
Приспособление для точного и быстрого нарезания наружной резьбы
Приветствую, Самоделкины!Из этой статьи вы узнаете, как своими руками сделать приспособление, которое позволит достаточно точно и к тому же довольно быстро нарезать наружную резьбу на металле. Также в процессе изготовления данного устройства испробуем технологию анодирования алюминия и посмотрим, что в итоге из этого получится.

Дальнейшая инструкция взята с YouTube канала «Добрый Мастер».
Совсем недавно в магазине Леруа Мерлен был приобретен вот такой резьбонарезной набор.

В нем автору понравилось количество метчиков на каждый размер резьбы, тут есть первый, второй номер, а также набор укомплектован универсальными метчиками.

Так же к плюсам данного набора можно отнести то, что наружный диаметр резьбы навесных плашек одинаковый.


Вот для них и будем сегодня изготавливать универсальную державку. Но сперва нам предстоит отлить из алюминия болванку подходящего размера. В качестве материала автор решил использовать отливки, которые прошли уже две плавки, благодаря чему достаточно хорошо очистились, это поможет в значительном количестве избавиться от пор в металле.

Заливать будем в банку от смазки вд-40, она просто идеально подошла по диаметру. Но сперва банку необходимо обжечь.

С расплава необходимо снять шлак сверху, при этом сам расплав мастер не перемешивает. Теперь можно приступать к заливке.

В итоге вот такая болванка у нас получилась:


На первый взгляд качество неплохое, получилось намного лучше предыдущих отливок автора. Конечно более детально посмотрим уже на станке.

Оставшийся материал мастер разлил в формочки, так его использовать повторно будет намного удобней.

Получившуюся заготовку попробуем точить специальными пластинками по алюминию. По словам продавца, вязкий металл на них не налипает.

Сперва необходимо выполнить грубую обдирку заготовки. Наружные размеры у нее произвольны, но чем больше, тем лучше, почему поймете позже.


Затем для наглядности и придания дополнительного лоска пройдемся пластиной с алмазной заточкой.

Как видим, небольшие раковины в металле все же имеют место быть и присутствуют на заготовке, но если сравнивать с предыдущими версиями, то эта отливка получилась можно сказать просто идеально.


Далее в заготовке необходимо просверлить отверстие диаметром 13мм.

Получившееся отверстие впоследствии мы расточим до 14мм, в него потом будет вставляться направляющая.

А с противоположной стороны необходимо произвести проточку под размер плашки.
Для более лучшего удержания в руке при нарезке резьбы маленького диаметра, необходимо сделать накатку на будущем инструменте. Автор решил произвести накатку не по всей плоскости, так, по его мнению, будет красивее.


Далее приступаем к изготовлению направляющей. Она будет выполнена из стали 45, это остаток от старого лома времен СССР.

С одной стороны, мастер сделал хвостовик для крепления вала в патроне.


Получилось просто идеально, биения практически нет.


Затем приступаем к проточке второй стороны. Тут необходимо снять фаски и немного шлифануть.




Теперь приступаем к обработке деталей. Вал автор решил заворонить, а державку за анодировать. Обработка вала предельно проста. Сначала необходимо произвести нагрев детали до определенной температуры, а затем погрузить вал в стакан с кока-колой.
А вот с анодированием все оказалось не так проста, как кажется на первый взгляд. Специально для этого автору пришлось изготовить пару свинцовых электродов. Эти электроды были изготовлены из старых рыболовных грузил, так как у автора другого материала для этой задачи к сожалению, не оказалось.


Затем деталь необходимо закрепить при помощи алюминиевой проволоки.


Так же поступаем с парой свинцовых электродов, закрепляем их с помощью алюминиевой проволоки таким образом:

Далее весь этот получившийся «бутерброд» необходимо залить самым обыкновенным электролитом от аккумуляторов.


Остается только подключить провода и подать напряжение.

Можно заметить, как практически сразу пошла реакция, в результате которой на поверхности детали должен был появиться оксидный слой.


В качестве краски автор использует самую обыкновенную зеленку, как пишут на многочисленных форумах, это должно сработать. Зеленки для данной процедуры понадобится достаточно много. В общей сложности ее было использовано более 120мл.


Спустя час необходимо погрузить деталь в красящий раствор. Ждем минут 20, пусть покипит.

К сожалению, в итоге анодирование так и не вышло, а вот зато раковины на металле получились еще больше.


После такого вот анодирования, заготовку пришлось снова обработать на токарном станке. Ну что же, если уж не получилось в зеленом цвете, тогда пусть блестит.

Вот и все, самоделка полностью готова. Давайте же проверим ее в работе. Сперва крепим в патрон направляющей вал, на него одеваем державку и почти все готово остается вкрутить гужон под шестигранник для крепления плашки.


Также в корпусе предусмотрены специальные отверстия для вкручивания ручки.

Такая ручка будет необходима при достаточно большом усилии. Теперь давайте для теста нарежем резьбу на латунном прутке, но сперва его необходимо проточить под нужный диаметр.

Благодаря накатке это приспособление можно удерживать руками. Это отлично подойдет для нарезания резьбы небольшого размера.


А если использовать специальную ручку, то процесс можно автоматизировать, просто уперев ее в резцедержатель.

В итоге вот такая вот красота у нас получилась:

Наше новое самодельное приспособление отлично справляется со своей задачей. На этом можно закончить. Благодарю за внимание. До новых встреч!
Видеоролик автора:
Источник
 Доставка новых самоделок на почту
Доставка новых самоделок на почтуПолучайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.Метчик — что это такое, устройство, применение, таблица для нарезания резьбы
Метчики – это основной инструмент для нарезания внутренних резьб в глухих и сквозных отверстиях ручным или машинным способом. С точки зрения доступности метчик для нарезания резьбы относится к сравнительно простым инструментам, применение которых доступно и любителям, и профессионалам, позволяющим получить в условиях обычной мастерской стандартную резьбу, соответствующую требованиям ГОСТ.
Устройство метчиков
Данный тип резьбонарезного инструмента представляет собой винт с прямыми и винтовыми канавками необходимыми для нарезания резьбы и отвода образуемой в процессе стружки. Рабочая зона включает калибрующую и режущую части. Для крепления инструмента в ручных воротках или патронах имеется квадратная хвостовая часть. Сам процесс нарезки представляет собой поворот инструмента в предварительно просверленном отверстии (глухом или сквозном) путем возвратно-поступательного движения.
В зависимости от варианта исполнения, устройство метчика позволяет нарезать резьбу за один, два или три прохода. Подготовка резьб более чем за один проход осуществляется комплектами из чернового, среднего и чистового инструментов. Для нарезки в отверстиях из особо вязких материалов, например титанового сплава, выпускаются комплекты из пяти инструментов.
Применение
Метчики для нарезания резьб являются основным резьбонарезным инструментом для бытового, полупрофессионального и профессионального применения. Они могут быть использованы для подготовки, практически, всех видов резьб – метрической, дюймовой, трапециидальной и т. д.
Основные характеристики метчиков:
- Материал изготовления. Наилучший вариант – легированные стали обеспечивающие высокую долговечность инструмента.
- Способ нарезки – для ручного или машинно-ручного применения.
- Диаметр отверстия – определяется по соответствующей таблице.
- Параметры нарезаемой резьбы – метрическая, дюймовая, основной или мелкий шаг и т. д.
Основные правила нарезки внутренней резьбы
Чтобы правильно нарезать резьбу метчиком необходимо придерживаться следующих рекомендаций:
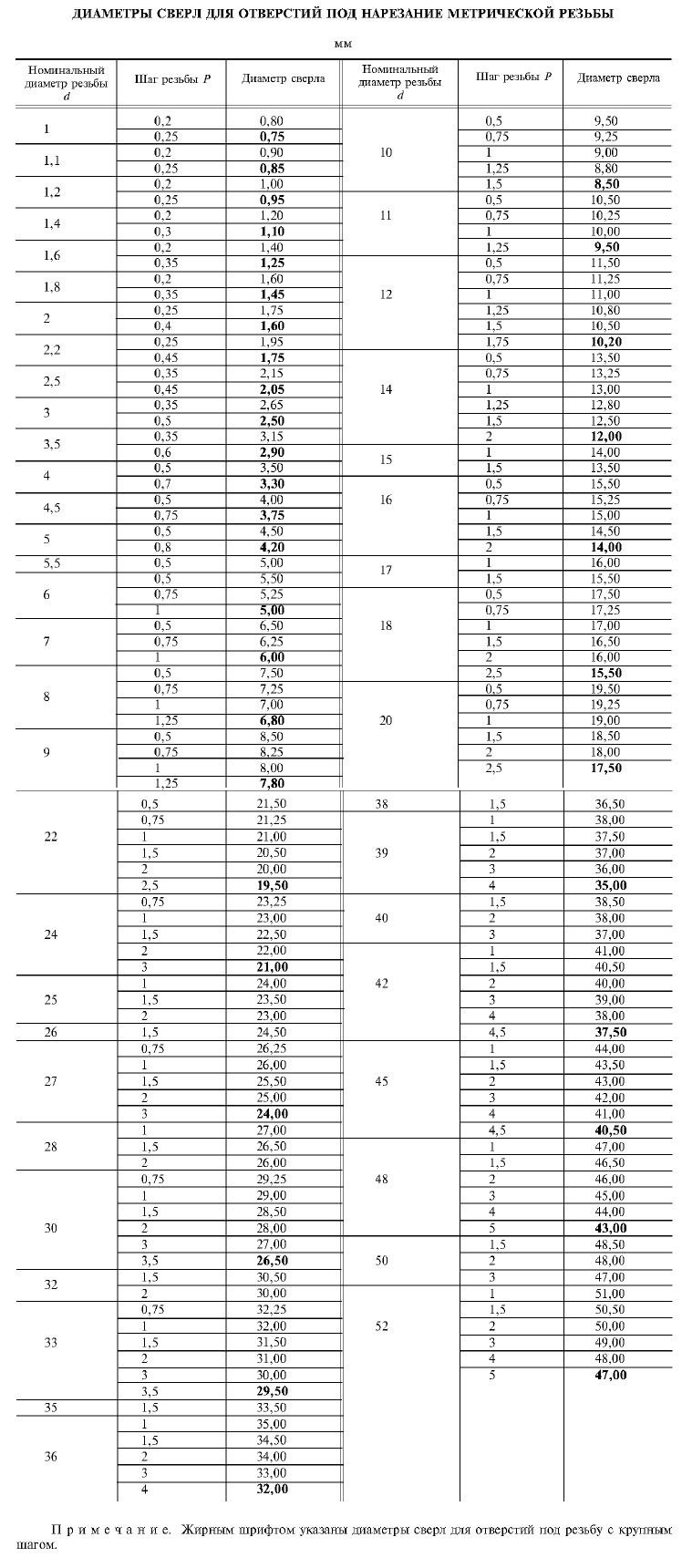
- Просверлить отверстие нужного диаметра. По сути – это главный этап, т. к. при ошибке вы получите либо неплотную резьбу, либо сломаете метчик из-за перегрузки. Для наиболее распространенной, метрической резьбы таблица диаметров приведена ниже. Для грубой оценки необходимо отнять от диаметра резьбы её шаг. Сверлить необходимо строго перпендикулярно к плоскости.

- Для нарезки вручную выполняем возвратно-поступательные движения – два оборота вперёд, один назад.
- После прохода черновым метчиком, повторяем процедуру чистовым.
- При нарезке в глубоком отверстии необходимо периодически полностью выкручивать инструмент и очищать канавки.
- Для нарезки в глухом отверстии его длина должна быть больше планируемой длины резьбы.
- При нарезке резьбы в глубоких отверстиях обязательно используйте смазку – эмульсия, керосин или льняное масло.
Виды метчиков для нарезания резьб
В зависимости от способа нарезки существуют следующие виды метчиков – ручные, машинно-ручные и машинные. Ручные оснащены квадратной хвостовой частью для фиксации в воротке, выпускаются 2-х и 3-комплектными. Машинно-ручные метчики могут быть установлены и в вороток, и в патрон станка. Для нарезания резьбы в сквозном отверстии выпускаются с шестью нитками на рабочей части, для глухих отверстий – с тремя. Машинные метчики предназначены исключительно для установки в патрон станка, имеют винтовые и укороченные канавки.
Кратко перечислим некоторые специальные виды метчиков:
- Гаечные – имеют длинную хвостовую часть для нанизывания гаек, что позволяет нарезать резьбы в нескольких изделиях без выворачивания инструмента. Предназначены для машинной нарезки.
- Метчики для левой резьбы – обозначаются литерами LH, имеют тот же шаг и диаметр как инструмент с метрической резьбой.
- Метчики дюймовые – инструмент для нарезки резьб в дюймовой системе измерений. Выпускаются 2-х или 3-комплетными в трех классах точности.
- Метчики трубные – позволяют нарезать трубные резьбы с дюймовой системой измерения в диапазоне от 1/8 до 2 дюймов. Выпускаются в ручном и машинно-ручном исполнении, в двух комплектах с острым и тупым заходом.
- Метчики конические – применяются для подготовки соответствующего типа резьб метрических (К) и трубных (Rc). Отличаются наличием удлиненной начальной заборной части с неполной резьбой, постепенно переходящей в полную.
Действующие стандарты
Конструкцию машинных и ручных метчиков регулирует ГОСТ 3266-81. Технические условия — ГОСТ 3449-84. Также для каждого типа инструмента действует свой стандарт определяющий его конструкцию.
Видео
Наглядную информацию об инструменте вы можете получить в представленном ниже видео
Точный станок для нарезания мелкой резьбы
Здравствуйте, уважаемые читатели и самоделкины!Многие из Вас знают, что нарезать резьбу достаточно просто, но при использовании тонких метчиков есть большой шанс сломать их.
В данной статье, автор YouTube канала «Левша» расскажет Вам, как он изготовил станочек для нарезания резьбы от М0,5 до М3.5.

Материалы.
— Вал от струйного принтера
— Пара подшипников
— Латунный пруток
— Клей для подшипников
— Машинное масло
— Капролоновый кругляк
— Наждачная бумага
— Винты под шестигранный ключ, винты М4
— Паста ГОИ
— Магниевая пластина
— Силиконовые ножки
— Прозрачная самоклеящаяся пленка.
Инструменты, использованные автором.
— Токарный станок
— Шестигранные ключи, отвертка
— Ступенчатые сверла
— Зенковочная насадка
— Шлифовальный станок
— Электронный микрометр 0,01 мм и 0,001
— Сверла
— ЧПУ фрезеровальный станок
— Гейферный захват
— Метчики.
Процесс изготовления.
Первым делом мастер начинает с изготовления стойки, на которой будет крепиться вороток. Основным материалом для нее будет вал от сломанного струйного принтера. Он изготовлен из нержавеющей стали.
Первыми он изготовил длинную вертикальную стойку, а затем поперечную штангу.
Затем изготавливается небольшой шпиндель с проточками с двух сторон, в них будут запрессованы два небольших подшипника. Вместо центровочного сверла автору пришлось использовать ступенчатое.
Вот так подогнан подшипник. В принципе, можно обойтись и без них, сделав конструкцию на втулках, однако мастер будет использовать даже метчики М0,5, и для них повышенные требования.
В боковой части шпинделя высверливается отверстие, и нарезается резьба. В этом месте он будет крепиться к стойке. Особых нагрузок здесь не будет, достаточно винта М4.
Для увеличения точки опоры, в поперечной штанге фрезеруется паз.

Также фрезеруется край вертикальной стойки. Автор использовал цифровой микрометр.


Теперь нужно просверлить отверстие под фиксирующий винт.
Для того, чтобы головка винта была заподлицо, автор обточил ее.
Остается просверлить отверстие, и нарезать в нем резьбу для крепления к основанию.


Автор собирает элементы стойки, благодаря профрезерованным пазам все элементы станут под углом 90 градусов.


Посадочные места подшипников смазывает клеем, и запрессовывает их на место, используя гейферный захват.
Из капролоновой болванки мастер вытачивает специальную втулку, она будет плотно удерживать вороток. При обработке капролона нельзя использовать высокие обороты, он плавится. Наружный диаметр втулки 4 мм, а внутренний 3 мм. Поэтому доводку мастер делает наждачной бумагой.
На втором конце втулки он выточил небольшую шляпку, она призвана защищать подшипники от попадания стружки.


Затем шпилька вставляется во втулку. Автор хотел применить покупной цанговый патрон, но у него были слишком большие биения.
В итоге он решил выточить патрон из латунного прутка. Патрон будет применяться для метчиков с хвостовиком 2,5 мм.
Со второй стороны патрона высверливает отверстие для воротка диаметром 3 мм. Также наносит декоративные прорези.
С боковых сторон будут два отверстия для прижимных винтов.


Нарезает в отверстиях резьбу, раззенковывает их, и вкручивает винтики под шестигранник.
Теперь важно очень точно запрессовать вороток в отверстие патрона. Мастер применяет для фиксации клей для подшипников.


Контрольная проверка, биений практически нет.

Полирует патрон на станке с применением пасты ГОИ.

Устанавливает метчик на свое место, и фиксирует его винтами. Еще раз проверяет на биения, все нормально.
Изготавливает ручку из латунного прутка, делает по периметру насечку, и спуски по краям.
При помощи фрезерного ЧПУ станка мастер нанес на станину из магниевой пластины таблицу соответствия диаметра сверла и резьбы.
Высверлил в станине отверстие для крепления стойки, и прохода метчика. Затем вырезал пластину фрезером.
Для улучшения читаемости таблицы нанес на нее аэрозольную краску, и сразу удалил излишки.
Раззенковал отверстия, и сошлифовал остатки краски мелкой наждачной бумагой.


Для дополнительной защиты поверхности, он приклеил прозрачную пленку.


Все детали готовы, можно собирать станочек.
Кроме того к низу станины нужно приклеить силиконовые ножки, они были куплены в фикс-прайсе.

В боковой части ручки высверлил отверстие, нарезал резьбу для прижимного винта.
Остается установить ручку на верх воротка.
Проверка станка метчиком М2.
Результат практически идеальный.
Вот такой красивый и функциональный станок получился у мастера. Он отлично подойдет для практически ювелирных работ.
Спасибо автору за идею весьма необычного станочка для мастерской!
Всем хорошего настроения, удачи, и интересных идей!
Авторское видео можно найти здесь.
Источник
Доставка новых самоделок на почтуПолучайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.Адаптер для нарезания резьбы с помощью сверлильного станка + переходник для метчика


Сразу оговорюсь, что нарезать резьбу нужно будет вручную, а сверлильный станок здесь используется для центровки. Без станка тоже можно нарезать резьбу, но, особенно в тонком металле, метчик может «вильнуть» и резьба пойдет не так. Принцип работы прост. Метчик зажимается в патрон, деталь с отверстием располагается точно под ним. Затем нужно прижать метчик к детали и провернуть патрон.
Инструменты и материалы:
Для адаптера
-1 1/2 дюймовая металлическая труба;
-1/2 дюймовая металлическая трубка;
-Болт;
Для переходника
-1/2 дюймовый стальной стержень;
Инструмент
-Ленточная пила;
-Бородок;
-Дрель;
-Сверла;
-Метчик;
-Токарный станок;
-Штангенциркуль;
-Пружинный зажим;
-Ножовка;
-Напильник;
-Треугольный надфиль;
-Сварочный аппарат;
Шаг первый: резка трубы
Труба 1 1/2 дюйма имеет внутренний диаметр, очень близкий к диаметру нижней части сверлильного патрона. Мастер отрезает 2 сантиметра трубы.


Шаг второй: токарные работы
Дальше нужно обточить внутреннюю часть трубы, что бы она наделась на нижнюю часть патрона. При отсутствии токарного станка можно это сделать с помощью напильника.


Шаг третий: отверстие
В боковой части кольца мастер сверлит отверстие и нарезает резьбу.
Шаг четвертый: ручка
Ручку мастер сделал из трубки. К трубке приварил головку болта.
Теперь нужно установить метчик в патрон, а деталь зажать в тиски под метчиком. Патрон проворачивается с помощью ручки. После каждого оборота зажим ослабляется, и ручка перемещается в исходное положение.

Шаг пятый: переходник
Теперь нужно сделать переходник. Дело в том, что патрон имеет три кулачка и метчик на конце четыре грани. В результате этого происходит перекос.
Для изготовления переходника мастер отрезает около трех сантиметров металлического стержня.

Устанавливает переходник в патрон и маркером отмечает места расположения кулачков.

Стачивает стержень по меткам.


Точно по центру сверлит в переходнике сквозное отверстие.


Дальше нужно надфилем сделать отверстие квадратным, ориентируясь на хвостовик метчика.


Теперь нужно метчик установить в переходник, переходник зажать в патрон сверлильного станка, и можно нарезать резьбу.
Такой переходник имеет и существенный недостаток, если хвостовик метчика будет другого размера, то его уже нельзя будет установить в переходник.
Источник
Доставка новых самоделок на почтуПолучайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.Инструмент для нарезания резьбы: метчики, плашки, клупп, гребенка
Резьбовой тип соединения на сегодняшний день получил самое широкое распространение. Он применяется в машиностроении и других сферах производства, характеризуется высокой надежностью и простой в изготовлении. При желании можно провести нарезание витков при помощи специальных инструментов, которые характеризуются практичностью и универсальностью в применении.
 Инструмент для нарезания резьбы
Инструмент для нарезания резьбыОбщая информация о резьбонарезании
Выбирая инструмент для нарезания резьбы следует учитывать особенности резьбовых поверхностей. К ним можно отнести следующие моменты:
- Нарезание витков проводится механическим путем при применении специального оборудования. При снятии металла образуются канавки и витки, которые идеально сочетаются с поверхностью второго элемента.
- Все применяемые инструменты для нарезания резьбы и технологии можно условно разделить на две категории: ручные и автоматизированные. На протяжении длительного периода использовали станки токарно-винторезной группы.
- На момент использования ручных инструментов при резьбонарезании нужно использовать смазку. Она существенно продлевает срок службы приспособлений, упрощает сам процесс резьбонарезания.

Нарезание резьбы разными видами плашек
Стоит учитывать, что ручные варианты исполнения имеют внутреннюю поверхность, которая и определяет размеры витков и шах их расположения. В случае обработки на токарно-винторезном станке, параметры будущей резьбовой поверхности определяются подачей и скоростью перемещения суппорта.
Фасонные резцы для нарезания резьбы
При использовании токарно-винторезного оборудования для нарезания резьбы следует подобрать наиболее подходящий резец. Производители выпускают специальные варианты исполнения резцов для нарезки резьбы, которые характеризуются своими определенными особенностями:
- При производстве создается режущая часть определенной формы. За счет этого образуется канавка требуемой формы.
- Режущая часть изготавливается из инструментальной стали, которая подвергается закалке. За счет этого при работе исключается вероятность быстрого износа режущей кромки.
- Применение рассматриваемого метода позволяет обрабатывать поверхности крупных заготовок.

Фасонные резцы
В производственных цехах часто используется именно токарно-винторезный станок, так как плашек и метчиков для работы с заготовками большого диаметра практически нет. Кроме этого, при резьбонарезании возникает серьезная нагрузка.
Резьбовые гребенки для повышения производительности труда
Некоторые инструмент для нарезки резьбы характеризуются высокой эффективностью при применении. Примером можно назвать резьбовые гребенки, которые можно использовать для получения витков практически любых размеров. Их достоинствам можно отнести следующие моменты:
- Простая конструкция.
- Универсальность в применении.
- Высокая эффективность.
- Технологичность.

Резьбовые гребенки
Гребенки представлены многониточными фасонными резцами, которые бывают призматического, круглого и стержневого типа. Чаще всего они применяются для нарезания резьбы с мелким шагом и небольшой высотой профиля.
Метчики, плашки и головки для резьбонарезания
Наибольшее распространение получили ручные инструменты для резьбонарезания. Они могут применяться в промышленности и быту.
Наибольшее распространение получили следующие варианты исполнения:
- Подобные инструменты применяются для изготовления болтов и шпилек. Подобное изделие представляет собой шайбу круглой формы, внутри которой выступает несколько ребер. Внешняя резьба может формироваться и калиброваться всего за один проход. В продаже встречаются различные варианты исполнения инструментов, при изготовлении применяется закаленная инструментальная сталь.
- Метчики используются для получения внутренней резьбы. Он также изготавливается при применении закаленной инструментальной стали, которая характеризуется высокой износоустойчивостью. Метчик имеет форму стержня, рабочая часть которого имеет несколько впадин и выступающих граней. За счет этого существенно упрощается процесс резьбонарезания.
- Специальные головки также могут применяться для проведения рассматриваемой работы. Они могут иметь различные размеры, применяются в паре со специальной державкой.
Стоимость ручных инструментов невысокая, при этом они характеризуются высокой эффективностью в применении.
Как правильно нарезать витки на водопроводной трубе
Рекомендации по нарезанию витков на водопроводной трубе во многом связаны с тем, какая именно технология применяется. Ручной инструмент для нарезания наружной резьбы должен применяться с учетом следующей информации:
- Нужно применять смазывающие вещества, которые добавляются в зону резания для снижения степени износа режущей кромки.
- На момент работы нужно следить за тем, чтобы инструмент был расположен строго перпендикулярно заготовке. При его смещении витки могут быть расположены друг относительно друга неправильно.
- При резьбонарезаии уделяется внимание тому, чтобы с зоны резания своевременно удалялась стружка.

Нарезание резьбы на водопроводной трубе
Рассматриваемая работа может проводится и в бытовых условиях.
Работа плашкой
Плашки применяются для обработки наружной цилиндрической поверхности. Среди особенностей ее применения можно отметить следующие моменты:
- Заготовка закрепляется в тисках. Во время работы она должна находится в неподвижном состоянии.
- Перед применением инструмента режущая кромка и обрабатываемая поверхность смазываются маслом.
- Как правило, на торцевой поверхности создается небольшая фаска. Она упрощает процесс навинчивания плашки на обрабатываемую поверхность.
- Во время работы нужно уделить внимание тому, чтобы плашка не смещалась. Из-за этого резьба может нарезаться неравномерно, ход плашки становится более тяжелым.
- На 2-3 витка по ходу резьбы делается один оборот в обратном направлении. Подобным образом обеспечивается удаление стружки с зоны обработки, повышается качество получаемой поверхности.

Работа плашкой
После завершения работы проверяется качество рабочей поверхности. Для этого достаточно накрутить гайку, у которой должен быть свободный ход.
Работа клуппом
Для проведения рассматриваемой работы может использовать клупп. Он напоминает плашку, но при этом имеет большие размеры. Зачастую он применяется для нарезания резьбы на трубах, поставляется в специальных наборах с рукоятками. Среди особенностей применения отметим:
- Клуппом характеризуется высокой эффективностью, поэтому процесс нарезания витков упрощается.
- Инструкция по использованию плашки и клуппа практически идентична, разница заключается лишь в том, какое усилие нужно прикладывать для получения требуемого результата.
- Работа ручным клуппом

- Электрический клупп

Набор для нарезания резьбы зачастую представлен сочетанием насадок различных диаметров. При изготовлении рабочей части также используется износостойкий материал, который не тупится при длительном применении.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Особенности применения метчиков для нарезания резьбы
Резьба – универсальное изобретение человека. С ее помощью нам удается соединять различные детали, собирать целые механизмы и в то же время оставлять их в разборном виде, пригодными к оперативному ремонту или модифицированию.
Резьбовые соединения считаются одними из самых надежных и практичных. При этом их можно использовать как на полых, так и на цельных элементах, с применением дополнительных муфт и даже специальных переходников.
Обычно нарезание резьбы производится на производстве. Этот процесс требует наличия определенного оборудования и связан с некоторыми физическими воздействиями. Поэтому стоит подробно ознакомиться с ним. Методика создания В настоящее время существует просто огромное количество способов изготовления резьбы. Некоторые из них предполагают, что данное соединение будет выполнено в процессе самого создания детали. Обычно это литье, катание, тиснение и даже штамповка. Другие методики основаны на том, что технология нарезания резьбы выполняется уже по готовой продукции. Для этого могут быть использованы токарные и пескоструйные станки, фрезерная обработка и даже гальваника.
Часто перед человеком встает необходимость выполнить резьбу на том или ином предмете. Это может быть что угодно, от мелкой гайки, до трубы для отопления.
Для выполнения работ по нарезке резьбы используют метчики. Однако вас наверняка заинтересует вопрос, как нарезать резьбу метчиком и сделать это правильно, а также какой метчик лучше использовать?
Назначение инструмента
Для начала разберемся с тем, что же собой представляет нарезка резьбы. Ведь этот процесс только кажется очень простым и легким. На самом деле необходимо приложить определенные усилия, чтобы в итоге получить качественный результат.
Особенно трудоемким считается вариант, когда резьбу выполняют вручную, так как от человека тут требуется не только точность в измерениях, но и приложение реальных физических усилий.
Итак, процесс создания резьбы на трубе или любом другом подходящем предмете, по сути, являет собой обработку металла вращательными движениями с помощью специальных инструментов
Металл, каким бы прочным он ни являлся, все же поддается даже ручной обработке. В особенности если на него воздействуют инструментами из более крепких сплавов.
Таким инструментом и является метчик. Метчики используют для того, чтобы создавать внутреннюю резьбу в различного рода отверстиях. Если же нужно сделать наружную насечку, то применяется нарезание резьбы плашкой.
Метчик имеет продолговатую, иногда конусообразную или срезанную форму. На его краях находятся фигурные резцы с проемами. Их количество, форма и угол наклона зависит от типа инструмента. Например, если рассматривается метчик для трубной резьбы по цветным металлам, то он будет иметь более широкий профиль и небольшой наклон. Хотя и тут все зависит от конкретной модели.
Метчики бывают двух типов: для сквозных отверстий и для глухих отверстий. Для нарезки сквозных отверстий употребляются цилиндрические и конические метчики, а для нарезки глухих отверстий только цилиндрические. Метчики разделяются на ручные и машинные. У ручных метчиков заборный конус длиннее, чем у машинных. Цилиндрические метчики для нарезки резьбы в глухих отверстиях делаются с небольшим заборным конусом
Принцип работы
Резцы метчик имеет только на одной из сторон. Это его рабочая сторона. На другой же располагается так называемый фиксатор. Часть, что отвечает за установку инструмента.Например, простейший инструмент для трубной резьбы может иметь обычные квадратные грани на тыльной стороне. Подобная форма упрощает фиксацию насадки любыми инструментами, вплоть до обычного ключа. Более продвинутые модели продаются в комплекте с вращательными ручками. Здесь уже метчик является своего рода насадкой для специального ключа с большим плечом приложения усилий. Таким образом, работа сильно упрощается, человеку приходится прикладывать меньше сил, а процесс нарезки резьбы становится эффективнее.
Если в качестве рабочего инструмента применяется станок, то обратная часть метчика будет выполнена в форме, что подходит для крепления в патрон конкретного промышленного оборудования.
Метчик вставляется внутрь необработанного отверстия рабочей стороной и проворачивается определенное количество раз. Количество оборотов четко нормируется.
Например, если используется обычные модели для трубной резьбы, то хватает порядка 2-3 минут вращения в интенсивном темпе, чтобы подготовить качественную и надежную резьбу. Однако более дорогие инструменты помогут вам завершить работу быстрее.
Во время вращения метчик постепенно срезает металлическую стружку и удаляет ее из отверстия. Каждый оборот понемногу продвигает его внутрь, пока вы не определите нужные размеры на трубе или гайке.
С одного прохода метчиком создать качественную резьбу вам вряд ли удастся. Для нормального результата понадобится сделать несколько проходов. И правильно будет применять для этого специализированные разновидности метчиков.
Типы и размеры
Метчиков на современном рынке хватает с лихвой. В работе можно применить огромное количество самых разнообразных вариаций.
Однако правильно будет в первую очередь обратить внимание на их деление по рабочему признаку.
Так метчики бывают:
• Черновые;
• Чистовые.
Черновой метчик – это инструмент, что применяется при первичной обработке трубы. То есть выполняет проход по полностью гладкой поверхности. Он грубее и прочнее чистового варианта, стоит немного дороже и работать с ним сложнее.
Черновой инструмент просто прорезает канавки определенных размеров, которые потом необходимо будет доработать. Если нарезку предполагают вести вручную, то без него просто не обойтись.
Второй представленный вид – насадки для выполнения чистовой резьбы. Они предназначаются для прохода по уже нарезанной черновой резьбе.
Старайтесь всегда пользоваться и черновым и чистовым инструментом. Экономить на метчиках, применяя что-то одно – дурная практика. Черновой метчик не даст вам возможности выполнить работу достаточно качественно, так как готовая резьба будет нуждаться в основательной доработке.
Использование же исключительно чистового метчика приведет к его скорейшему выходу из строя. Резцы просто затупятся из-за чрезмерных нагрузок.
Это касается практически всех инструментов такого типа. Не имеет значения, подразумеваете вы метчик для трубной резьбы, или промышленный гаечный образец. Редкие исключения составляют только модели, что выполняют функции насадки на станок. Но в быту они практически не встречаются.
По типу резьбы метчики делят на:
• Левосторонние;
• Правосторонние.
Большинство метчиков нарезают правостороннюю резьбу. Это своеобразный стандарт. Вот почему если вы выбираете модель для трубной резьбы, то рекомендуется покупать именно правосторонний метчик.
Известные разновидности
Также обратим внимание на виды метчиков в зависимости от рабочего направления. Встречается метчик:• Для трубной резьбы;
• Гаечный;
• Метрический;
• Машинный.
Первый образец – самый распространенный. И неудивительно, ведь именно его применяют, когда необходимо выполнение трубной резьбы, в том числе и для бытовых целей.
Любое резьбовое соединение в сантехнике выполняется метчиками для трубной обработки. Конечно, если вас интересует именно внутренняя резьба, в противном случае задействуют инструменты для формирования наружной резьбы – плашки.
Такой метчик формирует резьбу с увеличенным шагом и представлен в самом большом количестве разновидностей. На рынке встречаются решения в любом ценовом диапазоне.
Гаечный образец, как уже понятно из названия, нарезает резьбу на гайках, рабочих шайбах, зажимах и других подобных деталях.
Метрический применяется для нарезки резьбы с уплощенным срезом. Этот вид встречается преимущественно в промышленности или капитальном строительстве.
Машинный метчик подразумевает использование в качестве насадки для станка. У него улучшенная уникальная геометрия, более надежный сплав и множество других уникальных особенностей.
Нарезание резьбы метчиком.
Нарезание резьбы производится следующим образом. Изделие закрепляется в тисках. В отверстие вводят конец чернового метчика,смазанный маслом. Затем берут обеими руками вороток и при слабом нажиме вращают его по часовой стрелке. Когда метчик врежется в металл и начнет резать, нажим ослабляют и делают один оборот вперед и пол-оборота назад, что вызывает дробление стружки. При установке метчика в нарезаемое отверстие ось метчика должна совпадать с осью нарезаемого отверстия. Необходимо следить, чтобы при вращении метчик не перекашивался.
Таким способом нарезают и вторым, а затем и третьим чистовыми метчиками. По окончании нарезки размер отверстия проверяют резьбовым калибром. Метчики для газовых труб делаются комплектами из двух штук: первый черновой и второй — отделочный.
Рекомендации специалистов Обычно диаметр отверстия для нарезания резьбы соответствует ее наружным граням. Однако при ручном изготовлении будет очень трудно делать первый проход и даже зацепиться за край металла. Поэтому некоторые мастера предпочитают снимать небольшую фаску на краю отверстия, которая значительно облегчает данный момент. Все детали, на которых необходимо делать подобные типы соединений нужно закрепить неподвижно. Поэтому лучше всего использовать тиски, надежно зафиксированные на поверхности верстака. Дело в том, что подобная работа предполагает воздействие довольно больших нагрузок, а смещение при этом недопустимо. Не стоит для подобной работы брать масло, бывшее в употреблении. В нем могут содержаться мелкие частицы металла, способные повредить нить резьбы при попадании на режущую часть. Лучше всего для таких целей подойдет вещество с небольшой вязкостью. Если существует возможность, то данную операцию лучше всего произвести на специальном оборудовании. Именно поэтому многие сантехники или слесари предпочитают разобрать нужный элемент и отнести его в цех, где имеются необходимые агрегаты. Порой это экономит массу времени и сил, не считая износа ручного инструмента, который стоит довольно дорого.
Вывод
Учитывая огромное разнообразие типов подобных соединений, следует детально изучить именно те из них, которые встречаются чаще всего или те, с которыми придется работать. Также необходимо ознакомиться с маркировкой и уметь распознавать тот или иной вид инструмента. В итоге можно прийти к выводу, что приобретать все виды и типы таких инструментов с учетом всех диаметров просто глупо и расточительно. Даже на некоторых производствах закупают только определенные метчики и плашки, созданные под те типы резьбы, которые применяются в технологическом процессе.
В компании «Мир ISO» можно выбрать необходимый вид и купить метчик для конкретных задач. А наши инженеры обеспечивают техническую поддержку и бесперебойное функционирование оборудования. Работаем с предзаказами, осуществляем оптимальный подбор в соответствии с бюджетом и техническим заданием заказчика. Чтобы купить инструмент в интернет магазине «Мир ISO» — достаточно выбрать необходимый товар в каталоге http://www.miriso.ru/katalog_.html, отправить онлайн-заявку http://www.miriso.ru/sdelat_zakaz.html или позвонить по телефону + 7 (8482) 999-111.
Устройство для вертикального нарезания резьбы SW19.ru
Многие наверное видели или уже имеют наш съемник для суппортов баков стиральных машин фирм Electrolux с установленными в них суппортами типа такихhttps://programmator.net/products/228
Съемник этот в процессе жизни много раз был подвержен изменениям и дополнениями, начиная с расстояния между отверстиями (за размеры большое спасибо всем откликнувшимся) и заканчивая большой гайкой в центре с отверстием под вал барабана, теперь, на данный момент мы еще немного изменили конструкцию винтов, сделав их чуть длиннее и уменьшив гайку, чтобы она не мешала эксплуатации.

Одна из проблем данного устройства состоит в том, что нужно нарезать резьбу ровно, так как у партнеров на производстве мы не смогли найти решение этой проблемы, пришлось немного изобрести велосипед в гараже, не сколько даже велосипед, а больше коловорот, но принципы очень похожи.
Для данного устройства нам потребовались остатки от старой дрели с патроном под морзе 3 и немного слесарных работ, в результате мы конечно же не получили идеальных углов, но и смогли минимальными денежными вложениями решить эту технологическую задачу.
При нарезание резьбы мы использовали метчик однопроходный, который нарезает сразу полную резьбу, в обычном исполнение есть метчик №1 который нарезает часть резьбы и метчик №2 который дорезает остатки.
В нашем исполнение сама пластина съемника вырезается на лазерном станке, который позволяет делать очень точные размеры, но из-за малой мощности позволяет резать сталь толщиной до 8 мм, можно и 10 мм, но получается ужасный облой. Кромка среза после лазера получается «подкаленная», ведь лазер плавит металл и выдувает его, обработка таких деталей очень проблематичная, так как инструмент быстро тупиться и одной заточки метчика нам хватает на 10 съемников, возможно с хорошим инструментов этот параметр будет выше, но сейчас очень сложно найти путный инструмент, что метчики, что плашки, даже обычный токарный резец сейчас найти очень сложно, тем более хорошего качества.

Благодаря данному устройству мы получили нужное качество, до этого мы нарезали руками и у клиентов были вопросы к прямолинейности и совместимости отверстий, купить новую версию данного съемника можно в нашем магазине на сайте https://programmator.net
Всем удачи в ремонтах!