
Шлифовка и полировка кромки стекла и зеркала
Основным этапом обработки стекла для проведения последующих технологических операций, является шлифовка кромки (flat grind), предназначенная для удаления значимых неровностей и сколов, которые возможны при резке материала. Производственный процесс, выполняемый на высокоточном оборудовании, позволяет снять тонкий слой стекла на режущей кромке без значительного изменения размеров заготовки. В результате получается матовый срез, что достаточно для применения полуфабрикатов в некоторых видах готовых изделий. Декоративный вид матовой кромки востребован при изготовлении открытых полок с подсветкой, декоративных элементов дизайна помещений или мебели.
Заказать расчёт на полировку и шлифовку стекла
Шлифовка или полировка кромки стекла
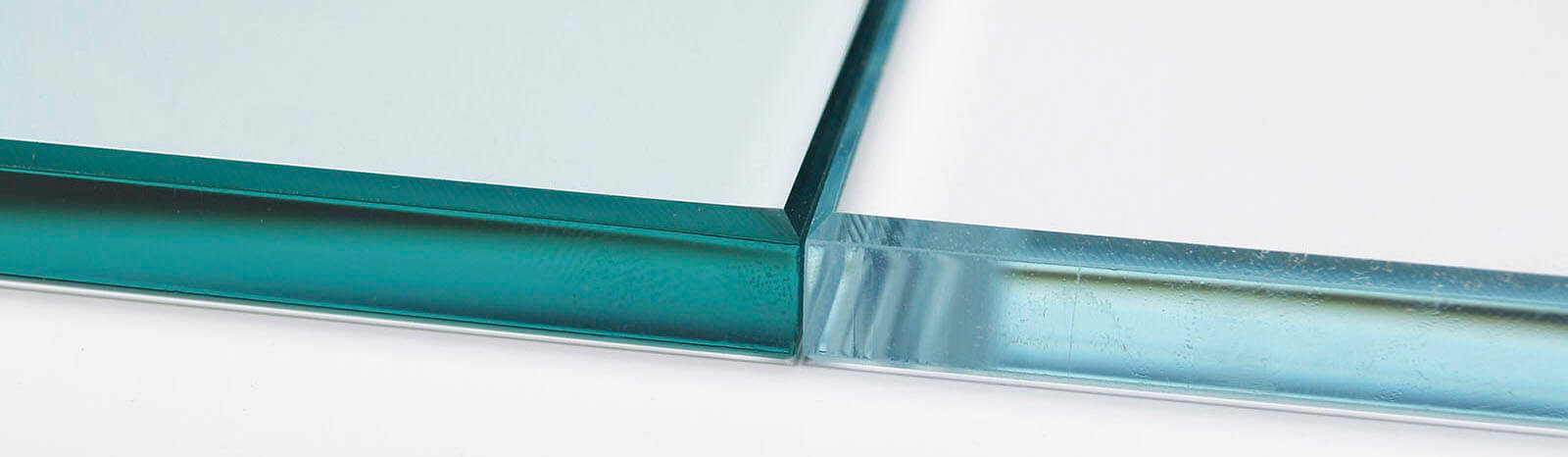
Полировка кромки (flat polish) — заключительный производственный процесс, обусловленный обработкой края стекла до прозрачного состояния и идеально гладкой поверхности.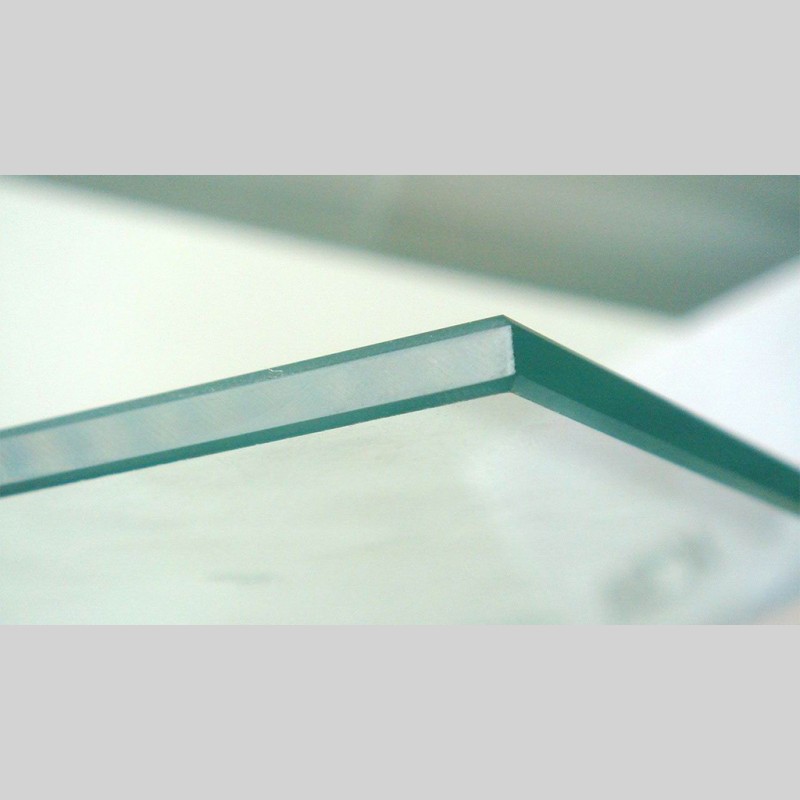
Шлифовка и полировка кромки стекла имеет свои стандарты и обязательные параметры, гарантирующие качество выполненной работы. И если обработка кромки перед закалкой обязательный этап технологии, исключающий появление трещин при последующей обработке, то в других случаях шлифовка и полировка придает изделиям законченный вид. Так к самым распространенным видам готовой кромки относится прямой торец и «еврокромка» — снятые под углом 45° миллиметровые фаски. Дополнительные изменения угла обработки до 900 дают возможность получения других типов кромки. Современное оборудование позволяет проводить все перечисленные операции, как на прямых заготовках стекла, так и на криволинейных участках изделий.
Технические возможности
- Обработку «Карандаш» можно изготовить на любом номинале стекла от 4 до 19 мм.

- Обработку «Каскад» можно изготовить на стекле 12, 15, 19 мм.
- Минимальный размер заготовки составляет 250х120 мм, диаметр круга — 250 мм.

Описание технологии
Наша компания оснащена итальянским оборудованием «Delta», «Bavelloni» («Alpa») которое позволяет выполнять все операции по обработке кромки стекла и зеркал с высокой точностью и неизменным качеством конечного результата. Это достигается за счет следующих параметров технологического процесса:
- контролируемый темп подачи исходного материала, что обеспечивает равномерность обработки обработки кромок;
- измерение и контроль текущей загрузки шлифовальных шпинделей;
- подача материала по гибкому зубчатому ремню, обеспечивающему плавность хода заготовки;
- пневморежим шлифовальных кругов, гарантирующий качественную шлифовку кромок, не оказывает большого давления на материал и исключает риск получения некондиции;
- полный контроль процесса обработки кромки стекла;
- учет особенностей стекла, поступившего от разных производителей;
- качество абразивного материала с высоким классом точности.

При несоблюдении технологии шлифования или при работе на станках устаревшего типа выявляются следующие несоответствия стандартам качества:
- остатки материала на поверхности шва, механически сцепленного с заготовкой;
- микротрещины, которые могут вызвать разрушение материала при его эксплуатации или монтаже.
Технология обработки стекла на нашем предприятии выполняется по принятым стандартам, которые отвечают требованиям потребителей и отражают стремление нашей компании работать на конечного потребителя.
Типы кромок
Кромка «карандаш» (РЕ) — номинал стекла от 4 до 19 мм. Скругленная форма (эллипсоидная овальная) используется в зеркалах и как декоративное стекло мебели.
Кромка фацет — срез кромки стекла под углом от 3 до 45°. Снятие фацета возможно на прямолинейных и криволинейных участках стекла. Выполняется в матовом и полированном виде. Применяется в зеркалах и при декоративной отделке стекол мебели.
Кромка трапеция (FA) (плоская кромка с фасками) — номинал стекла 4 — 45 мм.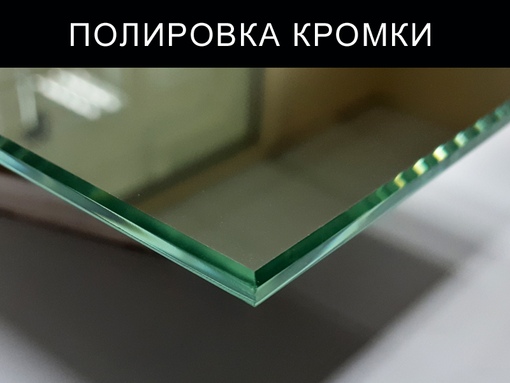 Возможно изменение угла обработки.
Возможно изменение угла обработки.
Кромка «каскад» — номинал стекла 12-19 мм. Закругленная кромка, визуально разделенная на 2 каскада. Применяется при декорировании мебельных стекол, столешниц, полок.
Полировка и шлифовка триплекса, закаленного и моллированного стекла
Наша компания работает с самыми разнообразными видами стекла и готова предоставить услуги по шлифовке триплекса, закаленного и моллированного стекла.
Особенности структуры триплекса, его многослойность и наличие пленки, удерживающей осколки стекла после разрушения, требует применения специального оборудования, которое не только разрезает заготовку, но и при определенном режиме производит спайку полимера. Для шлифовки кромки триплекса, чтобы избежать вырывания части пленки и получения брака, используются сегментарные (выточки или пазы) шлифовальные круги. При изготовлении закаленного стекла и моллированного (изогнутого), обработка кромок производится до начала закалки, повышая тем самым, устойчивость стекла к механическим повреждениям.
Обращение к профессионалам — уверенность в качественно выполненной работе
В настоящее время наша компания обладает всем необходимым оборудованием, потенциалом и практическим опытом для удовлетворения клиентов в области обработки, изготовления и подготовки стекла. Наши изделия отличаются высокими стандартами качества и время их эксплуатации превышает расчетный срок службы изделий. Использование специализированного оборудования, позволяет нам реализовывать весь комплекс работ по обработке кромок стекла, декорированию и изготовлению некоторых видов изделий. Мы экономим ваши деньги, предоставляя готовую продукцию неизменно высокого качества.
Как обрабатывают кромку стекла | Статьи компании Технопарк
Главная » Новости » Шлифовка и полировка кромки стекла: особенности процессаОбработка стекла – один из важных
этапов изготовления готовой продукции из этого материала. Когда завершается резка
стекла, торец имеет неаккуратный внешний вид, а острые углы могут стать
причиной травм в процессе эксплуатации изделия. Шлифовка и полировка позволяют сделать
материал безопасным для дальнейшего использования. Исключение – вырезка стекол
для окон и дверей, когда обработка лишь отнимает лишнее время и деньги.
Шлифовка и полировка позволяют сделать
материал безопасным для дальнейшего использования. Исключение – вырезка стекол
для окон и дверей, когда обработка лишь отнимает лишнее время и деньги.
Процесс полировки торца стекла – важный этап обработки материала, в ходе которого с поверхности удаляются все сколы и неровности. При полировке используется высокоточное оборудование, которое способствует удалению тонкого слоя стекла на режущей кромке. При этом размеры заготовки не изменяются. Это заключительный этап производства, когда края заготовки становятся прозрачными и идеально гладкими. Форма прозрачных торцов изделий может быть полукруглой или трапециевидной.
Обработанное стекло с декоративной матовой кромкой используется при изготовлении элементов декора для мебели или полок с подсветкой, витрин, а также в области дизайна интерьеров.
Как шлифуют кромку стекла?
Процесс шлифования является начальным
при создании привлекательного торца изделия. Выполнить такую процедуру можно и
дома, для этого потребуется дрель, тарельчатая насадка, а так же шлифбумага. Такой метод подойдет только для домашней обработки, а в условиях масштабного
производства задействуются шлифовальные станки, при помощи которых можно
обрабатывать как фигурную, так и прямолинейную кромку. В ходе шлифования используют
абразивные диски или ленты с различной степенью зернистости. Если стекло
шлифуется на шайбочном станке, то в ходе грубой обработки материал
накладывается на вращающийся круг. При помощи таких станков производится
ультразвуковая полировка или обработка щетками.
Такой метод подойдет только для домашней обработки, а в условиях масштабного
производства задействуются шлифовальные станки, при помощи которых можно
обрабатывать как фигурную, так и прямолинейную кромку. В ходе шлифования используют
абразивные диски или ленты с различной степенью зернистости. Если стекло
шлифуется на шайбочном станке, то в ходе грубой обработки материал
накладывается на вращающийся круг. При помощи таких станков производится
ультразвуковая полировка или обработка щетками.
Как происходит полировка?
Технология шлифовки кромки стекла позволяет придать поверхности эффект матовости, с легкой шершавостью с зеленоватым оттенком. При этом после обработки шлифовальной машиной допустимы небольшие трещины или царапины. Для их устранения используется второй этап обработки – полировка при помощи мягких волокон. В результате воздействия полировальной машиной, кромки приобретают прозрачность и гладкость, а изделие становится эстетически привлекательным. В отличие от шлифовки, при полировке выполняется более тонкая обработка характеристики которой зависят от толщины заготовки.
Цельностеклянные изделия обладают полировочным торцом, придающим им яркий дизайн. Также обязательно проводится полировка перед закаливанием стеклянных изделий. Полировальные работы начинаются только после завершения шлифования с использованием абразива с самой мелкой зернистостью, так как из-за низкой абразивности при полировке крупные дефекты с кромки не будут удалены.
ПОЛИРОВКА И ШЛИФОВКА КРОМКИ
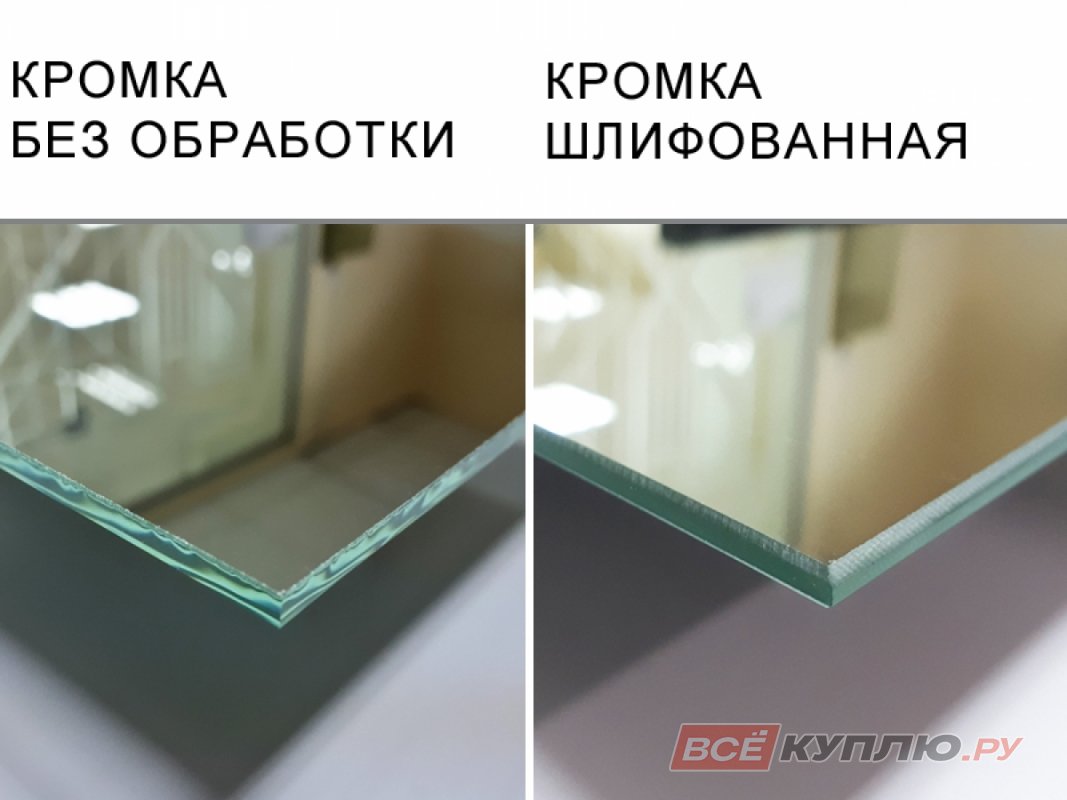
Если вы профессионал в стекольной промышленности, вам знакомы такие слова, как «полировка», «шлифовка кромки», «устранение сколов» и другие подобные термины. Но как обычному потребителю понять, что они обозначают? И почему это так важно учитывать при выборе зеркала или стеклянной полочки?Обработка кромки стекла – это неотъемлемое звено в его подготовке к выпуску. Прежде чем стать красивым золотым зеркалом с подсветкой, изделие представляет собой неровное стекло, с острыми краями, зазубринами и шероховатостями. Если его оставить в таком виде, то это может привести к травмам и порезам.
 Поэтому шлифовка кромки зеркал для наших специалистов обязательная процедура на этапе формирования изделия. С особой тщательностью мастер удаляет опасные срезы на рельефе заготовки, сглаживает поверхность граней для последующей склейки и как итог получает идеально шлифованный край зеркала. Чтобы получить матовые стекла, с идеально гладкой и прозрачной поверхностью, необходимо сделать полировку их срезов. Сравните полированный край стекла с грубой необработанной кромкой, и вы оцените преимущество зеркал с обработкой.
Поэтому шлифовка кромки зеркал для наших специалистов обязательная процедура на этапе формирования изделия. С особой тщательностью мастер удаляет опасные срезы на рельефе заготовки, сглаживает поверхность граней для последующей склейки и как итог получает идеально шлифованный край зеркала. Чтобы получить матовые стекла, с идеально гладкой и прозрачной поверхностью, необходимо сделать полировку их срезов. Сравните полированный край стекла с грубой необработанной кромкой, и вы оцените преимущество зеркал с обработкой.Специалисты мастерской «Отражение» максимально заботятся о том, чтобы стеклянные изделия и зеркала, которые вы покупаете у нас, соответствовали стандартам качества. Мы ставим вашу безопасность на первое место, и поэтому предлагаем приобрести не только красивое, но и защищенное зеркало. Позвоните нам, и практикующий стекольщик бесплатно проконсультирует вас.
Шлифовка и полировка кромки
Представленные процедуры являются обязательными, чтобы было возможно выполнение остальных технологических процессов.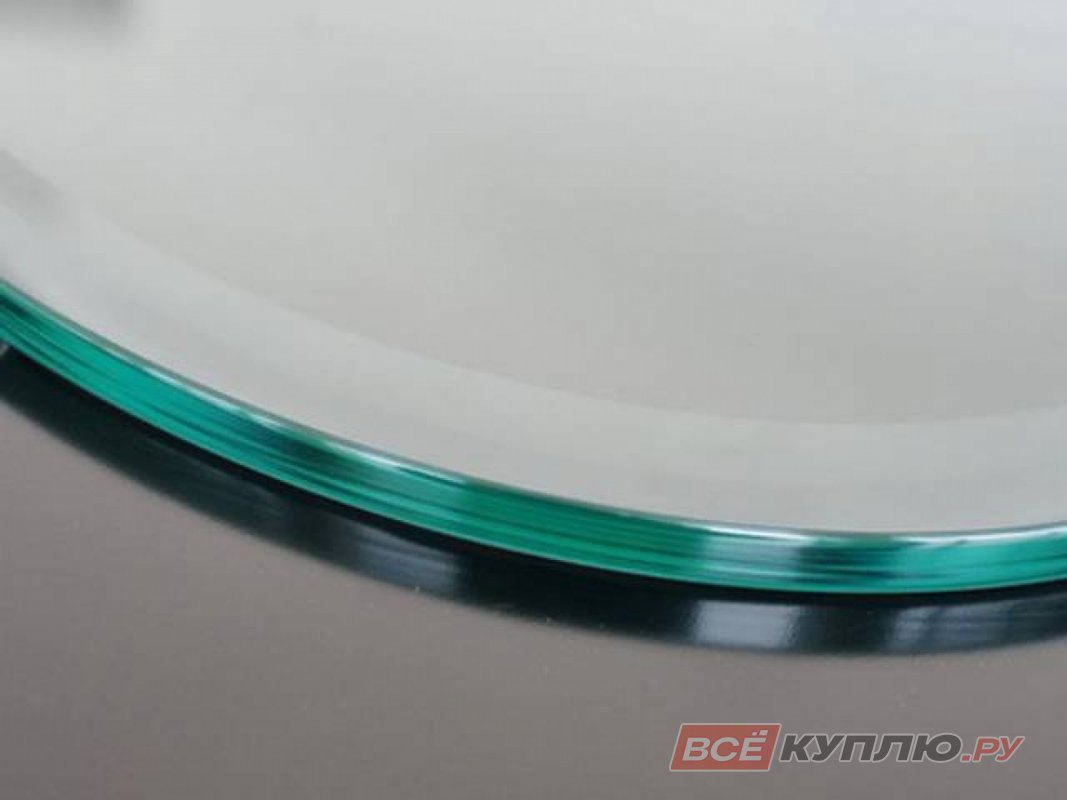
Полировка является заключительным этапом в создании стекла и доведении края до прозрачного вида. Основная задача этого этапа заключается в достижении красивого вида готового изделия. Обе представленные манипуляции имеют определенные стандарты и необходимые параметры. Обработка кромки до закалки является обязательным этапом, помогающим уберечь изделие от трещин в последующих процедурах, а в иных случаях она придает стеклу законченный вид.
В распоряжении наших мастеров есть лучшее оборудование, позволяющее производить все процедуры обработки кромки зеркал и стекла.
 Точность и качество итогового результата достигаются благодаря определенным параметрам производства:
Точность и качество итогового результата достигаются благодаря определенным параметрам производства:— постоянный контроль подачи полотна. За счет этого кромка обрабатывается равномерно;
— возможность изменить и контролировать текущую загрузку шпинделей для шлифовки;
— подача полотна происходит плавно;
— качественная шлифовка кромки без давления на стекло, что исключает появление дефектов;
— мастера постоянно следят за ходом работы;
— учитываются особенности материала, задействованного для определенного изделия;
— качественные абразивные материалы с высокой точностью.
Технологический процесс в нашей компании выполняется с учетом всех стандартов, отвечающих требованиям заказчиков и отражающих наше желание работать для вас!
Обработка кромки стекла — шлифовка и полировка в Уфе
Обработка кромки стекла создает эстетически привлекательный вид и предотвращает от травмирования об острые грани. Края стекла обрабатываются для снятия остаточных напряжений после резки. Это снижает вероятность появления трещин, повышает устойчивость изделия к механическим повреждениям.
Края стекла обрабатываются для снятия остаточных напряжений после резки. Это снижает вероятность появления трещин, повышает устойчивость изделия к механическим повреждениям.
Собственное оборудование компании СтеклоСтиль позволяет наносить европолировку и фацет на прямолинейные и криволинейные формы зеркал различного назначения, что позволяет реализовать даже самые смелые интерьерные решения.
Заказать обработку кромки
Мы обрабатываем стекло с еврокромкой толщиной от 4мм до 10мм на собственном оборудование.
В нашей компании вы можете заказать такие виды обработки как:
Шлифовка кромки стекла
Еврошлифовка – это первый основной этап. В ходе еврошлифовки убираются острые грани. Шлифовка стекла выполняется специальным грубым дисковым абразивом, после которого поверхность выравнивается, приобретая матовость.
В некоторых случая достаточно просто отшлифовать стекло. Однако для придания эффектного внешнего вида необходима полировка торцов до их прозрачности.
Полировка кромки стекла
Европолировка — заключительный этап обработки, позволяет получить стекло с гладким прозрачным торцом. Использование малоабразивного инструмента позволяет провести тщательную финальную полировку стекла, сформировав край заданной формы.
Фацет
Фацет – это сточенная под небольшим углом 3-5° фаска, которая создает радужный оптический эффект, преломляя попадающий на нее свет. Такая огранка применяется в зеркалах и стеклянных столешницах толщиной 5-40 мм для придания бриллиантового блеска. Особенно красиво смотрится на столешницах и зеркальной плитке.
В ассортименте всегда имеется большой выбор различных оттенков зеркал:
- серебро;
- бронза;
- графит;
- синее;
- зеленое;
- морена (состаренное).
Наши цены на обработку зеркала и стекла Вас приятно удивят! Для крупных фабрик и оптовых заказов мы можем предложить индивидуальные условия. Будем рады сотрудничеству!
Будем рады сотрудничеству!
Обработка кромки стекла
Неотъемлемой частью процесса изготовления изделий и конструкций из стекла является резка стеклянного материала. После нарезки, заготовка изделия, как правило, выглядит неаккуратно. Более того, необработанные острые стеклянные края опасны – ими можно пораниться. Поэтому после резки стекла необходимы 2 обязательных процесса: шлифовка и полировка будущего изделия.
Шлифовка стекла:
Первый этап обработки будущего изделия из стекла – его шлифовка. Она устраняет крупные неровности и острые края будущей конструкции. Шлифованное стекло приобретает шероховатую кромку довольно неэстетичного вида, но при этом она становится ровной и безопасной для прикосновения.
Полировка стекла:
Процесс полировки происходит с помощью мягких волокон по щадящей технологии. Края изделия из стекла становятся гладкими и приобретают завершенный вид. Полированная кромка придает дополнительную прозрачность и красоту. Полностью обработанное стекло приобретает новые свойства и эстетику, благодаря чему стеклянные конструкции выглядят привлекательно, стильно и дорого.
Полностью обработанное стекло приобретает новые свойства и эстетику, благодаря чему стеклянные конструкции выглядят привлекательно, стильно и дорого.
Для чего производится шлифование и полировка стекол:
- Необработанное острое стекло становится безопасным от порезов и травм при касании;
- Уменьшается вероятность появления трещин на стекле;
- Изделие приобретает красивый, приятный глазу вид со всех сторон.
Шлифование и полировка стекла – обязательные процессы при изготовлении стеклянной мебели, полок и столешниц, витрин, торгово-выставочного оборудования и прочих объектов, в которых видна кромка стекла.
Существует два типа обработки кромки стекла:
Прямолинейная обработка: процесс состоит из двух этапов – шлифование и полирование. Прямолинейная обработка позволяет получить такие профили как трапеция или плоская кромка с фасками (еврокромка), а также кромка под любым углом в диапазоне 0-450.
Криволинейная обработка: данная техника используется для обработки фигурной кромки или кромки неправильных форм. При криволинейной обработке изделие из стекла подвергается тем же процессам, что и при прямолинейном типе.
Формы торца кромки стекла:
Еврокромка (трапеция) полируется в трех плоскостях: торец и две фаски под углом 450 Еврокромка бывает шлифованной или полированной. Кромка в форме трапеции делает изделие аккуратным, а после обработки стекла минимизируется риск появления сколов и трещин.
Карандаш (полусфера) – в данном случае кромка стекла имеет овальную (эллипсоидную) форму. Внешний вид после такого типа обработки стекла оригинален и интересен, и такая форма кромки приобретает всё большую популярность среди заказчиков.
Помимо вышеуказанных видов, существуют менее популярные, например, прямой, двойной карандаш, водопад и т.д. Подобные виды кромок стекла применяются при изготовлении единичных изделий и эксклюзивных конструкций из стекла.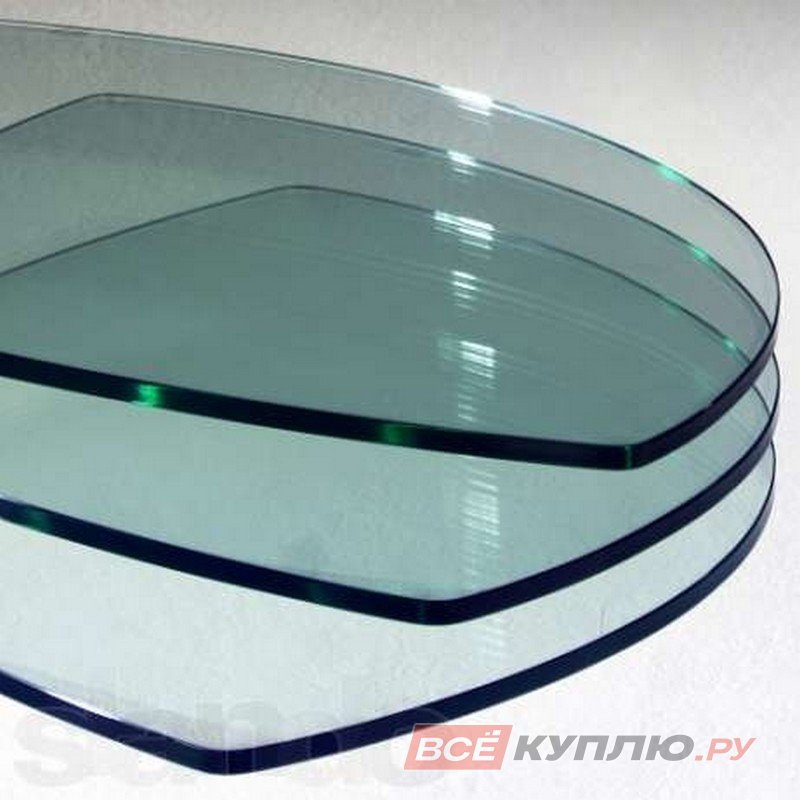
Шлифование и полировка стекла, качественная обработка кромки – обязательные процессы при изготовлении стеклянной мебели, полок и столешниц, витрин, торгово-выставочного оборудования и прочих объектов, в которых видна кромка стекла.
Заказать стекло с доставкой и выбрать желаемую обработку кромки вы можете, связавшись с менеджером по работе с клиентами. Качественные стекла от завода-производителя по низким ценам от ООО «СтеклоКонструкции» — ваш безошибочный выбор!
Шлифовка кромки стекла – простой процесс сделать стекло безопасным — Инфокам
Всем
известно, что обыкновенное стекло при разрезании или разбитии имеет
острые кромки, которые могут причинить серьезные раны. Чтобы избежать
порезов и сделать края стекла безопасными, их подвергают процедуре под
названием шлифовка кромки стекла. Благодаря несложному процессу край
стекла не только больше не опасен, но и выглядит очень эстетично.
Существует два способа проведения операции:
- на производстве;
- в домашних условиях.
В
первом случае процесс происходит автоматически на специальных машинах.
Существуют целые шлифовальные линии, способные обрабатывать большие
объемы стекол. Такие аппараты стоят на крупных производствах, например,
на заводах по изготовлению стекла или на мебельных фабриках. Суть
процесса очень простая – после порезки большого листа стекла на
необходимые фрагменты, они плашмя укладываются на специальные валики, по
которым передвигаются к шлифовальной головке. Использование алмаза в
шлифовальных кругах или лентах гарантирует быструю и качественную
обработку стеклянной поверхности. Сама процедура может занимать от
нескольких секунд – все зависит от размера обрабатываемой кромки.
В
домашних условиях произвести шлифовку кромки стекла можно довольно
легко. Для проведения процедуры не понадобится дорогостоящий инструмент
или расходные материалы и сам процесс не займет много времени.
Обрабатываем стекло своими руками
Существует три основных формы шлифованной поверхности:
- полукруглая или «карандаш»;
- правильная трапеция;
- произвольная
Любую
из этих разновидностей можно произвести в домашних условиях. Наиболее
Наиболее
простым вариантом считается полукруглая форма. Для ее достижения не
требуется прилагать особых усилий, поэтому она чаще всего и встречается
на кромках стекол, зашлифованных вручную.
Шлифовка кромки стекла в домашних условиях проводится вручную или при помощи бытовой дрели.
В
первом случае нам понадобится наждачная шкурка различной зернистости.
Как правило, используется крупная, средняя и мелкая. Рекомендуется
приобретать именно шкурку, а не бумагу по причине того, что бумага очень
быстро придет в негодность за счет острых кромок стекла. Также нам
понадобится небольшой деревянный брусок. Дальше процесс происходит
примерно таким образом – наматываем крупнозернистую шкурку на брусок и
поступательными движениями обрабатываем острый край стекла. После
обработки всего участка поверхности меняем шкурку на среднезернистую и
повторяем процесс. Аналогично поступаем и с применением мелкозернистой
шкурки. Главным индикатором завершения процедуры является матовый край
стекла. Теперь его можно спокойно трогать руками, не опасаясь
Теперь его можно спокойно трогать руками, не опасаясь
порезаться.
При
работе с дрелью процедура аналогичная с той лишь разницей, что
понадобятся специальные шлифовальные круги и насадка на
креплении-липучке для дрели. Некоторые люди рекомендуют воспользоваться
«болгаркой», аргументируя выбор отсутствием надобности приобретать
специальную насадку и быстротой процесса. На самом деле, пользоваться
этим инструментом для шлифовки стекла нельзя из-за большого количества
оборотов шлифовальной машинки. Стекло является довольно хрупким
материалом и при перегреве быстро трескается. Для шлифовки необходимы
низкооборотные инструменты (1200-1700 об/мин). Этим характеристикам
соответствует бытовая дрель, которая есть практически в каждом доме. Для
избегания перегрева стекла при использовании брели, кромку во время
шлифовки смачивают водой.
Важным моментом является соблюдение элементарных правил безопасности при работе со стеклом:
- шлифовку необходимо проводить в хорошо проветриваемых помещениях или на открытом месте;
- при работе использовать респиратор, чтобы не вдыхать мелкую стеклянную пыль;
- пользоваться защитными перчатками.
На выставке «Мир стекла»
будет представлен широкий выбор современного оборудования для полировки
и шлифовки стекол и зеркал в условиях производства или дома. Кроме
оборудования на выставочных стендах будут располагаться различные
расходные материалы и вспомогательные приспособления. Само мероприятие
пройдет в период с 6 по 9 июня на территории ЦВК «Экспоцентр» в
павильоне №2.
Обработка кромки стекла и зеркал, полировка кромки
Флоат-стекло имеет очень ровную поверхность, она глянцевая и привлекательная. Однако, после резки стекла и зеркал торцевая часть стекла приобретает неровный, некрасивый вид. К тому же она травмоопасна — об нее легко порезаться, а осыпающиеся частицы стекла могут занозить руку. Еще одна проблема с необработанной кромкой стекла — от нее могут пойти трещины, которые могут со временем распространиться на все стеклянную или зеркальную поверхность. У зеркал же своя проблема — их необработанная кромка постепенно начинает «ржаветь», вплоть до больших пятен, так разрушается серебряное покрытие зеркала во влажной атмосфере.
У зеркал же своя проблема — их необработанная кромка постепенно начинает «ржаветь», вплоть до больших пятен, так разрушается серебряное покрытие зеркала во влажной атмосфере.
Для решения всех этих проблем кромку обрабатывают, чаще всего для стекла используется полировка кромки. Для полировки кромки стекла в современных промышленных условиях используют высокопроизводительные «кромочные» станки. Компания «Стеклозор» использует для обработки станки Bavelloni. Итальянская компания Bavelloni специализируется на выпуске станков для обработки стекла и зеркал, ее станки заслуженно считаются одними из лучших в мире. Главное преимущество таких станков для нашего клиента — идеально ровная и прозрачная кромка. У некоторых конкурирующих фирм-производителей кромка может идти «волнами», а на стекле, с его преломлением, это очень заметно. Кроме того, есть отличия и в самом качестве полировки и получающейся в результате прозрачности стеклянного или зеркального торца. И если для стекла такие дефекты еще можно спрятать, то минимальные огрехи в обработке зеркал тут же будут отражены зеркальной поверхностью и продемонстрированы пользователю.
И если для стекла такие дефекты еще можно спрятать, то минимальные огрехи в обработке зеркал тут же будут отражены зеркальной поверхностью и продемонстрированы пользователю.
Обработка кромки производится в ряд этапов. По сути, стекло последовательно проходит через несколько специальных полировальных дисков, начиная с диска с наибольшей зернистостью и заканчивая диском тонкой полировки. Диски приводятся в движение мощными электродвигателями. Стекло ставится на конвейер, где автоматически закрепляется и затем конвейер протягивает стекло через установленные в ряд диски. На выходе из станка получается идеально ровная, гладкая полированная поверхность стеклянной кромки. Если приглядеться, то кромка стекла после обработки будет немного скошенной, как бы притупленой, с обеих сторон — это делается для предотвращения осыпания стекла. Важной отличием «фабричной» полировки для зеркал является полное отсутствие «задиров» и других повреждений зеркального слоя. Такое зеркало прослужит в ванной, душевой комнате или бассейне многие годы.
Такое зеркало прослужит в ванной, душевой комнате или бассейне многие годы.
Что лучше для вашего проекта?
Примечание редактора: эта запись в блоге была первоначально опубликована в феврале 2020 года и была изменена с учетом отраслевых новостей.
Одним из самых важных процессов изготовления стекла является обработка кромок. Создание сложного, законченного вида, его реализация определяется использованием и применением. Это могут быть столы для совещаний, перегородки, перегородки и двери, маркерные доски или витрины в широком спектре торговых, гостиничных и офисных помещений.
Кромка придает стеклу стиль и характер, а также облегчает его чистку и уход. Независимо от отрасли, из соображений безопасности дополнительно применяются специальные кромки, чтобы предотвратить возможные травмы от сколов и зазубренных углов.
Ниже мы рассмотрим несколько типов кромок стекла и объясним, почему некоторые из них больше подходят для конкретных целей, чем другие.
Карандаш Полированный край
Обычно закругленный край используется для мебели, например столов, для которых может потребоваться защитное стекло.Его название происходит от закругленной поверхности, напоминающей гладкий корпус карандаша .
Благодаря этой полированной эстетике его можно использовать на мебели и предметах крепления, таких как зеркала, рамы и полки. Этот тип также имеет преимущества с точки зрения безопасности — , особенно в местах с интенсивным движением — благодаря гладким закругленным краям, защищающим от возможных травм, связанных с острыми и абразивными углами.
При рассмотрении этого вопроса для крупного проекта с коротким сроком выполнения лучше привлечь производителя стекла с современным оборудованием высокого уровня.Это еще больше гарантирует, что ваш проект будет сдан вовремя, без ущерба для качества.
приложений
- Мебель
- Зеркала
- Рамки
- Полки
- Витрины
Карандаш Сатин Край
Также известный как карандашная шлифовка или полуполированная , эта закругленная кромка получила свое название просто из-за своей формы, напоминающей карандаш.
При использовании шлифовального круга с алмазным напылением кромка карандашной шлифовки — в отличие от глянцевой поверхности кромки — придает матовый или атласный блеск , что делает ее идеальной для светлых поверхностей, зеркала и декоративная стеклянная мебель.
приложений
Плоская полированная кромка
Также известная как плоская кромка или кромка с машинной полировкой , она создает гладкие, чистые и блестящие линии, пропуская стекло вдоль ленточной машины, удаляя любые стеклянные осколки и сглаживая края.
Плоско-полированная кромка используется для придания законченного вида, подходящего для демонстрации, например зеркал, витрин, стеклянных перегородок и другой декоративной мебели.
Этот край может быть выступающим — гладким и угловым. (См. прилагаемый чертеж . ) Он также известен как фаска , при которой плоская полированная кромка соприкасается со стеклянной поверхностью.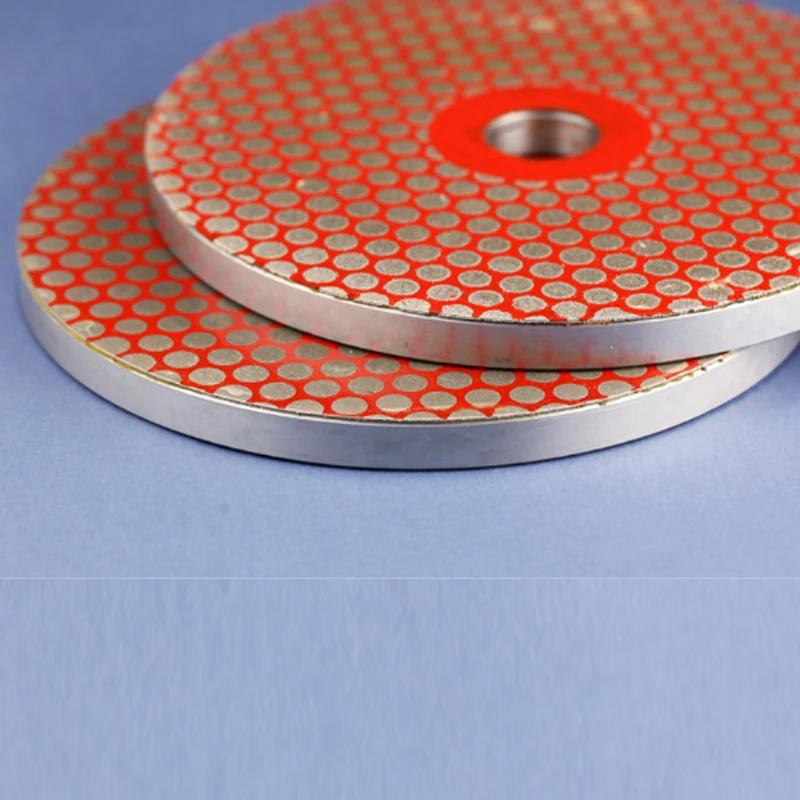
Плоская полировка кажется более толстой из-за своих утонченных, упрощенных характеристик и обычно используется для стекла толщиной 1/4 дюйма или более.
Требуется специализированное высококачественное плоскошлифовальное оборудование. Это включает в себя высокотехнологичные и эффективные машины, которые могут полировать стекло любого размера и формы, даже в сжатые сроки, независимо от толщины.
Узнайте, как компания Dillmeier Glass помогла Synergy Business Environments в проекте стеклянной перегородки с плоской полированной кромкой для крупной медицинской компании.
ПриложенияПлоский сатин
Похож на вышеупомянутый сатиновый край карандаша, за исключением того, что он плоский.Он также имеет атласный блеск, что делает его подходящим для зеркал и декоративной стеклянной мебели.
приложений
Скошенная кромка
Также известный как наклонный или скошенный край , он плоский и отшлифован для гладкости. Скосы достигаются путем обрезки и полировки краев для придания отчетливо элегантного вида: они тоньше по бокам и толще в центре.
Скосы достигаются путем обрезки и полировки краев для придания отчетливо элегантного вида: они тоньше по бокам и толще в центре.
Такая кромка придает глубину и витиеватость.Скошенные края блестят и блестят, создавая законченный, полированный вид . Подобно вышеупомянутому полированному стилю, стекло со скошенными краями также подходит для декоративных элементов, таких как зеркала.
ПриложенияКромка под углом
Это также известно как наклонная кромка и может быть скошена под любым углом от 0 до 60 градусов. Обычно он используется для соединения двух кусков стекла вместе для создания определенного угла.Без этого стекло будет торчать, а не плавно стыковаться. Скошенная кромка также может использоваться как отдельное приложение для силиконового структурного остекления или для создания уникальной визуальной эстетики при работе с более толстым стеклом.
ПриложенияКрай со швом
Также известное как кромки Cut and Swipe, включает в себя удаление острых краев с помощью шлифовальной ленты. Поскольку это не приводит к гладкой, завершенной отделке, края со швом больше подходят для скрытых или захваченных краев, которые не экспонируются, но при этом безопасны в обращении.
Поскольку это не приводит к гладкой, завершенной отделке, края со швом больше подходят для скрытых или захваченных краев, которые не экспонируются, но при этом безопасны в обращении.
Эстетические настройки
Для отраслей, в которых происходят изменения в дизайне и модернизация из-за ослабления мер по охране здоровья и безопасности, связанных с новым коронавирусом (COVID-19), окантовка может помочь переопределить и стилизовать витрины и полки розничных магазинов. Гостиничные заведения, такие как рестораны и бары, также могут выиграть от окантовки, чтобы помочь с пересмотренными планами размещения в помещении и на открытом воздухе. Это могут быть стеклянные столешницы и бары, а также другие зоны обслуживания, требующие законченного вида.
Поскольку все больше и больше офисов вновь открываются, стеклянные перегородки, перегородки и бескаркасные стеклянные стены также могут быть обрамлены. Выбор наилучшего типа определяется планом этажа, планировкой, требованиями социального дистанцирования и другими переходными изменениями.
Выбор наилучшего типа определяется планом этажа, планировкой, требованиями социального дистанцирования и другими переходными изменениями.
Для получения дополнительной информации о том, как защитить членов команды и клиентов в мире COVID-19, загрузите наше бесплатное руководство: « Содействие творчеству и продуктивности в безопасной санитарной рабочей среде. ”
Что лучше для вашего проекта?
Имея на выбор несколько кромок стекла, рекомендуется проконсультироваться с профессиональным производителем, например, с компанией Dillmeier Glass Company, чтобы определить наилучшее решение для .Наши специалисты будут использовать специализированное оборудование, необходимое для настройки и завершения вашего проекта в срок и в рамках бюджета.
Свяжитесь с нами по телефону , чтобы определить, какой тип кромки оптимален для вашего применения и потребностей.
Как отполировать стеклянные кромки — очень быстрое руководство по вторичной переработке стеклянных бутылок
Проекты деревянных поддонов теперь можно использовать для повторного использования этого «сделай сам» . Новое имя, но тот же отличный контент!
Этот пост содержит партнерские ссылки.Если вы решите совершить покупку по моей ссылке, я могу получить за это небольшую комиссию без каких-либо дополнительных затрат для вас. Спасибо за поддержку Upcycle This DIY That!
Резка стеклянных бутылок — увлекательный и творческий способ сделать украшения для дома, но это может быть сложно, если вы не знаете, как это сделать. Однако с правильными инструментами и методами это может сделать каждый!
Затем идет процесс полировки вашего проекта, чтобы он был безопасен для использования. Он включает в себя шлифование и сглаживание острых краев, чтобы сделать его пригодным для использования.В этом кратком уроке я покажу вам, как полировать стеклянные края разрезанных бутылок, чтобы добиться красивой гладкой поверхности.
Этот процесс очень прост и не требует много ресурсов/инструментов. Но помните о безопасности при шлифовке стекла или любого другого материала.
Как полировать края стекла
Самый простой способ для этого — использовать влажную/сухую наждачную бумагу и мокрую шлифовку бутылки. Таким образом уменьшается количество частиц стекла в воздухе во время шлифования. Обязательно используйте защитные очки и респиратор для защиты глаз и легких.
Полировка кромок стекла
Как упоминалось выше, шлифование стекла может быть опасным для здоровья. Чтобы избежать этих проблем, вы должны выполнять влажную шлифовку, чтобы частицы стекла не взвешивались в воздухе и не загрязняли тех, кто находится рядом, кто их вдыхает. Всегда надевайте защитные очки И респиратор для лица при выполнении этой задачи!
> Начните с крупнозернистой наждачной бумаги P60/80, чтобы сгладить края
 kadence-blocks-gallery-item» data-image-filter=»none» data-lightbox-caption=»true» data-columns-xxl=»2″ data-columns-xl=»2″ data-columns-lg=»2″ data-columns-md=»2″ data-columns-sm=»1″ data-columns-xs=»1″>
kadence-blocks-gallery-item» data-image-filter=»none» data-lightbox-caption=»true» data-columns-xxl=»2″ data-columns-xl=»2″ data-columns-lg=»2″ data-columns-md=»2″ data-columns-sm=»1″ data-columns-xs=»1″>Чтобы эти разрезы выглядели красиво и гладко, вам нужно начать с наждачной бумаги с крупной зернистостью.Сначала намочите наждачную бумагу перед тем, как положить ее на плоскую поверхность, и круговыми движениями начните шлифовать края. Вращайте полированную деталь, чтобы отшлифовать ее равномерно. Вытрите воду с края и проверьте, достаточно ли он отшлифован/гладкий.
У зеленой бутылки был довольно ровный край благодаря этому методу резки стеклянных бутылок, поэтому его не нужно было сильно сглаживать.
Затем возьмите влажную бумагу и отшлифуйте внутренний и внешний края. Вы можете использовать для этой цели мягкую шлифовальную губку (для мокрого шлифования) или наждачную бумагу на основе материала для большей гибкости, особенно для более крупных зерен.
> Затем добавляйте крупу, пока не будете довольны результатом и гладкостью стекла.
Затем я использовал P100, чтобы продолжить шлифовку/полировку стекла. Не забудьте отшлифовать внутренний и внешний край стекла.
Затем я использовал P150, P180, P240, P320, P400, P600, P800 и, наконец, P1200 и P2000, чтобы закончить полировку стекла.
Конечный результат
вывод
Это один из лучших способов быстро и легко отполировать граненые стеклянные бутылки. Я надеюсь, что вы нашли это полезным, и теперь вы знаете, как полировать стеклянные края, я уверен, что вы создадите несколько потрясающих проектов / декора стеклянных бутылок!
Я надеюсь, что вы нашли это полезным, и теперь вы знаете, как полировать стеклянные края, я уверен, что вы создадите несколько потрясающих проектов / декора стеклянных бутылок!
Знаете ли вы другие методы? Поделитесь своими мыслями в комментариях ниже и дайте мне знать, чтобы мы все могли учиться вместе 🙂 И не забудьте прикрепить его к своей доске уроков DIY. Спасибо!
Подпишитесь на мою БЕСПЛАТНУЮ рассылку DIY!
Оставайтесь на связи и получайте новости, специальные предложения, новые проекты, советы, обзоры снаряжения и многое другое.Никакого спама, обещаю!
Вводя свой адрес электронной почты, вы соглашаетесь получать информационный бюллетень по электронной почте от UpcycleThisDIYThat. Я буду уважать вашу конфиденциальность, и вы можете отказаться от подписки в любое время. Для получения более подробной информации ознакомьтесь с нашей Политикой конфиденциальности.
Стеклянная кромка | Плоская полировка, скошенная, скошенная, со швом, края карандаша
Плоская полированная кромка
Наш обрезной станок с 15 шпинделями оставляет яркую и очень чистую полировку Плоские полированные кромки — безусловно, самый популярный выбор кромок, не считая простых кромок со швом. Эта полировка производится путем шлифовки краев стекла, а затем их буферизации, чтобы получить четкую поверхность. Все это
делается на нашем обрезном станке
Эта полировка производится путем шлифовки краев стекла, а затем их буферизации, чтобы получить четкую поверхность. Все это
делается на нашем обрезном станке
Скошенная кромка
Для создания безаппаратного углаНаше скошенное стекло изготавливается с использованием того же обрезного станка, что и наше плоское полированное стекло.Можем изготовить митры из от 0° до 45°.
Скошенный
Гладкий внешний вид для декоративного использования Термин « со скошенной кромкой » относится к стеклу, края которого обрезаны и отполированы до определенной степени. угол и размер для создания особого элегантного вида.Этот процесс делает стекло тоньше по краям,
в то время как большая средняя часть остается нормальной толщины стекла.
угол и размер для создания особого элегантного вида.Этот процесс делает стекло тоньше по краям,
в то время как большая средняя часть остается нормальной толщины стекла.
Фальцованное стекло
Простая, но классическая обработка края для удаления острых краев.Кромки со швом — это классический подход к обработке кромок для стекла.Это делается путем шлифовки краев стекла, что устраняет резкость. и делает стекло более безопасным в обращении. Это минимальное требование для закаленного стекла.
Край карандаша
Закругленная отделка идеально подходит для мебели Наш станок с ЧПУ может создавать карандашную кромку как на прямоугольных, так и на закругленных кусках стекла. Эта отделка идеально подходит для мебели.
кусочки и край позволяют стеклу удобно сидеть в мебели.
Эта отделка идеально подходит для мебели.
кусочки и край позволяют стеклу удобно сидеть в мебели.
Специальные полироли с ЧПУ
Нужна ли вам закругленная или внутренняя полировка, ЧПУ сделает свою работу.Наш станок с ЧПУ может создавать круглые полированные кромки , а также внутренние полированные и скошенные кромки для отверстий.Если наш специалист по ЧПУ может создайте программу, мы можем создать стекло.
Можно ли отшлифовать края стекла вручную
Шлифовка краев стекла может оказаться непростым делом. Вам не нужны царапины или другие шрамы на ваших драгоценных стеклянных поверхностях. С правильными инструментами для правильной работы можно шлифовать стекло на профессиональном уровне. В этой статье мы рассмотрим, какие инструменты выбрать для шлифовки стекла и как это сделать правильно.
Вам не нужны царапины или другие шрамы на ваших драгоценных стеклянных поверхностях. С правильными инструментами для правильной работы можно шлифовать стекло на профессиональном уровне. В этой статье мы рассмотрим, какие инструменты выбрать для шлифовки стекла и как это сделать правильно.
Начало работы
Как и в любом проекте, безопасность превыше всего. Убедитесь, что вы используете подходящее защитное снаряжение для выбранного вами метода. Если вы используете электроинструменты для шлифовки большого количества стекла, убедитесь, что вы находитесь в хорошо проветриваемом помещении.Шлифовальное стекло превращает его в мелкую пыль, поэтому вам также нужно надеть маску и защитные очки.
При шлифовке стекла всегда надевайте перчатки. Они могут защитить вас от порезов о край стекла, а также защитить ваши руки от шлифовальных инструментов. Убедитесь, что они не мешают вашему захвату, чтобы не уронить оконное стекло. Использование зажима может быть полезным, но в некоторых случаях может потребоваться слишком сильное давление и треснуть стекло.
Выбор правильных материалов
Не все инструменты подходят для всех задач.Вы должны тщательно выбрать метод шлифования в зависимости от типа проекта, над которым вы работаете. Некоторое стекло будет слишком тонким для некоторых инструментов, в то время как для других проектов может потребоваться более прочный вариант.
Мы рассмотрим лучшие методы ручной шлифовки краев стекла. Мы рассмотрим следующие инструменты и методы:
- Использование карбида кремния
- Сухое шлифование
- Влажное шлифование
Абразивы для стекла — карбид кремния
резки и царапания стеклянной поверхности.Алмаз — единственный природный абразив, который может поцарапать стекло, но очевидно, что это слишком дорогой и редкий материал для таких простых задач, как это.
Карбид кремния — гораздо более доступное абразивное зерно, которое имеет множество применений, включая шлифование стекла. Это самый твердый и острый из производимых абразивов, а также он очень ломкий (легко ломается, обнажая острые края). Это обеспечивает более быструю резку и более равномерный рисунок царапин.
Это обеспечивает более быструю резку и более равномерный рисунок царапин.
Вы найдете карбид кремния в большинстве типов абразивных изделий, таких как шлифовальные ленты, шлифовальные диски, шлифовальные машины для пола и наждачная бумага.
Диски из карбида кремния
Диски из карбида кремния можно использовать для тяжелых работ, таких как кладка и подготовка бетона, или для стекольных работ.
После смачивания используйте круговые движения и слегка надавливайте на стекло. Продолжайте делать это, пока не получите желаемый результат.
Наши диски представляют собой жесткие диски, идеально подходящие для шлифования, шлифовки и полировки с легким и умеренным давлением на стекле, кирпичной кладке, таких как камень и бетон.Эти фибровые диски предназначены для использования с опорной тарелкой и прикреплены к угловой шлифовальной машине.
Листы наждачной бумаги с карбидом кремния
Вы можете использовать листы наждачной бумаги из карбида кремния для мокрого или сухого шлифования, но мы рекомендуем использовать их с какой-либо смазкой для достижения наилучших результатов.
В листах используются зерна карбида кремния, которые представляют собой смолу на смоле, соединенную с прочной бумагой на латексной основе. Эти листы наждачной бумаги из карбида кремния являются водонепроницаемыми, термостойкими и имеют отличную адгезию зерна.Это делает их очень эффективными в автомобильной промышленности и на лаках, красках, шпатлевках, стекле, металле, пластике, камне и мраморе.
Стекло для сухого шлифования
Если вы собираетесь шлифовать, вы обычно начинаете с метода сухого шлифования.
Сухая шлифовка может использоваться для всех типов проектов и обычно используется в сочетании с мокрой шлифовкой. Сухая шлифовка обычно используется для выравнивания поверхности, удаления дефектов и сглаживания краев, чтобы они больше не были опасными.Вы можете сушить песок, дерево и металлы в дополнение к стеклу.
Стекло традиционно требует влажной шлифовки. Однако, если вы хотите увеличить или уменьшить непрозрачность, вы можете сделать это только с помощью сухого шлифования. Обязательно используйте сверхмелкую наждачную бумагу при сглаживании краев стекла.
Обязательно используйте сверхмелкую наждачную бумагу при сглаживании краев стекла.
Стекло для мокрой шлифовки
Сухая шлифовка — ценный метод глубокого проникновения в поверхность и ее сглаживания до полной ровности. Однако абразивный метод сухой шлифовки может оставить свои следы и царапины.Чтобы действительно закончить вашу поверхность и достичь самого гладкого зеркального совершенства, вы захотите использовать метод мокрого шлифования.
Влажное шлифование, как следует из названия, использует воду или другую жидкость для смазки поверхности во время шлифования.
Для влажной шлифовки нельзя использовать любую наждачную бумагу. Для этого требуются водонепроницаемые или специальные инструменты. Обычные листы наждачной бумаги не предназначены для мокрого шлифования. Подложка не предназначена для использования во влажном состоянии и развалится. Кроме того, абразивная крошка будет забиваться шлифуемым материалом.Груз и зерна увеличат ваши шансы на появление царапин.
Перечисленные выше листы из карбида кремния для мокрой/сухой обработки, например, благодаря латексной основе можно использовать в качестве мокрой наждачной бумаги. Они не будут распадаться или перегружаться.
Сухое и мокрое шлифование
Сухой и мокрый методы шлифования используются по-разному. Теперь, когда мы рассмотрели основы, мы собираемся провести некоторое сравнение и противопоставление, чтобы вы могли решить, использовать ли один или оба метода.
Сухое шлифование используется для выравнивания поверхности.Влажная шлифовка выравнивает поверхность. Вы не всегда будете использовать оба вместе, но если да, то это отличное определение, которое нужно запомнить.
Поскольку они достигают разных целей, вы также используете разные методы при нанесении влажной или сухой наждачной бумаги. Вы собираетесь использовать небольшие круговые движения по поверхности для сухого шлифования, пока вся поверхность не будет покрыта. Это позволит вам копать и удалять любые неровности.
Влажное шлифование выполняется ровными линиями вверх и вниз по поверхности, так же, как если бы вы наносили морилку или отделку на пол или металлическую поверхность.Цель состоит в том, чтобы получить блестящую, гладкую поверхность без пятен, а не выкапывать шероховатости. Влажное шлифование также полезно, потому что оно удерживает пыль в процессе шлифования.
В зависимости от того, какой окончательный вид вы хотите получить, вы можете выбрать только один метод. Эта глянцевая поверхность может быть слишком клинической для некоторых мастеров, которые хотят получить грубый вид ручной работы.
Если вы пытаетесь удалить царапину со стеклянной поверхности или сгладить острую кромку, идеально подойдет мокрый метод с использованием водостойкой наждачной бумаги с очень мелким зерном.
Шлифовка стеклянных бутылок
Вот как можно применить эти методы для типичного проекта шлифовки стекла: шлифовки стеклянных бутылок.
Людям нравится использовать стеклянные бутылки для украшения. После того, как вы обрежете бутылку или придадите ей форму, у вас, вероятно, останутся края, которые нужно сгладить. Без предварительной шлифовки стекло часто будет выглядеть тусклым, а также вы рискуете получить ненадежные края.
После того, как вы обрежете бутылку или придадите ей форму, у вас, вероятно, останутся края, которые нужно сгладить. Без предварительной шлифовки стекло часто будет выглядеть тусклым, а также вы рискуете получить ненадежные края.
Начнем с мелкозернистой наждачной бумаги для влажной и сухой обработки.Слегка намочите его и следите за тем, чтобы во время процесса шлифования на нем было много воды. Это поможет утрамбовать пыль.
При надавливании вниз используйте круговые движения, чтобы начать шлифование среза, и держите нанесение равномерным, время от времени поворачивая бутылку, чтобы не сосредотачиваться слишком сильно на одной стороне.
Наша наждачная бумага имеет зернистость до 2000 и подходит для чрезвычайно тонкой полировки. Как только вы получите гладкий край, смочите наждачную бумагу для процесса полировки.Равномерно нанесите его на отшлифованные края и поверхность бутылки, затем вытрите насухо и наблюдайте за своим прогрессом. Повторяйте это до тех пор, пока ваша бутылка не станет такой гладкой и полированной, как вы хотите.
После тщательного применения этих методов шлифовки у вас будет красиво отполированная бутылка, гладкая на ощупь и безопасная для питья.
Остались вопросы
Наши специалисты по шлифовальным материалам доступны в обычные рабочие часы, чтобы обсудить с вами ваши вопросы по шлифованию. Пожалуйста, не стесняйтесь обращаться по электронной почте, телефону или в чате на нашем веб-сайте ниже.
Стеклянная фаска, Стеклянная кромка | Обработка кромок
Если у вас видны края и вы хотите, чтобы стекло было более декоративным, мы предлагаем несколько вариантов:
Карандашная кромка : Этот тип обработки кромки приводит к слегка закругленной кромке. Края Pencil Grind имеют морозную, матовую или атласную поверхность. Карандашная полировка кромок обеспечивает глянцевую, блестящую поверхность; идеально подходит для стиля, когда вы хотите создать дополнительный эффект!
Плоская кромка: При таком типе обработки кромки получается плоская кромка с небольшими фасками на углах. Кромка Flat Grind имеет матовую, матовую или сатиновую поверхность. Край Flat Polish обеспечивает блестящую или глянцевую поверхность.
Кромка Flat Grind имеет матовую, матовую или сатиновую поверхность. Край Flat Polish обеспечивает блестящую или глянцевую поверхность.
Bevel Edge: Этот тип кромки придает стеклу ощущение глубины. Это часто используется для богато украшенного приложения. Скошенные края имеют блестящую или глянцевую поверхность.
Мы располагаем самым современным оборудованием, которым руководят наши опытные мастера , чтобы выполнить практически любой заказ по обработке кромок!
One Day Glass придаст идеальную кромку вашему стеклу.Независимо от того, нужна ли вам стандартная или специальная обработка кромки стекла, вы можете быть уверены, что каждая кромка будет обработана с высокой точностью на нашем современном кромкооблицовочном станке. Просто сообщите нам, если для вашего проекта требуется специальная кромка, и мы придадим ему великолепный индивидуальный вид с помощью нашей качественной кромки. Если нет, мы позаботимся о том, чтобы вы всегда получали изделия с отшлифованными краями, безопасными в обращении.
Если нет, мы позаботимся о том, чтобы вы всегда получали изделия с отшлифованными краями, безопасными в обращении.
Specialty Edgework устраняет любые неровности на краю стекла после его резки.Еще одним преимуществом специальной обработки кромки является улучшенный внешний вид стекла. Наши края не острые, независимо от того, выбираете ли вы стандартную или специализированную кромку. Специализированная кромка придает стеклу великолепный внешний вид.
Стандартная кромка — это наша стандартная отделка, которая входит в комплект поставки всех изделий без дополнительной оплаты. Мы называем это сшитым краем. Это идеально подходит для предметов, которые будут установлены так, что края стекла не будут видны, эти края отшлифованы до гладкости, поэтому стекло безопасно в обращении, но оно не обязательно является декоративным.Наша стандартная кромка соответствует допускам отраслевого стандарта.
Специальные опции Edgework могут быть добавлены ко многим деталям или формам за дополнительную плату. Используйте функцию Instant Online Quote, описанную выше, чтобы быстро оценить стоимость вашего конкретного проекта.
Используйте функцию Instant Online Quote, описанную выше, чтобы быстро оценить стоимость вашего конкретного проекта.
Стеклянные оттенки, доступные по типу и толщине:
Так как наша тонировка проходит по всей толщине стекла, оно более прочное и не стирается, как тонированные пленки. Стеклянные оттенки одного и того же цвета будут казаться темнее с более толстым стеклом.Посмотрите на таблицы цветов по толщине, чтобы увидеть, как оттенок повлияет на темноту.
В One Day Glass мы предлагаем стекло нескольких оттенков, которые различаются в зависимости от толщины. И мы можем резать тонированное стекло с лучшим в отрасли допуском на резку 1/16 th дюймов, что означает, что мы можем точно соответствовать вашим спецификациям. Ознакомьтесь с нашими образцами тонировки и узнайте, подойдет ли тонированное стекло для вашего следующего проекта.
Часто задаваемые вопросы по обработке кромок по индивидуальному заказу
Что такое плоская полированная кромка в стекле?
Плоская полированная кромка — это то, что вы используете для завершения законченного вида, подходящего для демонстрации. Это хорошо работает для зеркал, витрин и других предметов мебели. Вы можете поднять плоскую полированную кромку, также известную как фаска, в месте соединения двух угловых кромок. Обратите внимание, что плоская полированная кромка выглядит более толстой. Это связано с тем, что утонченный внешний вид обычно используется для стекла толщиной 1/4 дюйма или более.
Это хорошо работает для зеркал, витрин и других предметов мебели. Вы можете поднять плоскую полированную кромку, также известную как фаска, в месте соединения двух угловых кромок. Обратите внимание, что плоская полированная кромка выглядит более толстой. Это связано с тем, что утонченный внешний вид обычно используется для стекла толщиной 1/4 дюйма или более.
Как сгладить края закаленного стекла?
Вы можете улучшить края закаленного стекла, выполнив следующие четыре простых шага:
- Во-первых, вы должны надеть защитные очки, чтобы защитить себя от возможности разлетающихся осколков стекла.Кроме того, не забудьте надеть толстые перчатки, потому что вам придется работать с острыми краями.
- Затем вам нужно положить стекло на твердую ровную поверхность. Это обеспечивает стабильную платформу, на которой вы можете работать эффективно.
- Вы можете использовать точильный камень, чтобы смягчить стекло. Сделайте это, проведя ею по краям стекла. Старайтесь не давить слишком сильно, но держитесь твердо и ровно.
- Наконец, протрите края стекла влажной тканью.
 Сделайте это, проведя ею по краям стекла. Старайтесь не давить слишком сильно, но держитесь твердо и ровно.
Сделайте это, проведя ею по краям стекла. Старайтесь не давить слишком сильно, но держитесь твердо и ровно.Что такое двойной край карандаша?
Закругленные края характеризуют двойной край карандаша по сравнению с плоскими полированными краями.Они желательны из-за их гладкости и комфорта, особенно когда люди прислоняются к краю стойки или сидят за барной стойкой.
Фацетированное стекло дорого?
Зеркало со скошенной кромкой может выделить как зеркало, так и раму, что делает его лучшим вариантом, чем зеркало из простого стекла. Стекло, используемое в зеркале со скошенной кромкой, также толще, что увеличивает вес зеркала. По сравнению с обычным стеклом, скошенное стекло изготавливается с использованием точного размера, чтобы соответствовать зеркалу. Вот почему фацетное стекло дороже, чем другие виды стекла.
Вот почему фацетное стекло дороже, чем другие виды стекла.
Что такое стекло со швом?
Плоское стекло может иметь кромку со швом, которую можно слегка отшлифовать для удаления острых заусенцев. Безопасен в обращении; однако он не предназначен для декоративного использования. Выбор края со швом экономичен, но не рекомендуется, если края будут открыты.
Исследование оптического качества и прочности кромок стекла после процесса шлифовки и полировки
Типовые поверхности и дефекты
Микроскопический анализ позволил получить общую информацию об обработанных поверхностях кромки и фаски.Некоторые типичные поверхности и возникающие дефекты показаны на рис. 11. Удары чашечных шлифовальных кругов по стеклу оставляют на поверхности шлифовальный узор, который может быть связан с направлением вращения чашечных шлифовальных кругов. Рисунок шлифования можно распознать по постоянному рисунку канавок на поверхности. Кроме того, были выявлены типичные дефекты в виде отдельных царапин в направлении шлифовального рисунка, дефектов в переходных зонах, далее описываемых как сколы и раковины.
Кроме того, были выявлены типичные дефекты в виде отдельных царапин в направлении шлифовального рисунка, дефектов в переходных зонах, далее описываемых как сколы и раковины.
Микроскопические изображения типичных дефектов и шлифовки. Слева: полированная поверхность кромки с небольшим видимым шлифовальным рисунком и царапиной; середина: поверхность фаски со шлифовкой и дефектами в переходной зоне; справа: поверхность стекла с дефектами
Отдельные видимые царапины (рис. 11, слева) в направлении шлифовального круга могут быть вызваны недостаточно размерным удалением потертости стекла, оголенным или отколотым абразивным зерном от чашечного круга .Сколы и раковины образуются из-за удаления материала как с кромки, так и с фаски. Они возникают естественным образом в месте разрыва материала (рис. 11, в центре и справа). Поскольку дефекты возникают в процессе шлифовки или полировки, они классифицируются как типичные. Следующий анализ содержит сравнение этих типичных дефектов в различных сериях испытаний.
Микроскопический анализ тестовой серии
Микроскопические изображения поверхностей позволяют провести первичную оценку и характеристику качества кромки.На рисунке 12 показаны репрезентативные сечения поверхностей фаски 1, кромки и фаски 2 серии испытаний с различными полировальными чашечными кругами (серии испытаний A, B и C). Расположение изображений соответствует зонам перехода смежных поверхностей. Поверхности фасок увеличены в 4 раза по сравнению с поверхностями кромок.
Рис. 12Микроскопические изображения типичных поверхностей тестовых серий A, B и C
Сравнение краевых поверхностей отдельных тестовых серий не выявило существенных различий.При ближайшем рассмотрении можно увидеть рисунок шлифовки с небольшими параллельными канавками. Однако микроскопически видимая картина шлифования едва видна на макроскопическом уровне. Поэтому поверхность кромки однозначно классифицируется как полированная.
Наблюдение за поверхностями фасок в тестовой серии выявило различные качества, которые можно проследить до свойств чашечных полировальных кругов с различной фаской.
Серия А
Канавки на фасках видны в направлении шлифования
Поверхности фаски имеют четкую переходную зону с острыми краями со слегка видимыми сколами и раковинами
Размер дефектов в переходной зоне на поверхностях фасок в пределах 50–150 \(\upmu\hbox{м}\)
Серия B
Поверхности фаски показывают темные области в области перехода к кромочной поверхности
Видимое затемнение к краю вызвано закруглением фаски, более глубокий уровень меньше экспонируется на микроскопическом изображении и поэтому темнее
При радиусе около 250 \(\upmu \hbox {м}\) закругление макроскопически не видно
Размер дефектов в переходной зоне на поверхностях фасок в пределах 50–150 \(\upmu\hbox{м}\)
Серия С
На фасках менее заметны канавки, направление шлифования едва заметно
Переход между кромкой и поверхностью фаски 1 четкий и с острыми краями
При переходе к поверхности фаски 2 площадь с выкрашиванием и раковистостью около 80 \(\upmu \hbox {м}\)
Таким образом, чашечный полировальный круг C показывает наилучшие оптические результаты с наименьшим количеством сколов и раковин.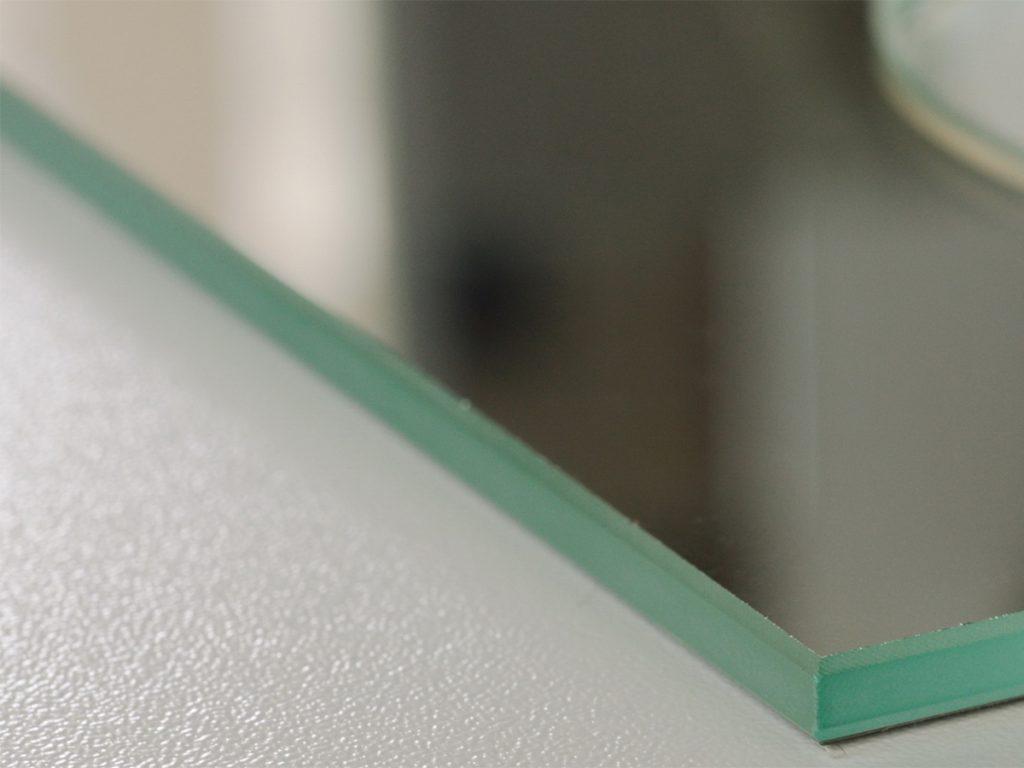 Макроскопически образец серии испытаний C также показал лучшее оптическое качество фаски с наименьшим количеством дефектов.
Макроскопически образец серии испытаний C также показал лучшее оптическое качество фаски с наименьшим количеством дефектов.
На рис. 13 показаны микроскопические изображения тестовой серии с разным размером фаски (испытательные серии GS, KS и O). Для изготовления фаски был использован чашечный полировальный круг C с фаской, так как он показал наилучшие результаты в исследовании чашечного полировального круга. Выкрашивание и раковистость опытных серий КС и ГС возникают в диапазоне 80 \(\upmu \hbox {м}\). Только один образец тестовой серии GS показал исключительное выкрашивание и раковистость в диапазоне 450 \(\upmu \hbox {м}\).Помимо этого единственного образца качество поверхности фаски было воспроизводимым. Различия в размерах были неразличимы. Предполагалось, что объем съема материала можно было бы отметить в переходных зонах по возникающим выкрашиванию и раковистым отложениям.
Рис. 13Микроскопические изображения типичных поверхностей тестовых серий GS, KS и OI
Каждая из поверхностей фасок тестовых серий KS и GS показывает такой же гладкий рисунок шлифования почти без видимого направления, что и тестовая серия C на рис. 12. В тестовой серии KS видна шлифовка на фаске 2, в то время как в тестовой серии GS наблюдается шлифовка на поверхности фаски 1. Благодаря шлифовке поверхностей кромки и фаски можно подтвердить, что спецификация фаски правильные. Поскольку ручная регулировка чашечного шлифовального круга для снятия фаски на станциях 4 и 6 (согласно рис. 3) является единственным отличием между сериями испытаний KS и GS, взаимодействие между давлением шлифования и количеством снимаемого материала может вызвать видимые заметность.Кроме того, случайное измерение ширины фаски образцов показало, что ручная регулировка приводит к различным размерам фаски.
12. В тестовой серии KS видна шлифовка на фаске 2, в то время как в тестовой серии GS наблюдается шлифовка на поверхности фаски 1. Благодаря шлифовке поверхностей кромки и фаски можно подтвердить, что спецификация фаски правильные. Поскольку ручная регулировка чашечного шлифовального круга для снятия фаски на станциях 4 и 6 (согласно рис. 3) является единственным отличием между сериями испытаний KS и GS, взаимодействие между давлением шлифования и количеством снимаемого материала может вызвать видимые заметность.Кроме того, случайное измерение ширины фаски образцов показало, что ручная регулировка приводит к различным размерам фаски.
Для серии испытаний O фаска не производилась. Поэтому на рис. 13 представлена только краевая поверхность. Краевые поверхности соответствуют оптическому качеству других серий испытаний. В зоне перехода краевой поверхности опытной серии О к поверхности стекла 2 обнаружены единичные выкрашивания и раковистости размахом около 300 \(\upmu \hbox {м}\). Поскольку фаска не создается, их можно проследить до удаления материала с кромки стекла
Поскольку фаска не создается, их можно проследить до удаления материала с кромки стекла
Анализ напряжения при растяжении при изгибе
Для изучения различных размеров чашечных шлифовальных кругов для полировки фаски и размеров фаски было испытано в общей сложности 62 образца. Растягивающие напряжения при изгибе каждого образца определяли по измеренной разрушающей нагрузке в соответствии с балочной теорией Эйлера-Бернулли. В рамках анализа учитывалось глобальное положение x\(_{\mathrm {glob}}\) трещины, а также точное происхождение трещины.Обнаружены трещины с зарождением на поверхности кромки (д), поверхности фаски (в), переходной зоне между кромкой и поверхностью фаски (тк) и поверхности стекла (р). Десять образцов показали происхождение разрушения от поверхности стекла и не учитывались при оценке. Кроме того, девять образцов разрушились за пределами нагруженной зоны, где предполагается наибольшее растяжение. Эти экземпляры также не учитывались при оценке. Поскольку под микроскопом была зарегистрирована только нагруженная область, эти дефекты не могут быть охарактеризованы и дополнительно сопоставлены с микроскопическими изображениями.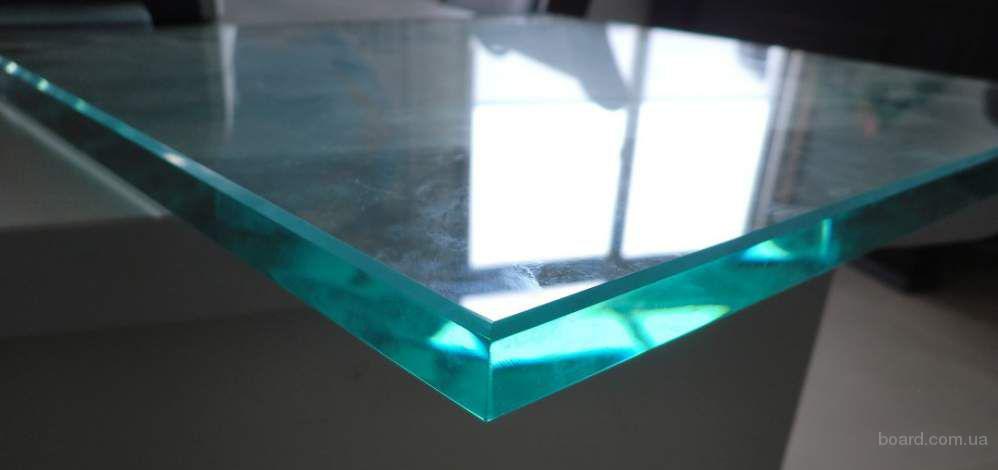
На рисунке 14 показаны определенные напряжения растяжения при изгибе для каждой серии испытаний в виде диаграмм. Толстая линия в прямоугольнике обозначает медиану оцененных значений, а числа (n) над прямоугольниками обозначают количество оцененных образцов. На серых диаграммах показаны все образцы из серии испытаний с изломом в области нагружения. Дальнейшая разбивка выполняется в зависимости от происхождения трещины с начальной трещиной от края (фиолетовые прямоугольники), от перехода (синие прямоугольники) и фаски (зеленые прямоугольники).
Рис. 14Гистограммы изгибающих растягивающих напряжений исследуемой серии испытаний с дифференциацией происхождения разрушения
В целом, изгибные растягивающие напряжения каждой серии испытаний показывают большой разброс. Сравнивая серии испытаний A, B и C с различными чашечными полировальными кругами, серия испытаний C явно показала самое высокое определенное напряжение растяжения при изгибе.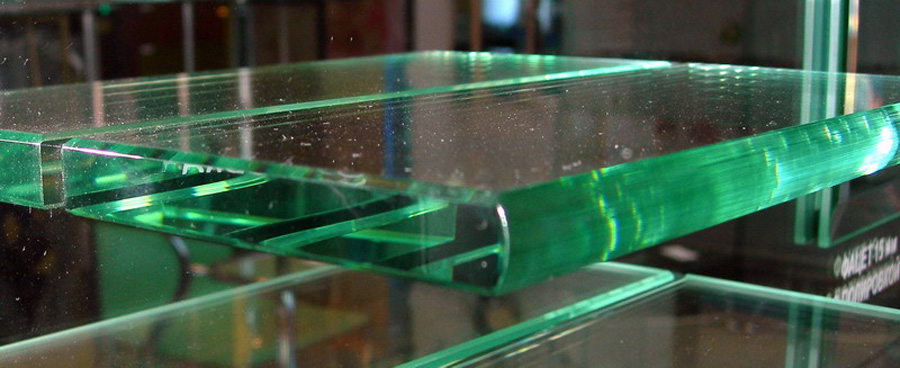 Кроме того, в Таблице 3 показаны соответствующие минимальные, максимальные и средние значения. Тестовая серия C набрала 103 балла.{2}\) наибольшее среднее значение. Глядя на растягивающие напряжения при изгибе испытательных серий GS и KS, на основе диаграмм и таблицы 3 они сопоставимы с испытательными сериями C. Только один образец испытательной серии GS демонстрирует относительно низкое растягивающее напряжение при изгибе. Серия испытаний O без фаски показывает большой разброс, но по сравнению с сериями испытаний A и B все еще немного более высокие напряжения растяжения при изгибе.
Кроме того, в Таблице 3 показаны соответствующие минимальные, максимальные и средние значения. Тестовая серия C набрала 103 балла.{2}\) наибольшее среднее значение. Глядя на растягивающие напряжения при изгибе испытательных серий GS и KS, на основе диаграмм и таблицы 3 они сопоставимы с испытательными сериями C. Только один образец испытательной серии GS демонстрирует относительно низкое растягивающее напряжение при изгибе. Серия испытаний O без фаски показывает большой разброс, но по сравнению с сериями испытаний A и B все еще немного более высокие напряжения растяжения при изгибе.
До сих пор дифференциация между положениями начала разрушения не могла показать четких тенденций относительно растягивающих напряжений при изгибе.При подсчете количества образцов с исходной трещиной от фаски или переходной зоны 60 % образцов имели обрыв по фаске и 40 % по кромке. Это подтверждает тот факт, что фаска и переходные области представляют особый интерес, так как они имеют больше дефектов, вызывающих разрушение, чем кромка. Поскольку число оцененных образцов в каждой серии испытаний довольно мало, к утверждениям следует относиться с осторожностью. Тем не менее, тенденция результатов будет обсуждена и взята за основу для дальнейших исследований.
Поскольку число оцененных образцов в каждой серии испытаний довольно мало, к утверждениям следует относиться с осторожностью. Тем не менее, тенденция результатов будет обсуждена и взята за основу для дальнейших исследований.
Определение дефектов, вызывающих разрушение
Определение дефектов, вызывающих разрушение, позволяет провести корреляцию с растягивающими напряжениями при изгибе. Для определения дефекта, вызвавшего перелом, на фрагменте измеряли расстояние от места начала перелома до меток. На этом расстоянии определялось соответствующее пятно на интактных изображениях. На рисунке 15 показаны вызывающие разрушение дефекты образца с минимальными и максимальными определенными растягивающими напряжениями изгиба для каждой серии испытаний.Представленные изображения масштабированы с разным увеличением, чтобы увеличить видимость дефекта. Двумерное геометрическое измерение дефекта все же не может дать достаточной информации для корреляции и поэтому здесь не представлено.
Вызывающие разрушение дефекты самых низких и самых высоких изгибных растягивающих напряжений в исследуемой серии испытаний
В первой строке на рис. 15 показано соотношение наименьших изгибающих растягивающих напряжений каждой серии испытаний.На микроскопических изображениях видны явные дефекты. Образец с наименьшим изгибным растягивающим напряжением серии испытаний GS можно охарактеризовать как выкрашивающий и раковистый. Такого рода дефекты обнаруживались неоднократно на всем образце. Таким образом, микроскопический анализ и сравнение с другим образцом опытной серии GS показали, что это был единственный образец серии с таким размером сколов и раковистых отростков. Сравнивая это наблюдение с определенными растягивающими напряжениями при изгибе, можно объяснить разброс тестов серии GS.Дефект, вызывающий разрушение образца с наименьшим растягивающим напряжением при изгибе серии испытаний А, представляет собой царапину. Царапина расположена перпендикулярно краю края. {2}\).Цифровая микроскопия — неразрушающий и бесконтактный метод анализа поверхности с записью двумерных изображений поверхности. Поэтому глубину царапин не измерить. Благодаря фокусу и молнии некоторые царапины и повреждения могут быть обнаружены и охарактеризованы как более сильные по сравнению с окружающим пространством. Особенно узкие медиальные трещины, которые вызывают ранний разрыв, не могут быть обнаружены.
{2}\).Цифровая микроскопия — неразрушающий и бесконтактный метод анализа поверхности с записью двумерных изображений поверхности. Поэтому глубину царапин не измерить. Благодаря фокусу и молнии некоторые царапины и повреждения могут быть обнаружены и охарактеризованы как более сильные по сравнению с окружающим пространством. Особенно узкие медиальные трещины, которые вызывают ранний разрыв, не могут быть обнаружены.
Определение прочности
Комбинация параметров серий C и KS показала наилучшие результаты.{2}\) согласно DIN 18001 (2019).
Таблица 4 Результаты второй серии испытаний C_2 и KS_2 с увеличением образца Десять образцов из каждой второй серии испытаний, C_2 и KS_2, исследовали под микроскопом. Микроскопический анализ показал, что поверхности сравнимы с первой серией испытаний. Поскольку некоторые из проанализированных образцов разрушились за пределами нагруженной зоны, корреляция и обнаружение дефектов, вызывающих разрушение, были возможны только для девяти образцов в общей сложности для обеих серий испытаний. При определении дефектов, вызывающих разрушение, были обнаружены некоторые нетипичные дефекты.
При определении дефектов, вызывающих разрушение, были обнаружены некоторые нетипичные дефекты.
Полированные края линз, друг или враг?
Финишная обработка линз для полуободковых и перфорированных безободковых оправ представляет собой уникальную проблему. Как оптик, вы застряли между выбором полировать или не полировать края линз, но остановились ли вы, чтобы рассмотреть оба варианта?
| | |
Неполированная кромка линзы | Полированная кромка линзы |
ПРОФИ
Общепринятое мнение состоит в том, что если край линзы будет открыт (как в случае полуободковой и перфорированной оправы), вам следует выбрать полировку этих краев, чтобы улучшить внешний вид готовых очков. .
.
Полируя края этих линз, вы помогаете создать «невидимый» вид линз, так как кажется, что края исчезают после полировки, а не мелоподобно-белые неполированные края, которые в противном случае присутствовали бы, если бы вы решили не полировать их. В конце концов, почему вы поощряете своих пациентов улучшать зрение с помощью превосходного антибликового покрытия, которое поможет их линзам казаться невидимыми только для того, чтобы выделить края, оставив их неполированными?
ПРОТИВ
Многие пациенты, впервые отполировавшие края очков, сообщают, что видят «радугу» по краям своих очков, а также удивляются или видят внутренние отражения во время ночного вождения или на улице в солнечные дни.Это может невероятно отвлекать. Часто эти пациенты возвращаются к своим офтальмологам, не зная точно, в чем проблема, но зная, что их очки сводят их с ума!
Хотя кажется очевидным, что вы выбрали бы полированную кромку, потому что она выглядит лучше, когда вы изучите механику того, как свет ведет себя в линзах с полированной кромкой, вы можете изменить свое мнение о выборе полированной кромки.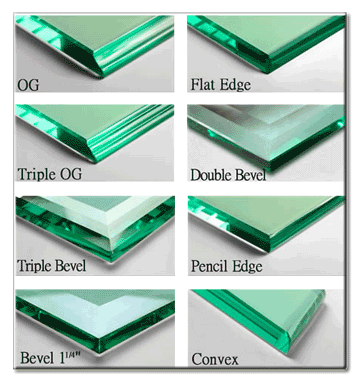
КАК ДЕЙСТВОВАТЬ
Прежде чем заказывать полировку кромок, всегда полезно задать пациенту несколько ключевых вопросов.Один из таких вопросов: «Были ли у вас раньше очки без оправы или полубез оправы?» И если да, то «Были ли полированы края?» Затем, конечно, вы бы спросили: «Были ли у вас какие-либо проблемы с радугой или отражениями, которые беспокоили вас при ношении этих линз?» То, как ваш пациент ответит на эти вопросы, поможет вам решить, стоит или не стоит выбирать для него полироль для кромок.
Если ваш пациент впервые носит безободковые или полуободковые линзы и он не уверен, стоит ли продолжать полировку кромок, обсудите с ним плюсы и минусы полировки кромок и узнайте, как они хотят действовать. .
ВЫВОДЫ
Некоторые пациенты носят линзы с полированными краями и не испытывают с ними никаких проблем, а некоторые пациенты носят линзы с полированными краями и терпят проблемы, потому что эстетика лучше. Поэтому всегда лучше обсудить варианты с вашим пациентом и решить, что для него важнее: функциональность или мода.
Поэтому всегда лучше обсудить варианты с вашим пациентом и решить, что для него важнее: функциональность или мода.
Конечно, всегда помните, что «полированную поверхность» можно легко запачкать наждачной бумагой, если линзы без оправы или полуободка были заказаны полированными.Просто будьте осторожны, чтобы не снять слишком много с линзы, так как вы рискуете сделать размер c (или окружность) линзы меньше, чем предполагалось. Это может привести к тому, что объектив будет слишком маленьким, чтобы правильно вписаться в оправу. Если вы сомневаетесь, позвоните в свою лабораторию, чтобы узнать, могут ли они помочь.
.