоративное покрытие на изделии из металла при помощи порошковой краски можно только путем строго соблюдения технологии окрашивания. Методика заключается в том, что сухие частицы краски распыляют на очищенную и обезжиренную поверхность. Ровный однородный слой порошка на изделии обеспечивается тем, что на отрицательно заряженную поверхность металла, частицы краски с положительным зарядом легко прилипают. Чтобы эти частицы превратились в слой краски, их запекают в печи при температуре от 150-250 0С.
Технология порошкового окрашивания состоит из трех этапов:
- подготовка;
- окрашивание;
- полимеризация.
Подготовка поверхности изделия к окрашиванию
Этот этап наиболее долгий и сложный. От предварительной подготовки поверхности металла будет зависеть дальнейшее качество покрытия: прочность, эластичность. Предварительный этап включает в себя:
- очистку от загрязнений;
- обезжиривание;
- фосфатирование.
С металлической поверхности удаляется ржавчина, окислы, грязь. Если старое покрытие оставить, то краска будет плохо сцепляться с поверхностью и покрытие прослужит недолго.
Самый эффективный метод удаления ржавчины и окислов – дробеструйная очистка. Для этого используется песок, стальные или чугунные гранулы. Мелкие частицы под сильным давлением или воздействием центробежной силы подаются на металл и оббивают с него загрязнения.
Можно использовать химическую очистку или травление. Для этого подойдет соляная, серная, азотная или фосфорная кислоты. Это более простой способ, позволяющий обработать большее количество изделий, чем дробеструйная чистка. Но он требует последующего промывания изделия от кислот, что ведет к дополнительным временным и финансовым затратам.
Фосфатирование изделия аналогично грунтованию. Поверхность обрабатывается составом, создающим фосфатную пленку, улучшающую адгезию.
Нанесение краски
Окрашивание производится путем электростатического напыления в специальных камерах с системой отсоса воздуха, которая не дает краске попасть наружу. Для окрашивания крупных предметов используются камеры проходного типа, а для мелких деталей тупиковые. Есть камеры, в которых краска наносится автоматическими пистолетами-манипуляторами.
Распыление производится пневматическим пистолетом. Положительно заряженные частицы краски обволакивают заземленную деталь и прилипают к ней. Весь процесс происходит следующим образом:
- порошковая краска в специальном бункере смешивается с воздухом. Пропорции регулируются при помощи вентилей;
- смесь краски и воздуха проходит через распылитель с высоковольтным источником, где частицы получают необходимый положительный заряд;
- краска распыляется на изделие и закрепляется на нем;
- вытяжная вентиляция уносит частицы, не получившие нужного заряда. Там они собираются в специальном бункере, а затем повторно используются или утилизируются.
Полимеризация или запекание
Металлоизделие с нанесенной краской помещается в печь. В ней под воздействием постоянной температуры происходит нагревание детали и полимеризация краски. Частицы сплавляются, образуя пленку, затем отвердевают и охлаждаются. Весь процесс занимает около 15–30 минут. Время полимеризации зависит от размера изделия и типа печи.
Температура в камере полимеризации держится в пределах 150-200 0С и зависит от типа краски. Расплавленный порошок способен заполнить все микронеровности, что дает хорошее сцепление с поверхностью металла.
Все необходимые свойства краска получает на этапе отвердения это прочность, внешний вид, защита. После этого изделие должно охладиться в течение 15 минут. В противном случае покрытие может быть повреждено, на него налипнет пыль и грязь.
Итог
Порошковое окрашивание — это наиболее экономичный, быстрый и экологичный способ получения надежной защитной поверхности на металле. Срок службы изделия значительно увеличивается, а декоративное покрытие может быть разнообразным не только по цвету, но и по структуре.
Сложности технологии заключаются в строгом соблюдении всех этапов. Для этого необходимо наличие специальной производственной линии. Проблемы могут возникнуть при:
- окрашивании крупногабаритных предметов;
- изделий сложной формы;
- конструкций из смешанных материалов.
Перед другими типами окрашивания сухой способ имеет бесспорные преимущества:
- безотходность;
- разнообразие красок по стоимости и свойствам;
- высокие физико-механические показатели окрашенной металлической поверхности.
По этим причинам порошковое окрашивание стало одним из самых популярных современных методов защиты металла от повреждений.
Технология порошковой покраски металла
Порошковая покраска металла – современный метод окрашивания и защиты поверхностей. Жидкое покрытие с частицами порошка наносится на окрашиваемую деталь. Частицы удерживаются на поверхности силой электростатического притяжения. При высокой температуре частицы мелкодисперсного порошка расплавляются и полимеризуются, образуя единое качественное покрытие.
Характеристика и сферы применения порошкового окраса
Порошковая краска – жидкий состав на базе полимерных смол с отвердителями и модификаторами текучести. Для цвета добавлены пигменты. Температура обработки в камере 200–250 градусов. Технология порошковой покраски применяется для изделий, способных выдержать без деформации температуру, при которой происходит запекание покрытия.
Наибольшее распространение технология получила:

Порошковая краска используется в промышленном производстве металлических изделий
- в промышленном производстве металлических изделий;
- в металлургии;
- в производстве строительных материалов.
Стекло, керамика, МДФ также окрашиваются по этому методу.
Порошковой краской покрывают широкий сегмент товаров и конструкций, в том числе:
- мебель, бытовую технику;
- медицинские инструменты, оборудование;
- спортивный инвентарь;
- листовой металл, алюминиевые профили.
Основные преимущества и недостатки порошковой покраски
Порошковая покраска хорошо защищает поверхность. Краска ложится плотным слоем, толщиной 35–250 мкм, количество пор меньше. Один слой заменяет 2–3 слоя обычной краски. Ровная прочная плёнка покрытия не царапается, не повреждается при транспортировке.

Особенности порошковой покраски
Технология производства работ позволяет собирать распылённую в воздухе краску для повторного использования. Потери красящего состава сведены к минимуму, составляют 1–4% общей массы. Процесс покраски металла несложный, нетрудоемкий, не требует большого количества работников. Эти факторы удешевляют стоимость нанесения на квадратный метр конструкции.
Коррозия металла, окрашенного таким способом, исключена. Металлические изделия не выцветают под солнечным светом, цвет, качество покрытия не меняется в любых погодных условиях. Разнообразная палитра имеет множество оттенков, воспроизводит сложные фактуры бронзы, гранита, серебра. Блеск варьируется от матового до глянца.
Порошковая краска поставляется производителем уже готовой к работе, растворитель не применяется. Детали под порошковую окраску не грунтуют.
К недостаткам порошковой покраски относятся:

Состав краски не колеруется и выбор идёт из готовой палитры оттенков
- состав не колеруется, выбор идёт из готовой палитры оттенков;
- невозможность нанесения вручную, только в цеховых условиях на специальном оборудовании;
- при дефекте в покраске металла исправить отдельный участок невозможно, деталь перекрашивается целиком;
- материал металлической детали должен выдерживать 200–250 градусов, что не всегда возможно;
- габариты деталей зависят от габаритов камеры полимеризации.
Разновидность порошковой окраски
Покраска металла проходит в три стадии. По подготовленной поверхности наносится порошковая краска. После напыления красящего состава деталь отправляют в печь для полимеризации.
Для нанесения покраски необходимо следующее оборудование:
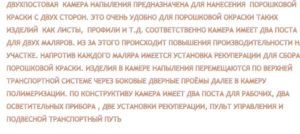
Двухпостовая камера напыления
- Камера нанесения. Оборудована отсосами воздуха для сбора краски, возвращения её или утилизации.
- Пневматический пистолет-распылитель. Вместе с питателем образует инструмент для нанесения порошковой покраски.
- Питатель.
- Камера полимеризации. Создаёт достаточную для завершения процесса температуру.
Установка, состоящая из пистолета-распылителя и питателя, создаёт смесь красящего вещества с воздухом, образовывает факел, придаёт электрический заряд частицам краски. Форма факела зависит от установленного сопла пистолета. Заряженные частицы, оседая на обрабатываемой заготовке, удерживаются силой электрического притяжения.
Существующие способы наложения
Способы наложения по типу получения частицами заряда называются электростатическим и трибостатическим.

Трибостатический пистолет
Электростатическим методом заряд сообщается коронирующим электродом под высоким, 20–100 тыс. В, напряжением. Электростатические установки более мощные, производительные. При снижении напряжения электрода увеличивается скорость воздушной струи.
Трибостатический эффект достигается трением частиц друг об друга и материал корпуса пистолета. Корпус пистолета для повышения трения изготавливают из фторопласта.
Трибостатические установки дешевле, производительность работы агрегатов меньше, чем у электростатических. Процент оседания частиц на детали ниже. Не все краски по металлу рассчитаны на зарядку трением, нужно выбирать специальные или использовать адаптирующие добавки. Детали пистолета изнашиваются и требуют замены. Трибостатическим способом удобнее обрабатывать детали сложной формы, пазы, углубления. Электростатический метод в таких условиях не эффективен, оставляет непрокрасы.
По составу смол смеси разделяют на три категории:
- эпоксидные краски;
- эпоксидно-полиэфирные составы;
- полиэфирные краски.
Эпоксидные порошковые покрытия
Эпоксидные краски по металлу прочные, стойкие к химическим веществам, маслу топливу. Грунтовка под них не требуется, сами могут быть грунтовочным слоем перед нанесением жидких порошковых окрасок. Толщина наносимого слоя до 500 мкм.
Эпоксидная краска не проводит электричество, за изоляционные свойства востребована в электротехнической, радиотехнической промышленности при окраске металла, требующей повышенных антикоррозионных свойств. Чёрные металлы, оцинкованная сталь фосфатируется, алюминий и алюминиевые сплавы хроматируются. Формируется ударопрочное покрытие с хорошей адгезией.

Эпоксидно-полиэфирные порошковые краски
Эпоксидно-полиэфирные покрытия более декоративны. На их основе можно получать сложные фактуры под тисненую кожу, эффекты состаренной поверхности, широкую палитру оттенков металлика с разной степенью блеска. Недостатком эпоксидно-полиэфирного покрытия является сниженная стойкость покраски к атмосферным явлениям и слабое противостояние процессам коррозии металла.

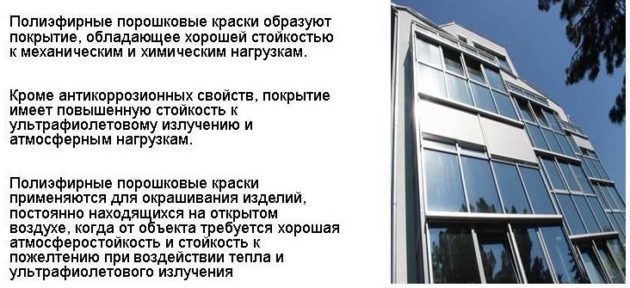
Полиэфирные порошковые краски
Полиэфирные порошковые краски – атмосферостойкие, механически прочные, стойкие к истиранию покрытия. Высокая адгезия полиэфирных составов позволяет наносить покрытие на все виды металлов, включая лёгкие сплавы. Хорошо изолируют электричество. Вступая в реакцию со щёлочью, слой покраски разрушается.
Особенности технологии нанесения порошковой краски и полимеризация
Нанесение порошковой краски проходит в три этапа:

Схема линий порошкового окраса
- Подготовка поверхности. Включает в себя удаление загрязнений и нанесение дополнительных конверсионных покрытий для повышения защитных свойств и долговечности.
- Нанесение покраски в покрасочной камере с использованием установки.
- Полимеризация в печи при высокой температуре.
Химическое обезжиривание металла под покраску является обязательным. Остатки масла, химикатов или капли влаги могут вызвать пятна с изменением цвета, проколы, раковины. Заготовка осматривается на предмет наличия острых кромок, заусенцев, наплывов от сварных швов и пайки металла.
Необходимо очистить поверхность от ржавчины и пыли. Придание дополнительных свойств фосфатированием поверхности, хроматированием или пассивированием зависит от требований к покрытию.
Камера для нанесения оборудуется системой рекуперации, возвращающей микрочастицы в питатель.

Печь полимеризации
Температура отвердения каждого вида краски указывается производителем в сопроводительных документах и, как правило, составляет 180–200 градусов. Под температурой полимеризации понимают температуру поверхности заготовки, а не температуру рабочего режима печи.
Отвердение покраски в полимеризационной камере рекомендовано проводить при сниженных температурах и длительных сроках. Это позволит увеличить твёрдость и избежать таких дефектов покрытия, как шагрень и потёки.
Массивные металлические изделия рекомендовано прогревать заранее, чтобы срока нахождения детали в печи хватило для окончательного отвердения. Не допускается наличие пыли в помещении. Транспортировать металлическое изделие с неостывшей покраской запрещено.
Видео по теме: Порошковая покраска металла
Нанесение порошковой краски | Технология порошкового окрашивания в NAYADA
Остальные этапы:
После того как детали покидают участок предварительной обработки, они ополаскиваются и высушиваются. Сушка деталей производится в отдельной печи или в специальной секции печи отвержения. При использовании печи отвержения для просушки размеры системы снижаются, и отпадает необходимость использования дополнительного оборудования.
Когда детали полностью просушиваются, они охлаждаются при температуре воздуха. После этого они помещаются в камеру напыления, где на них наносится порошковая краска. Основное назначения камеры заключается в улавливании порошковых частиц, не осевших на изделии, утилизации краски и предотвращении ее попадания в помещение. Она оснащена системой фильтров и встроенными средствами очистки (например, бункерами, виброситом и т.д.), а также системами отсоса. Камеры делятся на тупиковые и проходные. Обычно в тупиковых камерах окрашиваются малогабаритные изделия, а в проходных – длинномерные.
Также существуют автоматические камеры напыления, в которых с помощью пистолетов-манипуляторов краска наносится за считанные секунды.
Наиболее распространенным способом нанесения порошковых покрытий является электростатическое напыление. Оно представляет собой нанесение на заземленное изделие электростатически заряженного порошка при помощи пневматического распылителя (их также называют пульверизаторами, пистолетами и аппликаторами). Любой распылитель сочетает в себе ряд различных режимов работы:
- напряжение может распространяться как вверх, так и вниз;
- может регулироваться сила потока (напор, течение струи) краски, а также скорость выхода порошка;
- может меняться расстояние от выхода распылителя до детали, а также размер частиц краски.
Сначала порошковая краска засыпается в питатель. Через пористую перегородку питателя подается воздух под давлением, который переводит порошок во взвешенное состояние, образовывая так называемый «кипящий слой» краски. Сжатый воздух может также подаваться компрессором, создавая при этом местную область «кипящего слоя». Далее аэровзвесь забирается из контейнера при помощи воздушного насоса (эжектора), разбавляется воздухом до более низкой концентрации и подается в напылитель, где порошковая краска за счет фрикции (трения) приобретает электростатический заряд. Это происходит следующим образом. Зарядному электроду, расположенному в главном ружье, сообщается высокое напряжение, за счет чего вырабатывается электрический градиент. Это создает электрическое поле вблизи электронов. Частицы, несущие заряд, противоположный заряду электрода, притягиваются к нему. Когда частицы краски прогоняются через это пространство, частицы воздуха сообщают им электрический заряд.
При помощи сжатого воздуха заряженная порошковая краска попадает на нейтрально заряженную поверхность, оседает и удерживается на ней за счет электростатического притяжения.
Различают две разновидности электростатического распыления: электростатическое с зарядкой частиц в поле коронарного заряда и трибостатическое напыление. При электростатическом способе напыления частицы получают заряд от внешнего источника электроэнергии (например, коронирующего электрода), а при трибостатическом — в результате их трения о стенки турбины напылителя.
При первом способе нанесения краски применяется высоковольтная аппаратура. Порошковая краска приобретает электрический заряд через ионизированный воздух в области коронного разряда между электродами заряжающей головки и окрашиваемой поверхностью. Коронный разряд поддерживается источником высокого напряжения, встроенным в распылитель. Недостатком этого способа считается то, что при его использовании могут возникать затруднения с нанесением краски на поверхности с глухими отверстиями и углублениями. Поскольку частицы краски прежде осаждаются на выступающих участках поверхности, она может быть прокрашена неравномерно.
При трибостатическом напылении краска наносится с помощью сжатого воздуха и удерживается на поверхности за счет заряда, приобретаемого в результате трения о диэлектрик. «Трибо» в переводе означает «трение». В качестве диэлектрика используется фторопласт, из которого изготовлены отдельные части краскораспылителя. При трибостатическом напылении источник питания не требуется, поэтому этот метод гораздо дешевле. Его применяют для окрашивания деталей, имеющих сложную форму. К недостаткам трибостатического метода можно отнести низкую степень электризации, которая заметно снижает его производительность в 1.5-2 раза по сравнению с электростатическим.
На качество покрытия может влиять объем и сопротивление краски, форма и размеры частиц. Эффективность процесса также зависит от размеров и формы детали, конфигурации оборудования, а также времени, затраченного на покраску.
В отличие от традиционных способов окрашивания, порошковая краска не теряется безвозвратно, а попадает в систему регенерации камеры напыления и может использоваться повторно. В камере поддерживается пониженное давление, которое препятствует выходу из нее частиц порошка, поэтому необходимость в применении рабочими респираторов практически отпадает.
На заключительной стадии окрашивания происходит плавление и полимеризация нанесенной на изделие порошковой краски в камере полимеризации.
Остальные этапы:
Покраска металла, технология порошкового окрашивания

Технология покраски металла, как правильно красить металл.
Подробнее о каждом этапе:
- подготовка поверхности
- грунтовка
- нанесение порошковой краски
- полимеризация
- системы рекуперации
- обеспечение и контроль качества порошковой покраски
- преимущества порошковой покраски по сравнению с обычной
Порошковое покрытие представляет собой слой полимерных порошков, которые сперва напыляют на поверхность изделия, а затем подвергают полимеризации при определенной температуре в специальной печи (печи полимеризации).
Покраска металла:
- Подготовка поверхности к покраске (включает удаление загрязнений и окислов, обезжиривание и фосфатирование для повышения адгезии и защиты изделия от коррозии).
- Нанесение слоя порошковой краски на окрашиваемую поверхность в камере напыления.
- Оплавление и полимеризация порошкового покрытия в печи полимеризации. Формирование пленки покрытия. Охлаждение и отвержение краски.
При больших объемах производства или обработке крупногабаритных деталей используется транспортная система. С ее помощью окрашенные изделия легко перемещаются от станции к станции. Принцип ее действия заключается в том, что окрашиваемые детали подаются на специальной подвеске или тележках, которые передвигаются по рельсам. Транспортная система позволяет проводить процесс окраски непрерывно, за счет чего значительно увеличивается производительность работы.
Вначале процесса порошковой окраски производится загрузка частей на конвейерную ленту. При предварительной обработке поверхности перед окрашиванием детали попадают в пятиступенчатый очиститель, где подвергаются обработке очистителем, споласкиванию чистой водой, фосфатированию и антикоррозийной обработке.
После этого детали подвергаются сушке. Для этого они прогоняются через специальную печь для просушки с целью предотвращения попадания на них влаги, после чего они охлаждаются.
На следующем этапе детали помещаются в камеру окрашивания или напыления, где порошковая краска вручную распыляется на деталь с помощью электростатического распылителя под действием сжатого воздуха. В распылителе частицы краски приобретают электрический заряд. Под действием электростатических сил частицы порошка притягиваются к поверхности и располагаются на ней равномерными слоями.
После этого детали с нанесенной порошковой краской помещаются в печь или камеру полимеризации приблизительно на 10 минут для непосредственного окрашивания детали. Температура в печи достигает 150-220 градусов. Здесь частицы порошка оплавляются и закрепляются на окрашиваемой поверхности. Этот процесс также называют формированием поверхности. После образования пленки покрытия детали охлаждаются и снимаются с конвейера.
Технология порошковой покраски, нанесение, качество покрытия краской
Изделия из металла требуют мер, по защите поверхности, от воздействия внешней среды. Даже обычная вода, может самым серьезным образом, нанести вред дорогому изделию. Воздействие агрессивной среды оказывается еще более разрушительным. Коррозия наносит непоправимый вред. Защитить металл могут лаки и краски. Негативным моментом их применения является наличие опасных, и просто неприятных летучих соединений. Работать с лаками и красками вредно для здоровья.
Технология порошковой покраски
Ситуация выглядит более оптимистично при использовании технологии порошковой покраски, возникшей в прошлом веке. Этот способ обработки поверхности лишен обычных недостатков. В данном варианте, происходит надежная фиксация покрытия из порошка на поверхности металла, при повышенной температуре и под давлением.
Порошковые покрытия прекрасно проявили себя там, где детали из металла подвергаются воздействиям грязи, воды и агрессивных сред.
Прежде всего, высоким качеством отличаются строительные конструкции с подобным покрытием, входные двери и, конечно автомобильные диски. Все они выполняются исключительно с применением современных порошковых технологий, что обеспечивает им превосходное качество и устойчивость к неблагоприятным факторам.
Применение порошковой покраски стало прорывом в технической мысли. Этот метод нанесения декоративных и защитных покрытий стали широко применять в медицине и изготовлении спортивных снарядов и инвентаря. В любом случае технологии такого ряда существенно улучшают потребительские характеристики продукции и оборудования.
Таблица. Характеристики и области применения различных видов покрытий.
| Покрытие | Достоинства / Недостатки | Области применения / Окрашиваемые объекты |
|---|---|---|
| Эпоксидное покрытие | Достоинства Высокая реакционная способность, широкий интервал температур и относительно небольшое время отверждения, высокая прочность и эластичность покрытия, высокая стойкость к химикатам и растворителям, высокая коррозионная стойкость, хорошие электроизоляционные свойства Недостатки Низкая устойчивость к ультрафиолету, и, соответственно, слабая стойкость вне помещений, невысокая термостойкость, склонность к пожелтению при отверждении. | Применение Транспортное машиностроение, приборостроение, электротехника, радио- и электронная промышленность, бытовая техника и подземные сооружения. В частности Электробытовые приборы, швейные машины, металлическая мебель, станки и инструмент, автомодели, велосипеды, торговое оборудование, кондиционеры, радиаторы, трансформаторы |
| Эпокси-полиэфирное покрытие | Достоинства Хорошая растекаемость, стабильность цвета при формировании и эксплуатации, хорошие механические свойства по сравнению с эпоксидными покрытиями — повышенная атмосферостойкость Недостатки По сравнению с эпоксидным покрытием — пониженная стойкость к химреактивам, трудность получения матовых покрытий при низкотемпературном отверждении | Применение Транспортное сельсхозмашиностроение, бытовая техника, приборостроение, производство оборудования и инструмента В частности Велосипеды, мотоциклы, авто-, мотодетали, холодильники, пылесосы, кондиционеры, металлическая мебель, водонагреватели и отопительные радиаторы, огнетушители, инструменты, детали швейных машин, утюги |
| Полиэфирное покрытие | Достоинства Высокая устойчивость к ультрафиолету и, следовательно, атмосферостойкость, прозрачность непигментированных покрытий Недостатки Принято считать, что полиэфирные покрытия, содержащие триглицидилурат, токсичны, пониженная реакционная способность с отвердителем примидом. Механические свойства и адгезия несколько ниже чем у эпокси-полиэфирных покрытий | Применение Tранспортное, сельсхозмашиностроение, строительство, производство металлической мебели В частности Авто-, мотодетали, мотоциклы и мотороллеры, садовое и сельхоз оборудование, инвентарь, металлочерепица, рамы и облицовочные фасадные плиты и панели, садовая мебель, столбы, арматура и решетки для ограждений, трансформаторы и др. |
| Полиуретановое покрытие | Достоинства Очень высокая растекаемость, стабильность цвета при перегреве и воздействии УФ-лучей, высокая адгезия к различным субстратам, хорошие механические свойства и атмосферостойкость Недостатки Повышенное газовыделение при отверждении | Применение Приборостроение, транспортное, сельскохозяйственное и химическое машиностроение, строительство В частности Детали автомобилей, вагонов, вертолетов, тракторов, металлическая мебель, панели зданий и сооружений, решетки для ограждений, кондиционеры |
| Полиакриловое покрытие | Достоинства Высокие декоративные свойства, хорошая атмосферостойкость, высокая химическая стойкость Недостатки Высокая цена, плохая сочетаемость с другими порошковыми композициями | Применение Автомобилестроение, бытовое и медицинское приборостроение В частности Салоны автомобилей, детали посудомоечных машин, светотехническое оборудование, элементы центрального отопления, медицинское оборудование и приборы, алюминиевые и стальные оконные рамы. |
Технология порошкового покрытия
Для создания защитного покрытия применяются полимерные порошки. Они наносятся равномерным слоем на поверхность изделия. Затем происходит их полимеризация при заданной температуре. Эту стадию процесса осуществляют в особой печи.
Процесс требует некоторых предварительных действий. Сначала необходимо подготовить поверхность к нанесению защитного слоя. На этой стадии удаляется грязь с поверхности, окислы металла, происходит обезжиривание. Улучшения сцепления наносимого слоя добиваются фосфатированием.
После предварительной обработки детали, на нее наносят порошок. Это происходит в камере. На последней стадии деталь поступает в печь, где формируется защитная пленка.
Существенные объемы выпускаемой продукции предполагают применение транспортных систем. Они позволяют перемещать окрашиваемые детали, в том числе крупногабаритные. Только транспортные системы в состоянии обеспечить непрерывность производственного процесса. Это позволяет нарастить мощности производства.
Погдготовка поверхности к нанесению порошкового покрытия
Тщательно подготовить деталь перед покраской важно в любых обстоятельствах. Технология порошковой покраски в этом отношении ничем не отличаются. Процесс это сложный и трудный, он требует продолжительного времени. Уделить ему важно максимальное внимание. Только его полное и тщательно исполнение обеспечит получение защитного покрытия высокой надежности, обеспечит хорошую эластичность и оптимальное сцепление с основой, улучшит антикоррозионные характеристики.
При подготовке поверхности можно подобрать оптимальный способ ее обработки и средства для этого. Многое определяется характеристиками материала и требованиям к условиям использования детали.
На данном этапе происходит обезжиривание, ликвидация окислов травлением и механической обработкой. Важным условием получения хорошей адгезии является создание конверсионного слоя. Этот слой обеспечит полную изоляцию от влаги, предотвратит отслаивание.
Абразивная очистка поверхности перед окрашиванием дает возможность ликвидировать окалину и окислы. Очистка бывает механической, дробеструйной и дробеметной. Очистка происходит с применением гранул стали или чугуна, ореховой скорлупы.
После очистки поверхности приходит очередь порошковой грунтовки. Она обеспечивает эффективную защиту от коррозии.
В качестве пассивной защиты может служить грунт на эпоксидной основе. Он создает пленку, которая легко противостоит внешним воздействиям любого рода.
Активная защита выполняется цинкосодержащим грунтом. При его применении деталь можно использовать в самых жестких условиях. Проникающее повреждение детали может приводить к локальной коррозии. Но площадь ее поверхности существенно ограничена.
Нанесение порошкового покрытия
После предварительной обработки порошковая технология предусматривает нанесение собственно порошка. Перед нанесением слоя порошка деталь нужно промыть и высушить. Сушат детали в печах.
После охлаждения деталей можно приступать к нанесению порошка. Это выполняется его напылением. Процесс производится в специальной камере напыления. При этом частица порошка не проникают из камеры в помещение. Нанесение слоя порошка происходит с применением специального оборудования всего за секунды.
Особенно часто применяется электростатическое распыление. Заряженный порошок наносится на заземленную деталь. При этом напряжение между деталью и распылителем можно менять, регулировать ток, что означает выбор интенсивности струи. Можно выбрать оптимальное расстояние до детали.
Нужно отметить, что технологии порошкового покрытия предполагают две существенные разновидности распыления в электрическом поле.
Оно может выполняться в поле коронарного разряда или представлять собой турбостатическое распыление.
- Электростатический способ предполагает наличие внешнего источника заряда.
- Турбостатическое напыление происходит, при возникновении заряда частиц полимерного покрытия при их трении о стенки турбины при нанесении на окрашиваемую поверхность.
Выполнение полимеризации по порошковой технологии покрытия представляет собой, перевод слоя полимера на детали, в вязкое состояние путем оплавления, образование пленки, ее отверждения. Все это реализуется в печи. Камеры поляризации весьма разнообразны. Их конструктивное исполнение определяется конкретными нуждами производства.
Печь полимеризации управляется автоматикой. Блок управления печью обеспечивает контроль режима, определяет длительность процессов и его автоматическое прерывание. Печь может работать на любом топливе, в том числе, мазуте.
Печи могут иметь самую разную конструкцию. Определяющим моментом становится возможность быстрого подъема температуры. В этом отношении лучшими являются печи с рециркуляцией воздушных потоков.
В камерах напыления порошок полимера равномерно покрывает деталь. Но неверное обращение приводит к накапливанию статического электричества, это весьма опасно со всех точек зрения.
Для полимеризации порошка требует до получаса времени. Процесс протекает при температурах порядка 200 градусов. Особенно важно поддерживать этот температурный режим от начала и до конца. Разброс температур внутри камеры не должен превышать пяти градусов.
Процесс полимеризации происходит при расплавлении частиц порошка. Они становятся достаточно текучими, чтобы образовать на поверхности изделия сплошную пленку. Воздух, расположенный между частицами порошка под воздействием сил поверхностного натяжения просто вытесняется. Если этого не происходит по какой-то причине, качество покрытия становится заметно хуже. Эти поры существенно ухудшают состояние покрытия. Чтобы их не возникало, температура в печи должна ощутимо превышать температуру, при которой полимер становиться вязким. Кроме того, лучше получать тонкие покрытия.
Нагревание после оплавления частиц полимера обеспечивает диффузию краски в поверхность детали и последующее отверждение покрытия. Эта стадия особенно важна, поскольку позволяет определить характеристики покрытия.
Если окрашиваются массивные изделия, то температура на их поверхности поднимается очень медленно. Это означает, что полимер иногда не сможет отвердеть. Это приводит к низкому сцеплению полимерного покрытия с основой, потере его прочности и снижению защитных качеств.
Эта проблема разрешима. Достаточно нагреть деталь предварительно, а время отверждения сделать больше. Если отверждение полимера проводится при пониженной температуре, то возможность возникновения дефектных зон уменьшается, покрытие получается лучшего качества. В любом случае, приходится учитывать теплопроводность материала изделия и его габариты.
В процессе, охлаждение может происходить на конвейере или в специальных камерах, представляющих собой отдельный отсек печи отверждения.
Качество порошкового покрытия
На каждой стадии процесса получения порошкового покрытия, следует следить за точностью параметров. Для этого применяются точные современные приборы.
Полезным прибором будет термограф печей. Очень тщательной настройки требует оборудование статического нанесения порошка, контроль заряда детали и качества заземления.
Степень адгезии пленки к основанию, тоже можно померить с помощью аппаратуры. Все замеры дают возможность вовремя корректировать ход технологического процесса.
плюсы и минусы, суть метода, особенности
 Популярность порошковой покраски обусловлена наличием у неё множества преимуществ перед привычной жидкой технологией нанесения лакокрасочного материала. Но чтобы воспользоваться этим методом, необходимо не только подготовить специальное оборудование, но и обладать определенными навыками.
Популярность порошковой покраски обусловлена наличием у неё множества преимуществ перед привычной жидкой технологией нанесения лакокрасочного материала. Но чтобы воспользоваться этим методом, необходимо не только подготовить специальное оборудование, но и обладать определенными навыками.
Проще всего поручить проведение подобных работ специалисту, который качественно и быстро справится с этой задачей. Но стоят такие услуги довольно дорого. Поэтому многие домашние мастера предпочитают выполнять окрашивание подобным методом своими руками. А для того чтобы избежать сложностей во время проведения работ, полезно вначале изучить азы такой технологии.
Достоинства и недостатки
 Неслучайно метод окрашивания объектов с использованием порошковой краски пользуется большой популярностью не только у строителей, но и у многих домашних мастеров. Ведь он обладает такими важными достоинствами, как экономичность и экологическая чистота, в чём заметно превосходит традиционную жидкую краску. Объясняется это отсутствием в составе порошковой краски опасных для здоровья растворителей и более медленным расходом. Все не сумевшие закрепиться после распыления на обрабатываемой поверхности частички краски можно собрать и использовать в дальнейшем для окрашивания других объектов.
Неслучайно метод окрашивания объектов с использованием порошковой краски пользуется большой популярностью не только у строителей, но и у многих домашних мастеров. Ведь он обладает такими важными достоинствами, как экономичность и экологическая чистота, в чём заметно превосходит традиционную жидкую краску. Объясняется это отсутствием в составе порошковой краски опасных для здоровья растворителей и более медленным расходом. Все не сумевшие закрепиться после распыления на обрабатываемой поверхности частички краски можно собрать и использовать в дальнейшем для окрашивания других объектов.
Плюсы материала
Основными достоинствами порошковой краски можно назвать следующие:
 Отсутствие неприятного запаха, которым обладает его жидкий аналог.
Отсутствие неприятного запаха, которым обладает его жидкий аналог.- Сухие краски не склонны к самовозгоранию.
- Процедура окрашивания требует минимум времени.
- В случае получения не совсем удачного результата изделие легко перекрасить.
- Окрашивание проводится в один этап.
- Прекрасно ложится даже на не очень ровное покрытие.
- Лакокрасочное покрытие получается очень равномерным.
- Перед окрашиванием не приходится наносить грунтовочный слой.
- Сухие краски не подвержены коррозионным процессам и температурным перепадам.
 Отсутствие неприятного запаха, которым обладает его жидкий аналог.
Отсутствие неприятного запаха, которым обладает его жидкий аналог.Минусы окрасочного состава
В то же время эта технология имеет и ряд существенных недостатков:
- Невозможность использования для деревянных и пластмассовых конструкций.
- Для окрашивания крупных объектов необходимо большая печь для полимеризации.
- Трудности с получением тонкого слоя окрасочного материала.
- Высокая цена.
Критерии выбора
Один из ключевых вопросов, который должен решить мастер — выбор конкретной порошковой краски для обработки объекта. Это очень важно, так как от материала напрямую зависит качество покрытия изделия. В магазинах предлагается большое количество различных видов сухих красок, обладающих разными характеристиками.
Хорошая краска должна удовлетворять определенным функциональным требованиям. Основными среди них являются:
- Механическая стойкость. Материал должен быть устойчивым к износу, прочным, невосприимчивым к царапинам, ударам и истиранию.
- Температурная стойкость. От краски требуется, чтобы она была устойчива к воздействию высоких температур, а также нагревам как периодическим, так и постоянным.
- Электроизоляционные свойства. В большинстве своем полимерные покрытия являются диэлектриками, а это дает возможность использовать их для изоляции готовых изделий от электричества.
- Химическая стойкость. Выбираемый материал должен хорошо переносить взаимодействие с маслами, жирами, моющими средствами, бензином и другими веществами, с которыми будет контактировать покрытие в процессе эксплуатации.
- Стойкость к ржавчине. При выборе краски важно, чтобы она была устойчивой к воздействию химикатов и влаги — главных причин развития коррозии.
 Механическая стойкость. Материал должен быть устойчивым к износу, прочным, невосприимчивым к царапинам, ударам и истиранию.
Механическая стойкость. Материал должен быть устойчивым к износу, прочным, невосприимчивым к царапинам, ударам и истиранию.Дополнительно краска может отличаться между собой декоративными свойствами:
- Гладкие покрытия. Представлены в различных цветовых вариантах.
- Текстурные. Могут предусматривать определенные спецэффекты, например, апельсиновая корка, морщинистость и пр.
- Прозрачные. Используют для защиты металлических, сантехнических и других изделий.
- Тонированные. Позволяют высветить металл или подложку под различные виды материалов — металл, бронзу и пр.
- Степень блеска. В зависимости от этого различают полуглянцевые и глянцевые, а также покрытия с разной степенью блеска — от тусклого до сильного.
 Гладкие покрытия. Представлены в различных цветовых вариантах.
Гладкие покрытия. Представлены в различных цветовых вариантах.Суть технологии
Главное отличие этого метода заключается в том, что на обрабатываемый объект краску наносят в сухом виде. Чтобы было понятнее, рассмотрим более подробно этот процесс, который можно представить в виде двух этапов:
- нанесение порошка;
- закрепление краски.
 В тот момент, когда материал распыляют на поверхность, его мельчайшие частички получают заряд, противоположный заряду объекта, в отношении которого проводится окрашивание. В результате они притягиваются друг к другу из-за противоположных знаков заряда. Это приводит к оседанию частичек порошка на поверхности, которую окрашивает мастер.
В тот момент, когда материал распыляют на поверхность, его мельчайшие частички получают заряд, противоположный заряду объекта, в отношении которого проводится окрашивание. В результате они притягиваются друг к другу из-за противоположных знаков заряда. Это приводит к оседанию частичек порошка на поверхности, которую окрашивает мастер.
Но в таком виде поверхность не годится для эксплуатации. Чтобы созданное покрытие сохранило свой цвет и структуру, его необходимо закрепить. Для фиксации порошка на поверхности прибегают к методу запекания. Он предполагает нагревание объекта в специальной камере. Под воздействием высокой температуры сухой порошок плавится, превращаясь в очень прочную пленку. Подобная технология окрашивания нередко применяется для обработки металлических конструкций.
Оборудование для порошковой покраски
Чтобы воспользоваться этим методом окрашивания, вам потребуется определенное оборудование. Среди необходимых для работы приспособлений вам понадобится:
- распылитель;
- камера для запекания краски.
При помощи распылителя будет распыляться непосредственно сам лакокрасочный материал. Этот инструмент бывает двух видов — ручной и автоматический. Камера запекания необходима для осуществления процесса полимеризации. Именно благодаря ему порошок приобретет необходимые свойства, превратившись в надежную плёнку.
Если у вас нет намерения впоследствии регулярно пользоваться технологией порошкового окрашивания, то можно не тратиться на приобретение специальной печи. Ее отлично сможет заменить обычная духовка.
Чтобы процесс покраски проходил по всем правилам, вы должны обеспечить соблюдение определенных условий:
- хорошее освещение;
- достаточная вентиляция.
 Особое внимание необходимо уделить последнему пункту: не позаботившись о создании хорошей вентиляции в помещении, вы рискуете нанести серьезный вред своему здоровью. Даже если у вас нет специального помещения для проведения подобных работ, вы можете этим заниматься и в обычном гараже.
Особое внимание необходимо уделить последнему пункту: не позаботившись о создании хорошей вентиляции в помещении, вы рискуете нанести серьезный вред своему здоровью. Даже если у вас нет специального помещения для проведения подобных работ, вы можете этим заниматься и в обычном гараже.
Что же касается выполнения второго условия, то обеспечить достаточное освещение для качественного проведения покраски можно при помощи обычных ламп дневного света. Если вы решите пренебречь этим требованием и станете проводить порошковую покраску без использования этих источников освещения, то краска при распылении будет оседать на горячие лампы.
Когда вы закончите работу по окрашиванию, вам придется подумать о том, как собрать остатки краски. Лучше всего с этой задачей справится пылесос циклонного типа. Ни в коем случае не используйте обычный агрегат, так как он очень быстро засорится.
Подготовка поверхности к окрашиванию
Советуем запастись терпением, когда вы начнете подготавливать металлическую поверхность к окрасочным работам. Это потребует от вас значительных временных и трудовых затрат. Но помните, что от того, как вы проведете этот важный этап, будет зависеть и конечный результат. Поэтому уделите этому особое внимание.
Во время подготовки металла к покраске вам придётся выполнить ряд этапов:
- очистить металлическую поверхность от загрязнений;
- удалить следы жира;
- обработать материал антикоррозионным составом;
- нанести фосфатирующие средства для улучшения сцепления краски.
 Обработку поверхности металла можно выполнять вручную или с использованием химических средств. В первом случае вам понадобятся металлические щётки или шлифовальный диск. Дополнительно необходимо протереть металл чистой тканью, предварительно смоченной в растворителе. Второй способ предполагает использование специальных составов — кислот, щелочей и растворителей. При выборе наиболее подходящего состава исходите из типа материала, с которым вам предстоит работать и масштаба и сложности загрязнений.
Обработку поверхности металла можно выполнять вручную или с использованием химических средств. В первом случае вам понадобятся металлические щётки или шлифовальный диск. Дополнительно необходимо протереть металл чистой тканью, предварительно смоченной в растворителе. Второй способ предполагает использование специальных составов — кислот, щелочей и растворителей. При выборе наиболее подходящего состава исходите из типа материала, с которым вам предстоит работать и масштаба и сложности загрязнений.
Во время обработки металла не помешает нанести на него конверсионный подслой. Он защитит краску от проникновения влаги и грязи, что исключит ее отслаивание, а это позволит сохранить результат вашей работы в первозданном виде надолго. Непосредственно на конверсионный подслой можно наносить фосфатирующие средства.
В рамках подготовки поверхности к покраске необходимо не забыть выполнить такую важную процедуру, как пассивирование. Смысл ее заключается в нанесении на поверхность нитратов хрома и натрия. Благодаря этой процедуре вы защитите металл от коррозионных процессов после окрашивания.
Закончив подготовку поверхности и обработав ее необходимыми веществами, обязательно сполосните металл и высушите. После этого можно начинать саму процедуру окрашивания.
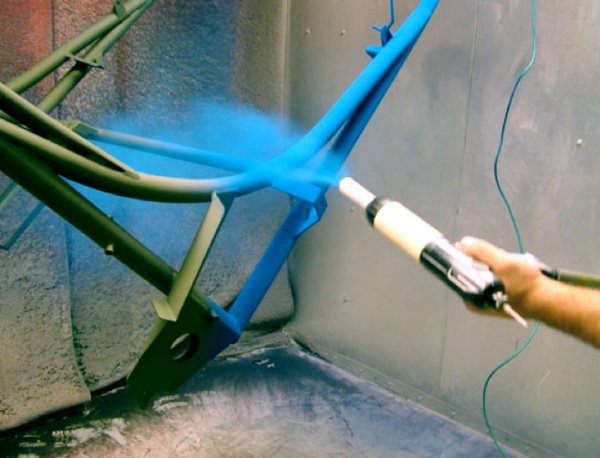
Распыление порошка
Возьмите распылитель и начинайте равномерно наносить сухую краску на подготовленную поверхность. Рекомендуется предварительно защитить рабочую зону специальной ширмой, иначе во время окрашивания краска будет разлетаться по всему помещению.
Процесс полимеризации
 Закончив работу по нанесению порошковой краски, можно переходить к следующему этапу — закреплению с помощью горячей печи. Учтите, что у сухого порошка температура плавления составляет 150—220 градусов Цельсия. Для качественного проведения процедуры запекания вам потребуется примерно 20—30 минут. Но в каждом случае температура и время процедуры нагревания будет различаться. Это во многом зависит не только от объекта, с которым вы работаете, но и от краски и печи.
Закончив работу по нанесению порошковой краски, можно переходить к следующему этапу — закреплению с помощью горячей печи. Учтите, что у сухого порошка температура плавления составляет 150—220 градусов Цельсия. Для качественного проведения процедуры запекания вам потребуется примерно 20—30 минут. Но в каждом случае температура и время процедуры нагревания будет различаться. Это во многом зависит не только от объекта, с которым вы работаете, но и от краски и печи.
Во время этой процедуры следите за тем, чтобы температура печи была постоянной. Только при соблюдении этого условия вы сможете обеспечить равномерное плавление краски, и покрытие получится аккуратным и ровным.
По окончании процедуры запекания изделие вытаскивают из печи и дают ему остыть на свежем воздухе. После охлаждения процедуру окрашивания порошковой краской можно считать завершенной.
Традиционный метод окрашивания с использованием жидкой краски имеет ряд существенных недостатков. Поэтому всё чаще в строительстве, а также в быту используют более производительный метод — порошковое окрашивание. И хотя он является более производительным, для него требуется определенное оборудование и наличие специальных навыков.
 Об этом должен позаботиться каждый домашний мастер, который решил воспользоваться этим высокотехнологичным методом. Но в любом случае все эти затраты окупятся, поскольку при значительной экономии времени и меньших физических усилиях технология порошкового окрашивания позволяет получить более качественное лакокрасочное покрытие.
Об этом должен позаботиться каждый домашний мастер, который решил воспользоваться этим высокотехнологичным методом. Но в любом случае все эти затраты окупятся, поскольку при значительной экономии времени и меньших физических усилиях технология порошкового окрашивания позволяет получить более качественное лакокрасочное покрытие.
Если инструмент для нанесения сухой краски, в качестве которого используют распылитель, невозможно заменить, то вместо печи для осуществления полимеризации можно использовать обычную духовку. Таким образом, можно еще больше сэкономить на приобретении оборудования для порошковой покраски.
Следует понимать, что этот метод не является универсальным и обладает определенными ограничениями. Так, его можно использовать не для всех типов поверхности. Поэтому прежде чем воспользоваться подобной технологией, мастер должен разобраться, сможет ли она принести ему ощутимую выгоду при окрашивании выбранного объекта.
Порошковые краски: альфа, тритон, хром
В настоящее время порошковая краска успешно заменяет лакокрасочные материалы, используемые в разных отраслях для решения декоративных задач. Кроме этого, порошковые краски по металлу способны выдержать высокие температуры. Это является их главным преимуществом.

Как красить порошковой краской в домашних условиях
Как производится покраска порошковой краской своими усилиями? В процессе работы наносится пластмассовое покрытие поверх металла. Порошковый состав после нагревания становится жидким и приобретает связь с металлом. Порошковая краска хром, альфа или тритон отличается от традиционных покрытий своей экологичностью и современностью. Недостаток состоит только в том, что в некоторых аспектах возникают сложности при нанесении. Но это не испугает предприимчивых людей. Если будет правильно очищена поверхность, то даже любитель может сделать отличную работу.

Этапы нанесения порошковой краски
- Вначале необходимо определить, к какому типу относится материал, который необходимо окрасить. После этого делают выбор подходящего порошка. Используется термопластический или термореактивный полимерный порошок. Каждый из них разрабатывали для получения лучшего результата на различном металле. Порошковая краска для дисков не может подходить для украшений и небольших брелоков.
- Производится разборка всех резьбовых и шарнирных соединений. Каждая деталь, которая не должна быть окрашена, должна быть убрана в сторону. Разборка необходима, для того чтобы не происходило склеивание всех деталей в виде подшипников, гаек, зажимов, болтов при покраске. Даже при окраске дверей порошковой краской, их сначала разбирают и демонтируют.
- На следующем этапе делают очистку металла с использованием пескоструйной обработки. Таким образом, можно избавиться от грязи, ржавчины и других инородных материалов. Используя химический растворитель можно избавиться от любого жира, краски и масла, также производится смывка старой порошковой краски. Любой металлический сплав из алюминия, магния, и других элементов очищают с помощью растворителя и щетки. Можно использовать шкурку для шлифовки. Чтобы привести материал в голое состояние, нужно воспользоваться пескоструйной обработкой. Этот метод может быть заменен шлифовальной машинкой, проволочной насадкой для дрели, наждачной бумагой.
- Далее убирают оставшуюся грязь с материала. Для этого может использоваться ацетон. Каждая деталь должна быть замочена в нем или протерта тряпочкой. Только после этого могут быть использованы порошковые краски для окрашивания.
- Теперь может производиться непосредственно покраска металлических деталей. Чтобы сделать качественное покрытие нужно обладать специальными инструментами. Для этого используется пистолет для порошковой краски или распылитель. С помощью этих инструментов производится электростатический заряд порошкового материала, для того чтобы он прилип к заземленному металлическому объекту. Таким образом, создается ровное и качественное покрытие.
- Перед началом окраски, можно взять грунтовку для металла и покрыть плоскую металлическую поверхность. Во время нанесения создается ровный и тонкий слой. Нужно убедиться в подключении электростатического заряда к месту для окрашивания. Иначе не произойдет приклеивание порошка к материалу без заряда.
- Когда работа будет закончена, необходимо подождать пока состав не затвердеет и соблюдать осторожность. Не следует начинать чистку и дуть на поверхность. Из-за таких действий краска может начать отслаиваться.
- В следующем этапе термостойкая порошковая краска должна пройти через нагревание. Нагревать краску можно в обычной печи или воспользоваться инфракрасными лампами. Покрытие нагревают 15 минут до температуры 190 градусов. Также для этих целей может использоваться обычная духовка, только потом в ней нельзя готовить еду.

Порошковые краски по металлу
Чтобы сделать быструю отделку поврежденной поверхности используется порошковая краска в баллончиках. Этот вариант можно применять самостоятельно. К тому же таким способом может проводиться покраску дисков порошковой краской.
С помощью порошковых красок можно красить подвесные потолки, офисную фурнитуру, электрические приборы, промышленные стеллажи и другие предметы из металла.
Порошковая полиэфирная краска имеет высокие механические свойства. Она подходит для стальных и алюминиевых изделий, расположенных на улице. С подобным покрытием можно покрывать сельскохозяйственные машины, автомобильные аксессуары, садовую мебель и другие металлические изделия.
Важнейшим элементом в окрасочном производстве является камера напыления порошковой краски.
Довольно устойчивый блеск образуется с полиуретановыми красками, имеющими водостойкость, устойчивость к минеральному маслу и растворителю. С такими красками обеспечивается защита изделиям, находящимся под трением, абразивным износом, химическим ёмкостям в которых хранятся газообразные и жидкие химические вещества. Кроме этого их используют в качестве грунтовки, когда, например, наносится краска порошковая тритон на поверхность.
После нанесения порошкового слоя, требуется произвести его закрепление. С этой целью используют камеру, которая делает полимеризацию состава. Здесь происходит расплавка и образование готовой пленки, затвердевающей на поверхности деталей. В камере требуется поддержание высокой температуры. Когда порошковая краска для полимерного декорирования нагревается, получается качественное сцепление состава и материала, так как происходит проникновение состава по порам изделия. Этот же способ используется для покрытия автомобильных дисков.

Для любого металлического, пластикового, деревянного изделия применяется краска порошковая ral 9005. С ней производится удобная и выгодная колеровка. К тому же в каталоге производителя она представлена в разных цветах и текстурах. Выбор может быть остановлен на любых оттенках и фактурах, начиная от серебристого или золотистого металлика, заканчивая бронзой и гранитом, поэтому порошковые краски эффективно используют при создании евродекора. Ведь с ними создается как рельефная фактура, так и глянцевая.
Сегодня смеси порошковой краски пригодны для использования без предварительной подготовки, поэтому проведение дорогостоящих процедур типа колеровки может не проводиться. При качественно проведенных работах, образуется антикоррозийное ударопрочное покрытие с очень надежной электроизоляцией. При резких температурных изменениях, пленка не теряет своего качества.
Возможно, прочитав данную информацию, у вас появится мысль об открытии своего бизнеса. Ведь теперь вам известно, как красить порошковой краской металлические изделия и можно будет применить свои знания на практике. Главное, чтобы это занятие нравилось вам и тогда можно будет прийти к своей цели, взвесив все положительные и отрицательные стороны.
Подобным способом окрашивали изделия и в прошлом веке, но не сразу он обладал технологическим совершенством. Используя современные методы, можно устранить действие любой агрессивной среды, наносящей вред изделию, и улучшить эстетическую сторону материала. Человечество стремится к лучшему и создаёт новые уникальные решения, чтобы можно было пользоваться качественными и красивыми изделиями. Теперь, узнав, как пользоваться порошковой краской в домашних условиях, с порошковым распылителем, вы можете, использовать эту технологию для окрашивания своего автомобиля, входных дверей и других предметов, изготовленных из металла.
