Рейсмусовый станок своими руками | Строительный портал
Часто мастера, которые любят работать с деревом, или хозяева дачных домиков, сталкиваются с необходимостью строгания множества досок, чтобы придать им визуальной привлекательности. Нужно выровнять толщину материала, вывести размеры досок и щитов, получить гладкую поверхность заготовок, из которых впоследствии предстоит смастерить мебель, или использовать их для отделки пола или помещения. Решением проблемы может стать покупка рейсмуса или изготовление рейсмусового станка своими руками, ведь аппарат с автоматической подачей заготовок и ножевыми валами из быстрорежущей стали значительно ускоряет и облегчает процесс строгания древесины.
Содержание:
- Предназначение рейсмусового станка
- Конструкция рейсмусового станка
- Принцип работы рейсмусового станка
- Изготовление рейсмусового станка
- Наладка рейсмусового станка
Предназначение рейсмусового станка
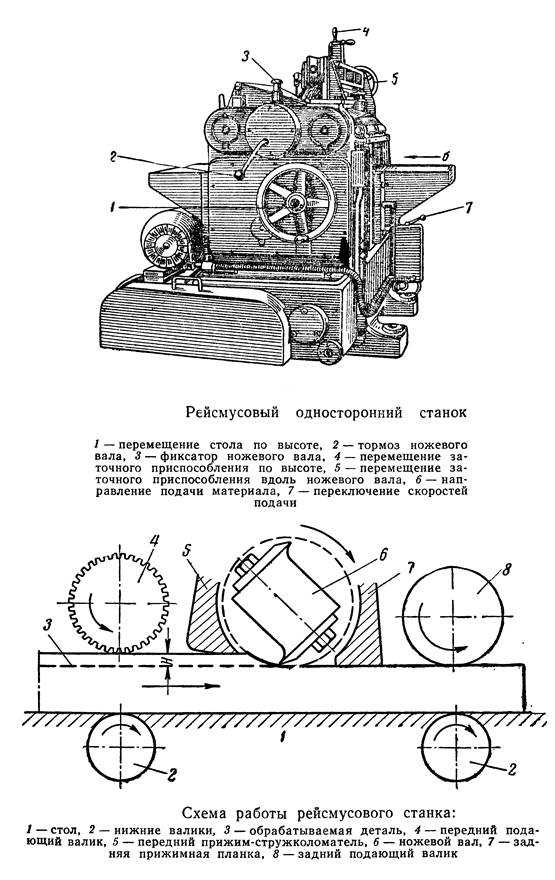
Рейсмусовые станки предназначаются для плоскостного строгания заготовок — щитов, брусков и досок по толщине в заданный размер, поэтому и являются основными на деревообрабатывающих предприятиях.
Рейсмусы при использовании в строительстве за один проход способны обрабатывать в большом количестве широкие доски. В отличие от промышленных аппаратов, бытовые рейсмусы являются небольшими по размерам и намного легче, что облегчает их транспортировку. К тому же современные модели имеют облегченную систему смены рабочих ножей и увеличенный контроль глубины резания, чтобы точно выверивать толщину снимаемой стружки.
Как правило, перед проведением данной процедуры деревянные поверхности подвергают предварительной обработке на фуговальном станке. Для нестандартных разновидностей материала (полимеры, мягкие пластики, утеплители на вспененной основе) предназначаются рейсмусовые станки с обрезиненными металлическими подающими вальцами, которые не способны портить поверхности заготовок.
Секционные подающие вальцы, которыми оснащено деревообрабатывающее оборудование, позволяют на входе в станок одновременно подавать разнотолщинные заготовки. Рейсмусовый станок является одним из важных установок в плотницком деле и строительстве, а также в мебельной промышленности, позволяя изготовить точные планки для гарнитуров из древесины или рейки для обшивки кухни.
На самодельном рейсмусовом станке нельзя строгать очень тонкие заготовки, потому что возникают вибрации, что сказываются на качестве обрабатываемой поверхности. Наименьшая длина обрабатываемой заготовки должна на 100 миллиметров быть большей расстояния от переднего до заднего подающего валка. При возникновении необходимости фрезеровать более короткий материал, то его нужно надежно закреплять на основании. С помощью соответствующих приспособлений на рейсмусовых станках получится обработать даже клинообразные заготовки и выровнять непараллельные плоскости.
Глубина пропила показывает срез рейсмуса за один проход: этот показатель колеблется в пределах 1 — 3 миллиметров, зависимо от ширины материала. Ширина заготовки характеризует возможности обработки изделий, что имеют определенный размер: оптимальное решение – 30 — 330 миллиметров. На производительность работы влияет мощность станка. Для частных мастерских подходит рейсмусовый станок в 1,9 кВт. Аппараты, мощность которых выше 1,8 кВт, пригодятся для строгания твердых пород древесины – ели, бука, груши, вяза, ясеня.
Ширина заготовки характеризует возможности обработки изделий, что имеют определенный размер: оптимальное решение – 30 — 330 миллиметров. На производительность работы влияет мощность станка. Для частных мастерских подходит рейсмусовый станок в 1,9 кВт. Аппараты, мощность которых выше 1,8 кВт, пригодятся для строгания твердых пород древесины – ели, бука, груши, вяза, ясеня.
Конструкция рейсмусового станка
Рейсмусовым станком называют специальное устройство, которое относится к категории деревообрабатывающих станков, которые успешно справляются с плоскостным, объемным и профильным фрезерованием прямо- и криволинейных заготовок, выполненных из массивного дерева.
По конструкции различают:
- Односторонние рейсмусовые станки, на которых производится строгание только с верхней стороны;
- Двухсторонние рейсмусовые станки, где строгаются одновременно две противоположные стороны – нижняя и верхняя;
- Специальные рейсмусы – трех-, четырех- и много-ножевые.

Наибольшее распространение получили односторонние рейсмусовые станки, которые являются более простыми по конструкции и соответственно в эксплуатации. Их устройство мы сегодня и будем рассматривать.
Стол рейсмусового станка в отличие от фуговального станка кроется из одной сплошной плиты, что точно выстрогана и отшлифована, а также он не имеет в своей конструкции направляющей линейки. Кроме горизонтального стола, на котором регулируется толщина снимаемого слоя, рейсмус состоит из таких основных элементов, как специальная фреза, что представлена несколькими отдельными ножами и системы автоматической подачи деревянной заготовки по роликовым направляющим.
Станина для рейсмусового станка чугунная, пустотелая, цельнолитая, на ней крепят все детали и механизмы станка. Опорным столиком может служить металлический уголок размерами 100 на 100 миллиметров и длиной не меньше 1000 миллиметров. Эта длина объясняется мерами безопасности. Опорный столик навешивают на технологические уголки станка, крепят с одной стороны болтами, с другой – струбцинами. По высоте стол можно перемещать по направляющим салазкам с помощью подъемного механизма.
По высоте стол можно перемещать по направляющим салазкам с помощью подъемного механизма.
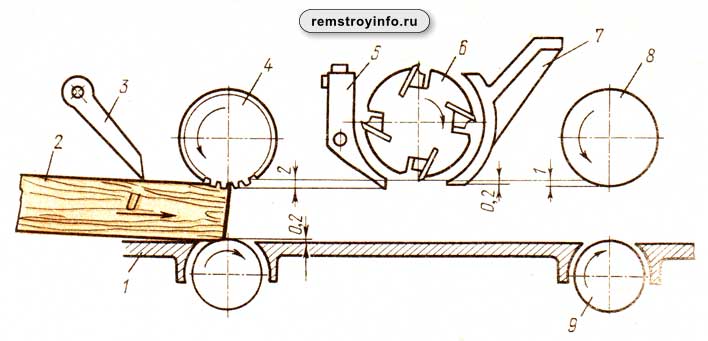
Над столом размещен ножевой вал. Механизм подачи заготовки представлен двумя парами валиков. Первая из них располагается перед ножевым валом, другая — за валом. Нижние валики устанавливают точно под верхними. Вращаются верхние валики от электрического двигателя через зубчатую передачу, поэтому они называются приводными, питающими или подающими. Нижние валики устанавливаются свободно и приводятся во вращение подаваемым материалом. Эти валики – поддерживающие или направляющие. В двусторонних рейсмусовых станках ножевые валы располагаются в столе и над рабочим столом.
Назначение нижних валиков состоит в облегчении подачи на ножи материала, они выступают над поверхностью рабочего стола на 0,2—0,3 миллиметра. Строгаемый материал при более высоком расположении нижних вальцев вибрирует от ударов ножей, тонкий будет прогибаться, и строгание получится неровным. Передний верхний валик принято делать рифленым для лучшего сцепления с нестроганой поверхностью заготовки.
Верхний задний валик необходимо делать гладким, потому что рифление способно портить строганную поверхность дерева. Размещают его ниже на 1 миллиметр режущих кромок ножей. Валики механизма подачи располагаются параллельно, поэтому в рейсмусовый станок одновременно можно подавать исключительно детали одинаковой толщины. Изделия меньшей толщины, даже на 2—3 миллиметра, дойдя до ножевого вала, получат сильный удар в торец ножом и вылетят обратно.
Для одновременного строгания пиломатериалов, что имеют разную толщину, в схему рейсмусового станка вводят рифленый валец секционный, что позволяет применять всю ширину станка и резко увеличивать его производительность. Состоит секционный валик из 12 рифленых колец, которые насажены на общую ось и соединены с ней пружинами. При прохождении под валиком изделия, толщина которого больше толщины других, что одновременно обрабатываются, секции, что надавливают на него, смещаются кверху и сохраняют сцепление с материалом под действием пружин.
Перед подобным рифленым валиком располагаются подвески, предназначение которых кроется в том, чтобы не допустить обратного вылета детали из станка. Сверху ножевой вал закрыт подъемным массивным колпаком, который служит надежным ограждением и является качественным приспособлением, что направляет стружку в воронку эксгаустера. Помимо этого, колпак совершает подпор волокон при строгании, нижняя его кромка для этого подведена к самым ножам.
Сменные ножи вы можете увеличить от двух до четырех. В качестве инструмента кроме фрезы можно применять гладкий барабан, что обтянут шлифовальной шкуркой. Выточить барабан получится из термостойкого пластика, алюминия или твердой древесины. Подходящие размеры: диаметр 80 миллиметров, длина 100 миллиметров. На одном из торцов делают проточку под гайку с шайбой. На боковой поверхности для прикрепления шкурки прорезан продольный паз, что имеет трапециевидную форму, под прижимную планку аналогичной формы. Просверливают в планке три отверстия для винтов с потайными головками.
Подача проводится верхними вальцами — задним гладким и передним рифленым. Два гладких вальца, которые свободно вращаются в подшипниках, способны уменьшать трение при движении по столу материала. Типовая максимальная ширина обрабатываемого изделия 315 — 1250 миллиметров, толщина — 5 — 160 миллиметров, диаметр ножевого вала 100 — 165 миллиметров, имеется на валу 2 — 4 ножа. Мощность электрического мотора достигает 1 — 44 кВт.
Чем быстрее будут вращаться валовые ножи, тем чище и ровнее получается поверхность заготовок после строгания. Выбирать для использования можно аппараты со скоростью вращения 6 — 10 тысяч оборотов в минуту. Вес, устройство рейсмусового станка, а также компактность рейсмуса характеризуют напрямую возможность перемещения оборудования. Компактные станки, что имеют вес 27 — 39 килограммов, являются самым хорошим выбором.
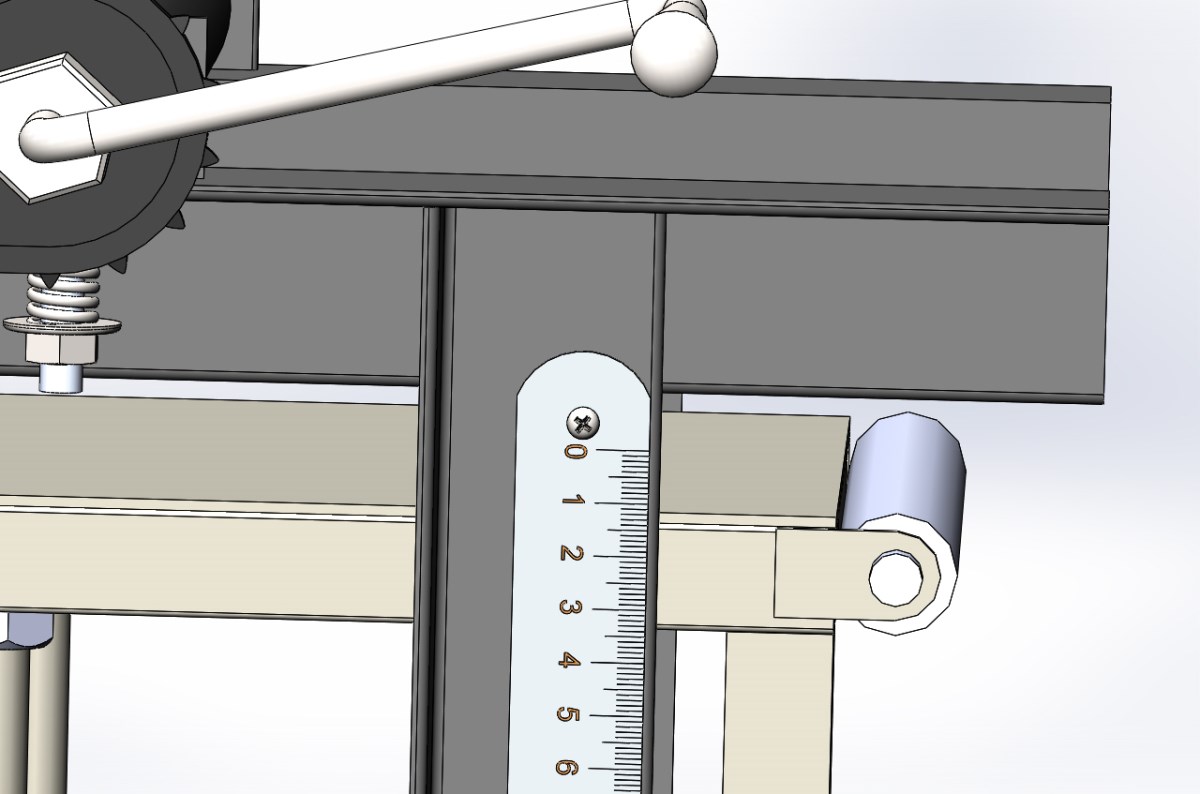
При определенном расстоянии рабочего стола от ножевого вала строгают заготовку в размер, который показан на шкале, укрепленной на станине станка. Прижимы устанавливают по двум сторонам ножевого вала, они способны предотвратить вибрацию заготовок. Стружколоматель, что расположен перед ножевым валом, способствует надламыванию стружки и заготовку прижимает к столу, образуя полость для накопления стружек вместе с прижимом.
Прижимы устанавливают по двум сторонам ножевого вала, они способны предотвратить вибрацию заготовок. Стружколоматель, что расположен перед ножевым валом, способствует надламыванию стружки и заготовку прижимает к столу, образуя полость для накопления стружек вместе с прижимом.
Принцип работы рейсмусового станка
В принцип работы рейсмуса заложена методика плоского строгания доски. Главным рабочим инструментом у рейсмусового станка является ножевой вал. Заготовки для обработки подаются на горизонтальный рабочий стол вручную или вальцами, которые прижимают их к столу и тянут в область обработки. Материал строгается сверху ножами, и в результате получаются детали, абсолютно идентичные по размеру. Многие рейсмусовые станки имеют автоматическую систему подачи заготовок с определенной скоростью, чтобы аккуратно и точно снимать необходимый слой.
Можно приобрести односторонний или двусторонний рейсмус. У первых рейсмусовых станках присутствует один ножевой вал, в двусторонних есть ещё и дополнительный ножевой вал на рабочем столе. Перед обработкой деталей рейсмусом они должны быть уже подструганными в фуговальном станке. По конструкции, в принципе два станка очень схожи между собой. Зачастую двусторонний рейсмус и фуганку комбинируют в один механизм. Такое оборудование имеет два стола – для фуганка сверху и для рейсмуса снизу.
Перед обработкой деталей рейсмусом они должны быть уже подструганными в фуговальном станке. По конструкции, в принципе два станка очень схожи между собой. Зачастую двусторонний рейсмус и фуганку комбинируют в один механизм. Такое оборудование имеет два стола – для фуганка сверху и для рейсмуса снизу.
Обычно на рейсмусовом станке строгают заготовки длиной чуть больше расстояния, что сформировалось между подающими вальцами, как на видео о рейсмусовом станке. В случае использования подкладных шаблонов (цулаги) можно строгать на рейсмусовом станке заготовки (щиты, бруски, доски) с непараллельными противоположными гранями. Поверхность данного шаблона должна наклоняется таким способом, чтобы при процедуре горизонтального строгания изделий можно было получить нужную конусность.
В некоторых моделях рейсмусовых станков для удобства производителями увеличена длина стола. Поэтому брус или имеют значительную площадь опоры, а изделия обрабатываются точнее. Чтобы заготовка по столу оптимально скользила, в них делают специальные канавки, уменьшающие силу трения. Подобные модели раньше использовались преимущественно на производстве, а сегодня эти принципы широко внедряются и в бытовые рейсмусовые аппараты.
Поэтому брус или имеют значительную площадь опоры, а изделия обрабатываются точнее. Чтобы заготовка по столу оптимально скользила, в них делают специальные канавки, уменьшающие силу трения. Подобные модели раньше использовались преимущественно на производстве, а сегодня эти принципы широко внедряются и в бытовые рейсмусовые аппараты.
Одним из основных преимуществ рейсмусового станка выступает высокое качество обработанных поверхностей. Толщина получаемых деталей задается с помощью подъемного механизма, когда стол перемещается по отношению к ножевому валу вверх. Но стоит учитывать то, что при высокой скорости резания заготовок и большой глубине резания ухудшается качество обработанной поверхности. Поэтому чтобы добиться гладкой поверхности, необходимо делать финишные проходы при малой глубине и небольшой скорости вращения ножевого вала, если станком предусмотрена регулировка.
Рейсмусовый станок является одним из наиболее высокопроизводительных деревообрабатывающих станков.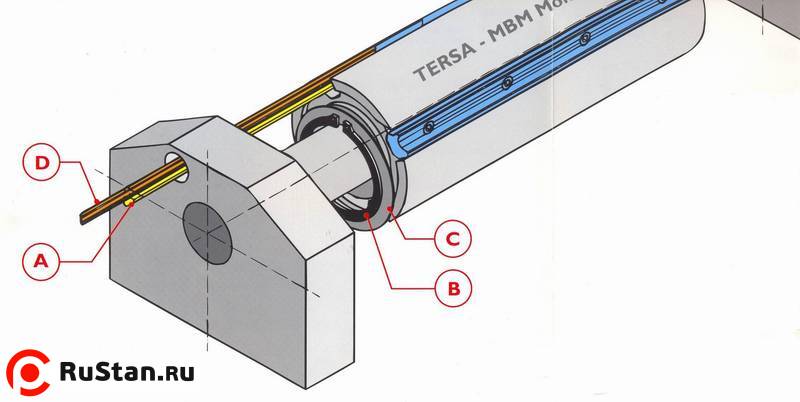 Стоит один раз настроить размеры обрабатываемой заготовки с помощью линейки и подъемника, и вся партия изделий будет одинаковой, в пределе допустимого показателя. На рейсмусовых станках вы можете обрабатывать детали с шириной до 1250 миллиметров и с толщиной 5 — 160 миллиметров, кроме специальных станков, предназначенных для определенных работ.
Стоит один раз настроить размеры обрабатываемой заготовки с помощью линейки и подъемника, и вся партия изделий будет одинаковой, в пределе допустимого показателя. На рейсмусовых станках вы можете обрабатывать детали с шириной до 1250 миллиметров и с толщиной 5 — 160 миллиметров, кроме специальных станков, предназначенных для определенных работ.
Изготовление рейсмусового станка
Все хозяева, которые сталкиваются с изготовлением строительной столярки, вагонки и мебели из древесины, пришли к выводу о необходимости иметь в своем пользовании хотя бы самый примитивный рейсмус. Без такой установки крайне сложно получить откалиброванные заготовки по толщине заготовки, кроме того процедура займет кучу времени. Не всем по карману купить оборудование промышленного изготовления, цены рейсмусовых станков «кусаются», поэтому умельцы приходят к решению своими руками изготовить установку.
Перед тем, как приступить к изготовлению рейсмусового станка, стоит изучить процесс использования и хранения рейсмуса.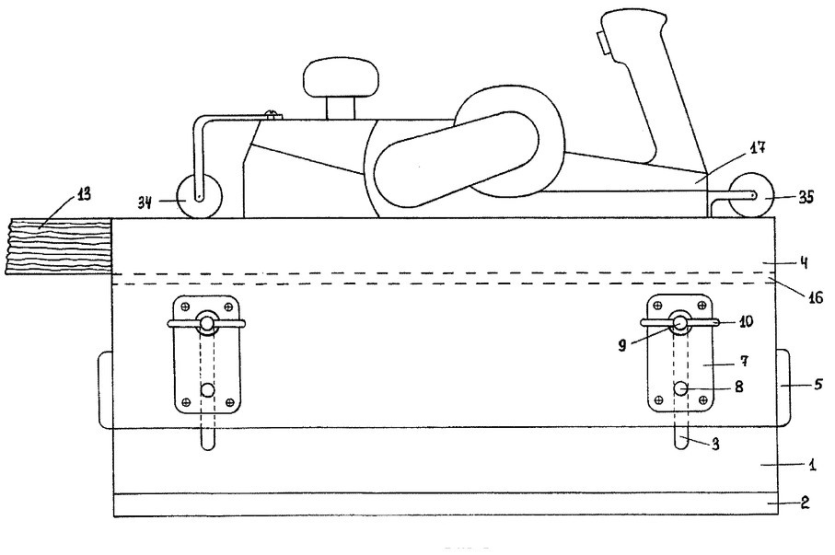 Миниатюрные станки много места не требуют. Конструкция должна располагаться таким способом, чтобы её получалось обойти вокруг для удобного произведения подачи материала. Подобную технику вы можете установить перед гаражом или домом: главное, чтобы поверхность под станком была ровной для избегания возникновения вибраций. Габариты рейсмуса зачастую не больше метра в ширину и толщину, поэтому оборудование легко сможет поместиться в сарае или гараже.
Миниатюрные станки много места не требуют. Конструкция должна располагаться таким способом, чтобы её получалось обойти вокруг для удобного произведения подачи материала. Подобную технику вы можете установить перед гаражом или домом: главное, чтобы поверхность под станком была ровной для избегания возникновения вибраций. Габариты рейсмуса зачастую не больше метра в ширину и толщину, поэтому оборудование легко сможет поместиться в сарае или гараже.
Для домашнего создания предлагается следующая конструкция. Рама и рабочий стол станка являются сварными, выполненными из уголка 50 на 50 миллиметров и квадратной трубы 40 на 40 миллиметров, можно использовать и материал больших размеров. Помните, что излишняя массивность только увеличивает устойчивость рейсмусового станка и уменьшает вибрации, возникающие при работе. Для изготовления станка необходимы: токарный и сверлильный станки, болгарка, сварочный аппарат и дрель.
Следующим обязательным элементом конструкции выступает ножевой вал. Его желательно приобрести готовым с буксами, потому что самодельные валы абсолютно не всегда являются хорошо сбалансированными. В варианте, что приведён нами, использовался трехсотмиллиметровый вал с тремя ножами. Шкивы двигателя и вала следует взять ступенчатые, для выбора оптимальных оборотов вала, в границах 4000-7000 оборотов в минуту.
Его желательно приобрести готовым с буксами, потому что самодельные валы абсолютно не всегда являются хорошо сбалансированными. В варианте, что приведён нами, использовался трехсотмиллиметровый вал с тремя ножами. Шкивы двигателя и вала следует взять ступенчатые, для выбора оптимальных оборотов вала, в границах 4000-7000 оборотов в минуту.
Для подобного размера вала вполне подходит асинхронный мотор, что имеет мощность 4-5 кВт, нет надобности использовать шкивы большего размера, кроме того двигатель подобной мощности вполне запускается от одной фазы известными способами. Прижимные ролики рекомендуется выточить или использовать готовые из выжимки старых советских стиральных машин. Рама роликов – сварная, крепят её с одной стороны на подпружиненных болтах, с другой — для крепления используется кусок рулевой тяги от «Москвича». Опыт показывает, что неплохо два таких крепления применить на один ролик.
Стол согласно чертежу рейсмусового стола устанавливается на регулировочных болтах.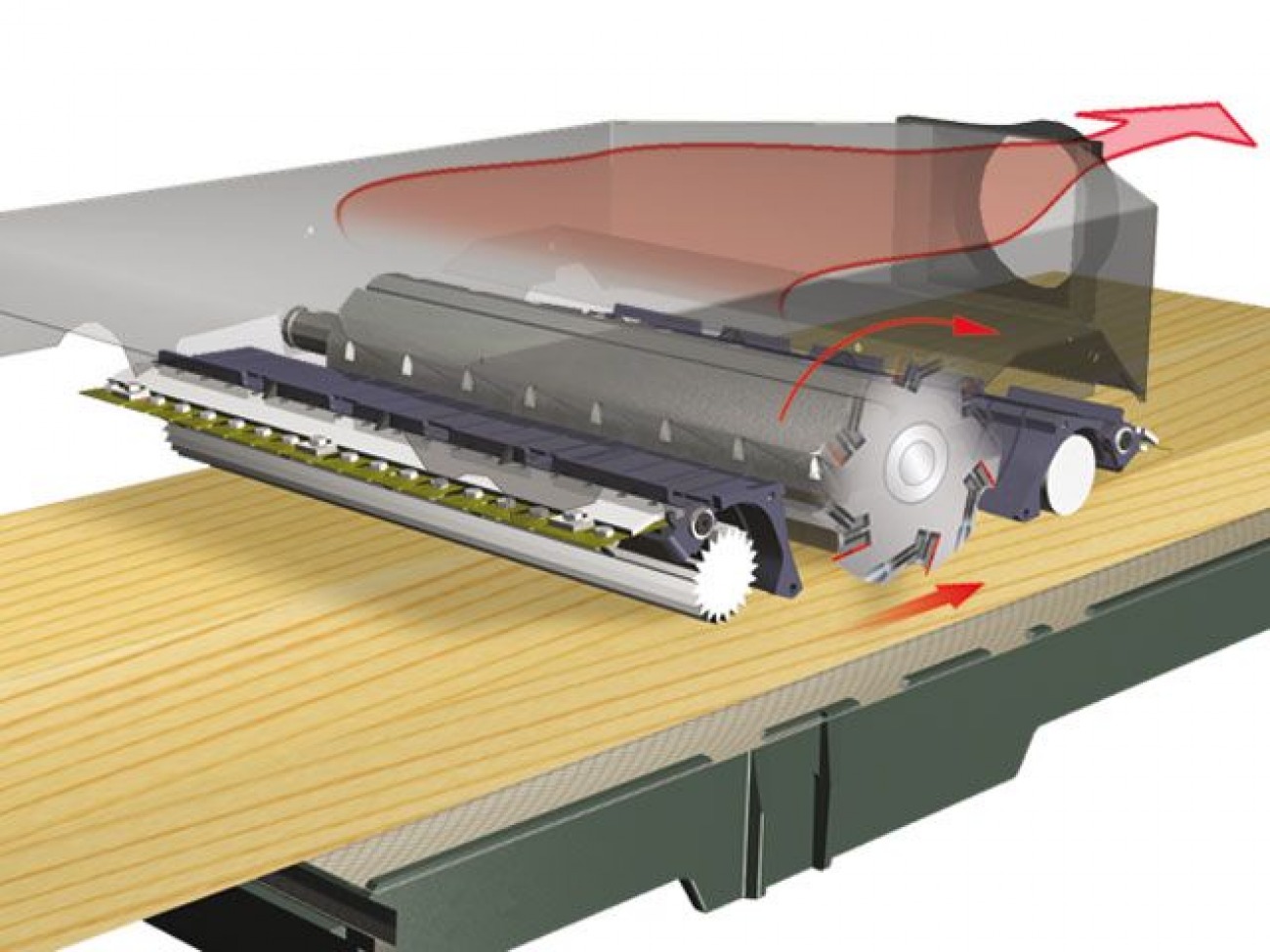 Болты для избегания потребности регулировки каждого оснащены приваренными велосипедными звездочками, что соединены цепью. Пружины возьмите с клапанов мотора грузовика. К сожалению, в данном рейсмусовом станке предусмотрена ручная подача заготовок. В перспективе при наличии желания можно применить механическую.
Болты для избегания потребности регулировки каждого оснащены приваренными велосипедными звездочками, что соединены цепью. Пружины возьмите с клапанов мотора грузовика. К сожалению, в данном рейсмусовом станке предусмотрена ручная подача заготовок. В перспективе при наличии желания можно применить механическую.
До начала работы необходимо проверить правильность расположения ножей, а также остроту их заточки. Помните, что огражденным должен быть ножевой вал. Не допускается обработка заготовки длиной меньше расстояния между задними и передними валами. Запрещается чистить, ремонтировать и налаживать рейсмусовый станок на ходу.
Подавать заготовки необходимо торец в торец, используя при этом всю ширину стола. Помните, что материал после обработки не должен иметь вырывов, заколов, а также рисок. Ворсистость и мшистость получаются при обработке сырого материала или строгании тупыми ножами, непрострожка наблюдается при неплотном прижатии заготовки валиками к столу, неодинаковой толщине заготовки и неодинаковом выступе лезвий ножей из вала.
Наладка рейсмусового станка
Рейсмусовые станки перед работой должны быть тщательно налажены. Любая неточность наладки спровоцирует дефекты обработки или приведет к уменьшению производительности станка. Чаще всего наблюдаются такие упущения в наладке рейсмусов:
- Перекос на рабочем столе. Строгаемая поверхность не будет получаться параллельной фугованной стороне.
- Рифленый валик располагается очень низко и нажимает слишком сильно на поверхность деталей при малой глубине строгания. Строганные поверхности получаются с поперечными вмятинами.
- Нижние валики подачи размещаются над уровнем стола выше, чем нужно, на 0,1—0,2 миллиметра. Вследствие этого имеет место вибрация обрабатываемого изделия под ударами ножей, а более тонкие детали прогибаются. Строгание выходит непрямолинейным и не таким гладким, концы изделий больше прострагиваются.
- Задняя нажимная колодка на обрабатываемую деталь давит. По этой причине изделие при выходе из передних подающих валиков благодаря уменьшению силы подачи останавливается. Так как ножи будут продолжать вращаться, строгается на поверхности детали одно место, и в итоге здесь возникает во всю ширину строгания желобок.Вообще желобки формируются при всякой, даже наиболее короткой остановке изделия. Остановки часто случаются во время, когда детали поступают в задние валики. Это случается при очень низком размещении верхнего заднего валика и при его слишком большом нажиме на материал. Причинами кратковременной задержки или остановки детали бывает также недостаточный нажим на изделие подающих валиков, чрезмерно высокое расположение нижних валиков, сильное загрязнение стола при обработке сосновых деталей смолой.
- Стружка попадает под задний гладкий валик из-за неправильного монтажа накидного козырька или неисправностей эксгаустера. По этим причинам на строганной поверхности возникают вмятины, иногда задержка детали.
 Так как ножи будут продолжать вращаться, строгается на поверхности детали одно место, и в итоге здесь возникает во всю ширину строгания желобок.Вообще желобки формируются при всякой, даже наиболее короткой остановке изделия. Остановки часто случаются во время, когда детали поступают в задние валики. Это случается при очень низком размещении верхнего заднего валика и при его слишком большом нажиме на материал. Причинами кратковременной задержки или остановки детали бывает также недостаточный нажим на изделие подающих валиков, чрезмерно высокое расположение нижних валиков, сильное загрязнение стола при обработке сосновых деталей смолой.
Так как ножи будут продолжать вращаться, строгается на поверхности детали одно место, и в итоге здесь возникает во всю ширину строгания желобок.Вообще желобки формируются при всякой, даже наиболее короткой остановке изделия. Остановки часто случаются во время, когда детали поступают в задние валики. Это случается при очень низком размещении верхнего заднего валика и при его слишком большом нажиме на материал. Причинами кратковременной задержки или остановки детали бывает также недостаточный нажим на изделие подающих валиков, чрезмерно высокое расположение нижних валиков, сильное загрязнение стола при обработке сосновых деталей смолой.Поэтому при наладке рейсмусового станка следует помнить, что при значительном заполнении стола, к примеру, при строгании широкого щи¬та или одновременной подаче изделий во всю ширину рабочего стола, повышенным должно быть давление подающих вальцов, потому что в этих случаях сопротивление резанию сильно увеличивается. При строгании узких деталей или при небольшом заполнении стола нужно уменьшить давление подающих вальцов, чтобы избежать смятия дерева.
При строгании узких деталей или при небольшом заполнении стола нужно уменьшить давление подающих вальцов, чтобы избежать смятия дерева.
К наиболее распространенным в деревообрабатывающем деле относятся фуговальные, фрезерные, строгальные и рейсмусовые станки, которые предназначаются для плоскостного, объемного и профильного фрезерования прямо- и криволинейных заготовок из массивного дерева и древесных материалов, для нарезания проушин и шипов в брусках дверных коробок и оконных блоков. Если вы планируете заниматься только плоскостным строганием, то вам стоит отдать предпочтение рейсмусу. Вы можете приобрести этот станок в торговой точке или собрать своими руками, используя информацию, представленную на нашем сайте, и нашу пошаговую инструкцию.
Рейсмусовый станок своими руками | Строительный портал
Часто мастера, которые любят работать с деревом, или хозяева дачных домиков, сталкиваются с необходимостью строгания множества досок, чтобы придать им визуальной привлекательности. Нужно выровнять толщину материала, вывести размеры досок и щитов, получить гладкую поверхность заготовок, из которых впоследствии предстоит смастерить мебель, или использовать их для отделки пола или помещения. Решением проблемы может стать покупка рейсмуса или изготовление рейсмусового станка своими руками, ведь аппарат с автоматической подачей заготовок и ножевыми валами из быстрорежущей стали значительно ускоряет и облегчает процесс строгания древесины.
Нужно выровнять толщину материала, вывести размеры досок и щитов, получить гладкую поверхность заготовок, из которых впоследствии предстоит смастерить мебель, или использовать их для отделки пола или помещения. Решением проблемы может стать покупка рейсмуса или изготовление рейсмусового станка своими руками, ведь аппарат с автоматической подачей заготовок и ножевыми валами из быстрорежущей стали значительно ускоряет и облегчает процесс строгания древесины.
Содержание:
- Предназначение рейсмусового станка
- Конструкция рейсмусового станка
- Принцип работы рейсмусового станка
- Изготовление рейсмусового станка
- Наладка рейсмусового станка
Предназначение рейсмусового станка
Рейсмусовые станки предназначаются для плоскостного строгания заготовок — щитов, брусков и досок по толщине в заданный размер, поэтому и являются основными на деревообрабатывающих предприятиях. К тому же рейсмусы имеются практически у каждого столяра. Главное назначение рейсмусовых станков состоит в равномерном обслуживании досок и прочих деревянных изделий по всей площади и получении заготовок, что имеют равную толщину по всей ширине и длине.
Главное назначение рейсмусовых станков состоит в равномерном обслуживании досок и прочих деревянных изделий по всей площади и получении заготовок, что имеют равную толщину по всей ширине и длине.
Рейсмусы при использовании в строительстве за один проход способны обрабатывать в большом количестве широкие доски. В отличие от промышленных аппаратов, бытовые рейсмусы являются небольшими по размерам и намного легче, что облегчает их транспортировку. К тому же современные модели имеют облегченную систему смены рабочих ножей и увеличенный контроль глубины резания, чтобы точно выверивать толщину снимаемой стружки.
Как правило, перед проведением данной процедуры деревянные поверхности подвергают предварительной обработке на фуговальном станке. Для нестандартных разновидностей материала (полимеры, мягкие пластики, утеплители на вспененной основе) предназначаются рейсмусовые станки с обрезиненными металлическими подающими вальцами, которые не способны портить поверхности заготовок.
Секционные подающие вальцы, которыми оснащено деревообрабатывающее оборудование, позволяют на входе в станок одновременно подавать разнотолщинные заготовки.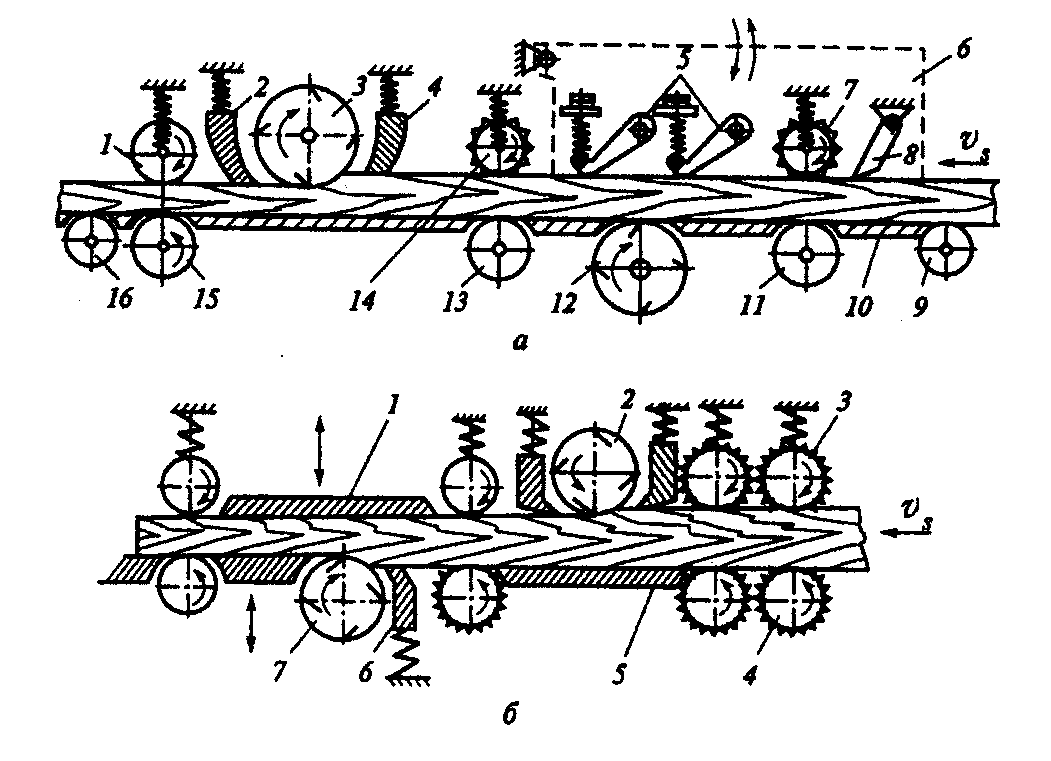 Рейсмусовый станок является одним из важных установок в плотницком деле и строительстве, а также в мебельной промышленности, позволяя изготовить точные планки для гарнитуров из древесины или рейки для обшивки кухни.
Рейсмусовый станок является одним из важных установок в плотницком деле и строительстве, а также в мебельной промышленности, позволяя изготовить точные планки для гарнитуров из древесины или рейки для обшивки кухни.
На самодельном рейсмусовом станке нельзя строгать очень тонкие заготовки, потому что возникают вибрации, что сказываются на качестве обрабатываемой поверхности. Наименьшая длина обрабатываемой заготовки должна на 100 миллиметров быть большей расстояния от переднего до заднего подающего валка. При возникновении необходимости фрезеровать более короткий материал, то его нужно надежно закреплять на основании. С помощью соответствующих приспособлений на рейсмусовых станках получится обработать даже клинообразные заготовки и выровнять непараллельные плоскости.
Глубина пропила показывает срез рейсмуса за один проход: этот показатель колеблется в пределах 1 — 3 миллиметров, зависимо от ширины материала. Ширина заготовки характеризует возможности обработки изделий, что имеют определенный размер: оптимальное решение – 30 — 330 миллиметров. На производительность работы влияет мощность станка. Для частных мастерских подходит рейсмусовый станок в 1,9 кВт. Аппараты, мощность которых выше 1,8 кВт, пригодятся для строгания твердых пород древесины – ели, бука, груши, вяза, ясеня.
На производительность работы влияет мощность станка. Для частных мастерских подходит рейсмусовый станок в 1,9 кВт. Аппараты, мощность которых выше 1,8 кВт, пригодятся для строгания твердых пород древесины – ели, бука, груши, вяза, ясеня.
Конструкция рейсмусового станка
Рейсмусовым станком называют специальное устройство, которое относится к категории деревообрабатывающих станков, которые успешно справляются с плоскостным, объемным и профильным фрезерованием прямо- и криволинейных заготовок, выполненных из массивного дерева.
По конструкции различают:
- Односторонние рейсмусовые станки, на которых производится строгание только с верхней стороны;
- Двухсторонние рейсмусовые станки, где строгаются одновременно две противоположные стороны – нижняя и верхняя;
- Специальные рейсмусы – трех-, четырех- и много-ножевые.
Наибольшее распространение получили односторонние рейсмусовые станки, которые являются более простыми по конструкции и соответственно в эксплуатации. Их устройство мы сегодня и будем рассматривать.
Их устройство мы сегодня и будем рассматривать.
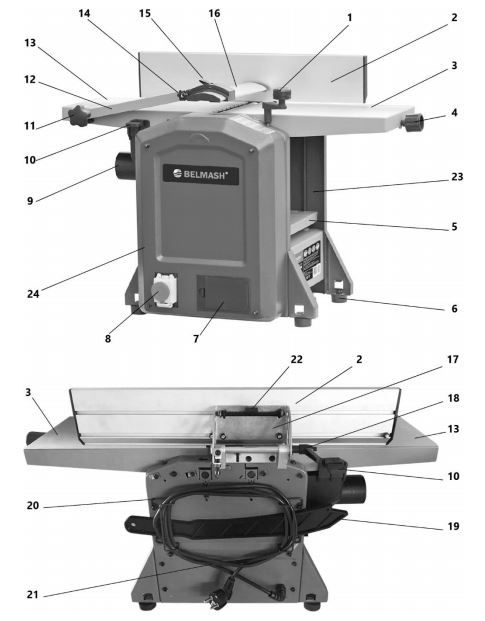
Стол рейсмусового станка в отличие от фуговального станка кроется из одной сплошной плиты, что точно выстрогана и отшлифована, а также он не имеет в своей конструкции направляющей линейки. Кроме горизонтального стола, на котором регулируется толщина снимаемого слоя, рейсмус состоит из таких основных элементов, как специальная фреза, что представлена несколькими отдельными ножами и системы автоматической подачи деревянной заготовки по роликовым направляющим.
Станина для рейсмусового станка чугунная, пустотелая, цельнолитая, на ней крепят все детали и механизмы станка. Опорным столиком может служить металлический уголок размерами 100 на 100 миллиметров и длиной не меньше 1000 миллиметров. Эта длина объясняется мерами безопасности. Опорный столик навешивают на технологические уголки станка, крепят с одной стороны болтами, с другой – струбцинами. По высоте стол можно перемещать по направляющим салазкам с помощью подъемного механизма.
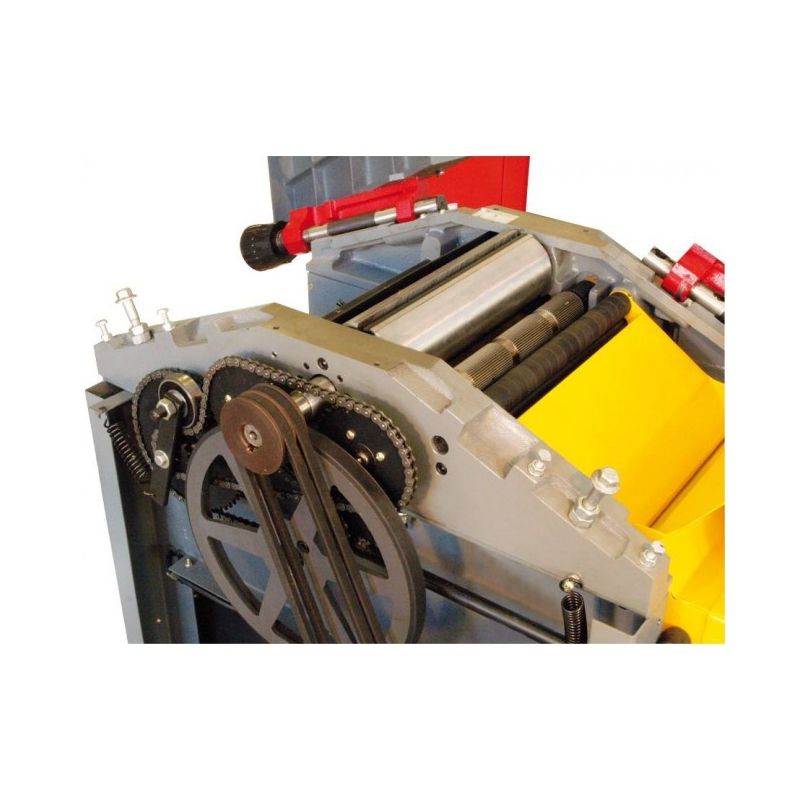
Над столом размещен ножевой вал. Механизм подачи заготовки представлен двумя парами валиков. Первая из них располагается перед ножевым валом, другая — за валом. Нижние валики устанавливают точно под верхними. Вращаются верхние валики от электрического двигателя через зубчатую передачу, поэтому они называются приводными, питающими или подающими. Нижние валики устанавливаются свободно и приводятся во вращение подаваемым материалом. Эти валики – поддерживающие или направляющие. В двусторонних рейсмусовых станках ножевые валы располагаются в столе и над рабочим столом.
Назначение нижних валиков состоит в облегчении подачи на ножи материала, они выступают над поверхностью рабочего стола на 0,2—0,3 миллиметра. Строгаемый материал при более высоком расположении нижних вальцев вибрирует от ударов ножей, тонкий будет прогибаться, и строгание получится неровным. Передний верхний валик принято делать рифленым для лучшего сцепления с нестроганой поверхностью заготовки. Такой валик устанавливается на 2—3 миллиметра ниже поверхности материала, что подается на ножи.
Верхний задний валик необходимо делать гладким, потому что рифление способно портить строганную поверхность дерева. Размещают его ниже на 1 миллиметр режущих кромок ножей. Валики механизма подачи располагаются параллельно, поэтому в рейсмусовый станок одновременно можно подавать исключительно детали одинаковой толщины. Изделия меньшей толщины, даже на 2—3 миллиметра, дойдя до ножевого вала, получат сильный удар в торец ножом и вылетят обратно.
Для одновременного строгания пиломатериалов, что имеют разную толщину, в схему рейсмусового станка вводят рифленый валец секционный, что позволяет применять всю ширину станка и резко увеличивать его производительность. Состоит секционный валик из 12 рифленых колец, которые насажены на общую ось и соединены с ней пружинами. При прохождении под валиком изделия, толщина которого больше толщины других, что одновременно обрабатываются, секции, что надавливают на него, смещаются кверху и сохраняют сцепление с материалом под действием пружин.
Перед подобным рифленым валиком располагаются подвески, предназначение которых кроется в том, чтобы не допустить обратного вылета детали из станка. Сверху ножевой вал закрыт подъемным массивным колпаком, который служит надежным ограждением и является качественным приспособлением, что направляет стружку в воронку эксгаустера. Помимо этого, колпак совершает подпор волокон при строгании, нижняя его кромка для этого подведена к самым ножам.
Сменные ножи вы можете увеличить от двух до четырех. В качестве инструмента кроме фрезы можно применять гладкий барабан, что обтянут шлифовальной шкуркой. Выточить барабан получится из термостойкого пластика, алюминия или твердой древесины. Подходящие размеры: диаметр 80 миллиметров, длина 100 миллиметров. На одном из торцов делают проточку под гайку с шайбой. На боковой поверхности для прикрепления шкурки прорезан продольный паз, что имеет трапециевидную форму, под прижимную планку аналогичной формы. Просверливают в планке три отверстия для винтов с потайными головками.
Подача проводится верхними вальцами — задним гладким и передним рифленым. Два гладких вальца, которые свободно вращаются в подшипниках, способны уменьшать трение при движении по столу материала. Типовая максимальная ширина обрабатываемого изделия 315 — 1250 миллиметров, толщина — 5 — 160 миллиметров, диаметр ножевого вала 100 — 165 миллиметров, имеется на валу 2 — 4 ножа. Мощность электрического мотора достигает 1 — 44 кВт.
Чем быстрее будут вращаться валовые ножи, тем чище и ровнее получается поверхность заготовок после строгания. Выбирать для использования можно аппараты со скоростью вращения 6 — 10 тысяч оборотов в минуту. Вес, устройство рейсмусового станка, а также компактность рейсмуса характеризуют напрямую возможность перемещения оборудования. Компактные станки, что имеют вес 27 — 39 килограммов, являются самым хорошим выбором.
При определенном расстоянии рабочего стола от ножевого вала строгают заготовку в размер, который показан на шкале, укрепленной на станине станка. Прижимы устанавливают по двум сторонам ножевого вала, они способны предотвратить вибрацию заготовок. Стружколоматель, что расположен перед ножевым валом, способствует надламыванию стружки и заготовку прижимает к столу, образуя полость для накопления стружек вместе с прижимом.
Прижимы устанавливают по двум сторонам ножевого вала, они способны предотвратить вибрацию заготовок. Стружколоматель, что расположен перед ножевым валом, способствует надламыванию стружки и заготовку прижимает к столу, образуя полость для накопления стружек вместе с прижимом.
Принцип работы рейсмусового станка
В принцип работы рейсмуса заложена методика плоского строгания доски. Главным рабочим инструментом у рейсмусового станка является ножевой вал. Заготовки для обработки подаются на горизонтальный рабочий стол вручную или вальцами, которые прижимают их к столу и тянут в область обработки. Материал строгается сверху ножами, и в результате получаются детали, абсолютно идентичные по размеру. Многие рейсмусовые станки имеют автоматическую систему подачи заготовок с определенной скоростью, чтобы аккуратно и точно снимать необходимый слой.
Можно приобрести односторонний или двусторонний рейсмус. У первых рейсмусовых станках присутствует один ножевой вал, в двусторонних есть ещё и дополнительный ножевой вал на рабочем столе.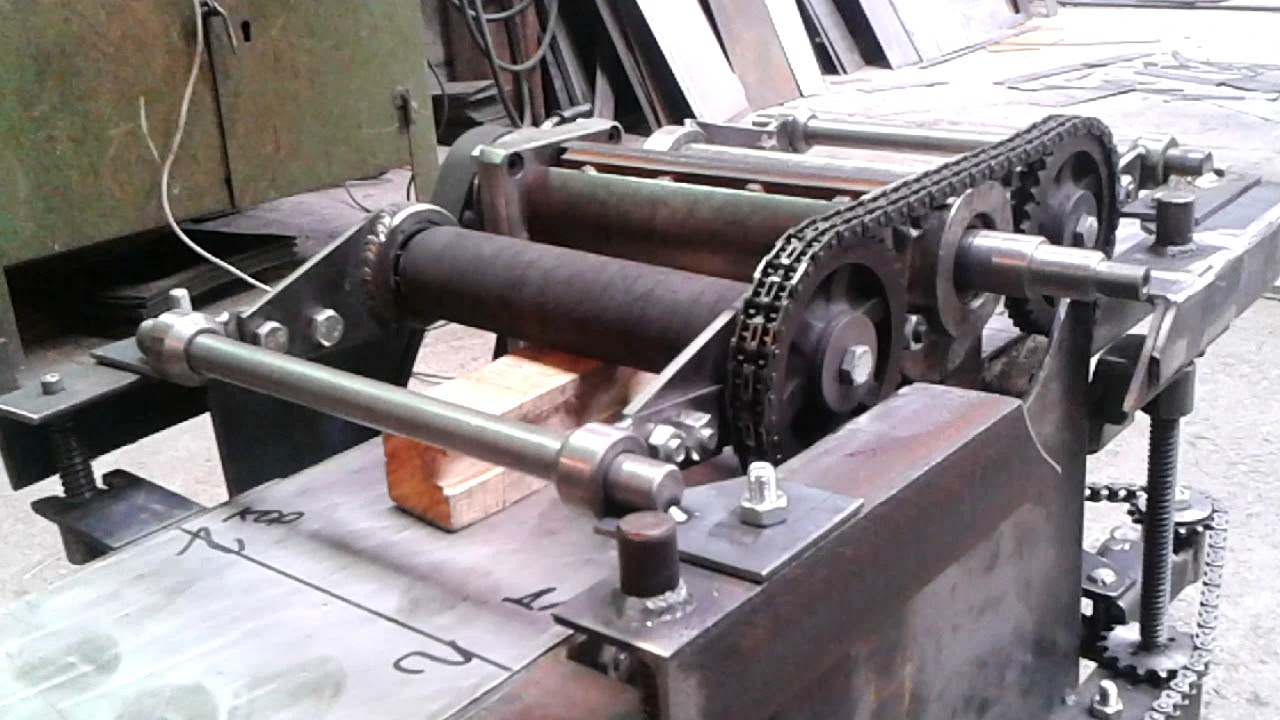 Перед обработкой деталей рейсмусом они должны быть уже подструганными в фуговальном станке. По конструкции, в принципе два станка очень схожи между собой. Зачастую двусторонний рейсмус и фуганку комбинируют в один механизм. Такое оборудование имеет два стола – для фуганка сверху и для рейсмуса снизу.
Перед обработкой деталей рейсмусом они должны быть уже подструганными в фуговальном станке. По конструкции, в принципе два станка очень схожи между собой. Зачастую двусторонний рейсмус и фуганку комбинируют в один механизм. Такое оборудование имеет два стола – для фуганка сверху и для рейсмуса снизу.
Обычно на рейсмусовом станке строгают заготовки длиной чуть больше расстояния, что сформировалось между подающими вальцами, как на видео о рейсмусовом станке. В случае использования подкладных шаблонов (цулаги) можно строгать на рейсмусовом станке заготовки (щиты, бруски, доски) с непараллельными противоположными гранями. Поверхность данного шаблона должна наклоняется таким способом, чтобы при процедуре горизонтального строгания изделий можно было получить нужную конусность.
В некоторых моделях рейсмусовых станков для удобства производителями увеличена длина стола. Поэтому брус или имеют значительную площадь опоры, а изделия обрабатываются точнее. Чтобы заготовка по столу оптимально скользила, в них делают специальные канавки, уменьшающие силу трения. Подобные модели раньше использовались преимущественно на производстве, а сегодня эти принципы широко внедряются и в бытовые рейсмусовые аппараты.
Поэтому брус или имеют значительную площадь опоры, а изделия обрабатываются точнее. Чтобы заготовка по столу оптимально скользила, в них делают специальные канавки, уменьшающие силу трения. Подобные модели раньше использовались преимущественно на производстве, а сегодня эти принципы широко внедряются и в бытовые рейсмусовые аппараты.
Одним из основных преимуществ рейсмусового станка выступает высокое качество обработанных поверхностей. Толщина получаемых деталей задается с помощью подъемного механизма, когда стол перемещается по отношению к ножевому валу вверх. Но стоит учитывать то, что при высокой скорости резания заготовок и большой глубине резания ухудшается качество обработанной поверхности. Поэтому чтобы добиться гладкой поверхности, необходимо делать финишные проходы при малой глубине и небольшой скорости вращения ножевого вала, если станком предусмотрена регулировка.
Рейсмусовый станок является одним из наиболее высокопроизводительных деревообрабатывающих станков. Стоит один раз настроить размеры обрабатываемой заготовки с помощью линейки и подъемника, и вся партия изделий будет одинаковой, в пределе допустимого показателя. На рейсмусовых станках вы можете обрабатывать детали с шириной до 1250 миллиметров и с толщиной 5 — 160 миллиметров, кроме специальных станков, предназначенных для определенных работ.
Стоит один раз настроить размеры обрабатываемой заготовки с помощью линейки и подъемника, и вся партия изделий будет одинаковой, в пределе допустимого показателя. На рейсмусовых станках вы можете обрабатывать детали с шириной до 1250 миллиметров и с толщиной 5 — 160 миллиметров, кроме специальных станков, предназначенных для определенных работ.
Изготовление рейсмусового станка
Все хозяева, которые сталкиваются с изготовлением строительной столярки, вагонки и мебели из древесины, пришли к выводу о необходимости иметь в своем пользовании хотя бы самый примитивный рейсмус. Без такой установки крайне сложно получить откалиброванные заготовки по толщине заготовки, кроме того процедура займет кучу времени. Не всем по карману купить оборудование промышленного изготовления, цены рейсмусовых станков «кусаются», поэтому умельцы приходят к решению своими руками изготовить установку.
Перед тем, как приступить к изготовлению рейсмусового станка, стоит изучить процесс использования и хранения рейсмуса. Миниатюрные станки много места не требуют. Конструкция должна располагаться таким способом, чтобы её получалось обойти вокруг для удобного произведения подачи материала. Подобную технику вы можете установить перед гаражом или домом: главное, чтобы поверхность под станком была ровной для избегания возникновения вибраций. Габариты рейсмуса зачастую не больше метра в ширину и толщину, поэтому оборудование легко сможет поместиться в сарае или гараже.
Миниатюрные станки много места не требуют. Конструкция должна располагаться таким способом, чтобы её получалось обойти вокруг для удобного произведения подачи материала. Подобную технику вы можете установить перед гаражом или домом: главное, чтобы поверхность под станком была ровной для избегания возникновения вибраций. Габариты рейсмуса зачастую не больше метра в ширину и толщину, поэтому оборудование легко сможет поместиться в сарае или гараже.
Для домашнего создания предлагается следующая конструкция. Рама и рабочий стол станка являются сварными, выполненными из уголка 50 на 50 миллиметров и квадратной трубы 40 на 40 миллиметров, можно использовать и материал больших размеров. Помните, что излишняя массивность только увеличивает устойчивость рейсмусового станка и уменьшает вибрации, возникающие при работе. Для изготовления станка необходимы: токарный и сверлильный станки, болгарка, сварочный аппарат и дрель.
Следующим обязательным элементом конструкции выступает ножевой вал. Его желательно приобрести готовым с буксами, потому что самодельные валы абсолютно не всегда являются хорошо сбалансированными. В варианте, что приведён нами, использовался трехсотмиллиметровый вал с тремя ножами. Шкивы двигателя и вала следует взять ступенчатые, для выбора оптимальных оборотов вала, в границах 4000-7000 оборотов в минуту.
Его желательно приобрести готовым с буксами, потому что самодельные валы абсолютно не всегда являются хорошо сбалансированными. В варианте, что приведён нами, использовался трехсотмиллиметровый вал с тремя ножами. Шкивы двигателя и вала следует взять ступенчатые, для выбора оптимальных оборотов вала, в границах 4000-7000 оборотов в минуту.
Для подобного размера вала вполне подходит асинхронный мотор, что имеет мощность 4-5 кВт, нет надобности использовать шкивы большего размера, кроме того двигатель подобной мощности вполне запускается от одной фазы известными способами. Прижимные ролики рекомендуется выточить или использовать готовые из выжимки старых советских стиральных машин. Рама роликов – сварная, крепят её с одной стороны на подпружиненных болтах, с другой — для крепления используется кусок рулевой тяги от «Москвича». Опыт показывает, что неплохо два таких крепления применить на один ролик.
Стол согласно чертежу рейсмусового стола устанавливается на регулировочных болтах. Болты для избегания потребности регулировки каждого оснащены приваренными велосипедными звездочками, что соединены цепью. Пружины возьмите с клапанов мотора грузовика. К сожалению, в данном рейсмусовом станке предусмотрена ручная подача заготовок. В перспективе при наличии желания можно применить механическую.
Болты для избегания потребности регулировки каждого оснащены приваренными велосипедными звездочками, что соединены цепью. Пружины возьмите с клапанов мотора грузовика. К сожалению, в данном рейсмусовом станке предусмотрена ручная подача заготовок. В перспективе при наличии желания можно применить механическую.
До начала работы необходимо проверить правильность расположения ножей, а также остроту их заточки. Помните, что огражденным должен быть ножевой вал. Не допускается обработка заготовки длиной меньше расстояния между задними и передними валами. Запрещается чистить, ремонтировать и налаживать рейсмусовый станок на ходу.
Подавать заготовки необходимо торец в торец, используя при этом всю ширину стола. Помните, что материал после обработки не должен иметь вырывов, заколов, а также рисок. Ворсистость и мшистость получаются при обработке сырого материала или строгании тупыми ножами, непрострожка наблюдается при неплотном прижатии заготовки валиками к столу, неодинаковой толщине заготовки и неодинаковом выступе лезвий ножей из вала.
Наладка рейсмусового станка
Рейсмусовые станки перед работой должны быть тщательно налажены. Любая неточность наладки спровоцирует дефекты обработки или приведет к уменьшению производительности станка. Чаще всего наблюдаются такие упущения в наладке рейсмусов:
- Перекос на рабочем столе. Строгаемая поверхность не будет получаться параллельной фугованной стороне.
- Рифленый валик располагается очень низко и нажимает слишком сильно на поверхность деталей при малой глубине строгания. Строганные поверхности получаются с поперечными вмятинами.
- Нижние валики подачи размещаются над уровнем стола выше, чем нужно, на 0,1—0,2 миллиметра. Вследствие этого имеет место вибрация обрабатываемого изделия под ударами ножей, а более тонкие детали прогибаются. Строгание выходит непрямолинейным и не таким гладким, концы изделий больше прострагиваются.
- Задняя нажимная колодка на обрабатываемую деталь давит. По этой причине изделие при выходе из передних подающих валиков благодаря уменьшению силы подачи останавливается. Так как ножи будут продолжать вращаться, строгается на поверхности детали одно место, и в итоге здесь возникает во всю ширину строгания желобок.Вообще желобки формируются при всякой, даже наиболее короткой остановке изделия. Остановки часто случаются во время, когда детали поступают в задние валики. Это случается при очень низком размещении верхнего заднего валика и при его слишком большом нажиме на материал. Причинами кратковременной задержки или остановки детали бывает также недостаточный нажим на изделие подающих валиков, чрезмерно высокое расположение нижних валиков, сильное загрязнение стола при обработке сосновых деталей смолой.
- Стружка попадает под задний гладкий валик из-за неправильного монтажа накидного козырька или неисправностей эксгаустера. По этим причинам на строганной поверхности возникают вмятины, иногда задержка детали.
 Так как ножи будут продолжать вращаться, строгается на поверхности детали одно место, и в итоге здесь возникает во всю ширину строгания желобок.Вообще желобки формируются при всякой, даже наиболее короткой остановке изделия. Остановки часто случаются во время, когда детали поступают в задние валики. Это случается при очень низком размещении верхнего заднего валика и при его слишком большом нажиме на материал. Причинами кратковременной задержки или остановки детали бывает также недостаточный нажим на изделие подающих валиков, чрезмерно высокое расположение нижних валиков, сильное загрязнение стола при обработке сосновых деталей смолой.
Так как ножи будут продолжать вращаться, строгается на поверхности детали одно место, и в итоге здесь возникает во всю ширину строгания желобок.Вообще желобки формируются при всякой, даже наиболее короткой остановке изделия. Остановки часто случаются во время, когда детали поступают в задние валики. Это случается при очень низком размещении верхнего заднего валика и при его слишком большом нажиме на материал. Причинами кратковременной задержки или остановки детали бывает также недостаточный нажим на изделие подающих валиков, чрезмерно высокое расположение нижних валиков, сильное загрязнение стола при обработке сосновых деталей смолой.Поэтому при наладке рейсмусового станка следует помнить, что при значительном заполнении стола, к примеру, при строгании широкого щи¬та или одновременной подаче изделий во всю ширину рабочего стола, повышенным должно быть давление подающих вальцов, потому что в этих случаях сопротивление резанию сильно увеличивается. При строгании узких деталей или при небольшом заполнении стола нужно уменьшить давление подающих вальцов, чтобы избежать смятия дерева.
При строгании узких деталей или при небольшом заполнении стола нужно уменьшить давление подающих вальцов, чтобы избежать смятия дерева.
К наиболее распространенным в деревообрабатывающем деле относятся фуговальные, фрезерные, строгальные и рейсмусовые станки, которые предназначаются для плоскостного, объемного и профильного фрезерования прямо- и криволинейных заготовок из массивного дерева и древесных материалов, для нарезания проушин и шипов в брусках дверных коробок и оконных блоков. Если вы планируете заниматься только плоскостным строганием, то вам стоит отдать предпочтение рейсмусу. Вы можете приобрести этот станок в торговой точке или собрать своими руками, используя информацию, представленную на нашем сайте, и нашу пошаговую инструкцию.
Рейсмусовый станок своими руками | Строительный портал
Часто мастера, которые любят работать с деревом, или хозяева дачных домиков, сталкиваются с необходимостью строгания множества досок, чтобы придать им визуальной привлекательности. Нужно выровнять толщину материала, вывести размеры досок и щитов, получить гладкую поверхность заготовок, из которых впоследствии предстоит смастерить мебель, или использовать их для отделки пола или помещения. Решением проблемы может стать покупка рейсмуса или изготовление рейсмусового станка своими руками, ведь аппарат с автоматической подачей заготовок и ножевыми валами из быстрорежущей стали значительно ускоряет и облегчает процесс строгания древесины.
Нужно выровнять толщину материала, вывести размеры досок и щитов, получить гладкую поверхность заготовок, из которых впоследствии предстоит смастерить мебель, или использовать их для отделки пола или помещения. Решением проблемы может стать покупка рейсмуса или изготовление рейсмусового станка своими руками, ведь аппарат с автоматической подачей заготовок и ножевыми валами из быстрорежущей стали значительно ускоряет и облегчает процесс строгания древесины.
Содержание:
- Предназначение рейсмусового станка
- Конструкция рейсмусового станка
- Принцип работы рейсмусового станка
- Изготовление рейсмусового станка
- Наладка рейсмусового станка
Предназначение рейсмусового станка
Рейсмусовые станки предназначаются для плоскостного строгания заготовок — щитов, брусков и досок по толщине в заданный размер, поэтому и являются основными на деревообрабатывающих предприятиях. К тому же рейсмусы имеются практически у каждого столяра. Главное назначение рейсмусовых станков состоит в равномерном обслуживании досок и прочих деревянных изделий по всей площади и получении заготовок, что имеют равную толщину по всей ширине и длине.
Главное назначение рейсмусовых станков состоит в равномерном обслуживании досок и прочих деревянных изделий по всей площади и получении заготовок, что имеют равную толщину по всей ширине и длине.
Рейсмусы при использовании в строительстве за один проход способны обрабатывать в большом количестве широкие доски. В отличие от промышленных аппаратов, бытовые рейсмусы являются небольшими по размерам и намного легче, что облегчает их транспортировку. К тому же современные модели имеют облегченную систему смены рабочих ножей и увеличенный контроль глубины резания, чтобы точно выверивать толщину снимаемой стружки.
Как правило, перед проведением данной процедуры деревянные поверхности подвергают предварительной обработке на фуговальном станке. Для нестандартных разновидностей материала (полимеры, мягкие пластики, утеплители на вспененной основе) предназначаются рейсмусовые станки с обрезиненными металлическими подающими вальцами, которые не способны портить поверхности заготовок.
Секционные подающие вальцы, которыми оснащено деревообрабатывающее оборудование, позволяют на входе в станок одновременно подавать разнотолщинные заготовки. Рейсмусовый станок является одним из важных установок в плотницком деле и строительстве, а также в мебельной промышленности, позволяя изготовить точные планки для гарнитуров из древесины или рейки для обшивки кухни.
Рейсмусовый станок является одним из важных установок в плотницком деле и строительстве, а также в мебельной промышленности, позволяя изготовить точные планки для гарнитуров из древесины или рейки для обшивки кухни.
На самодельном рейсмусовом станке нельзя строгать очень тонкие заготовки, потому что возникают вибрации, что сказываются на качестве обрабатываемой поверхности. Наименьшая длина обрабатываемой заготовки должна на 100 миллиметров быть большей расстояния от переднего до заднего подающего валка. При возникновении необходимости фрезеровать более короткий материал, то его нужно надежно закреплять на основании. С помощью соответствующих приспособлений на рейсмусовых станках получится обработать даже клинообразные заготовки и выровнять непараллельные плоскости.
Глубина пропила показывает срез рейсмуса за один проход: этот показатель колеблется в пределах 1 — 3 миллиметров, зависимо от ширины материала. Ширина заготовки характеризует возможности обработки изделий, что имеют определенный размер: оптимальное решение – 30 — 330 миллиметров.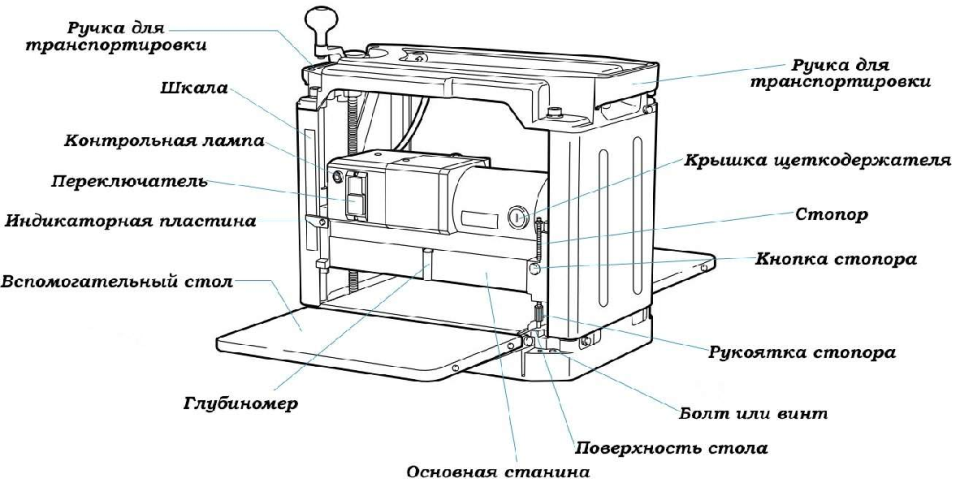 На производительность работы влияет мощность станка. Для частных мастерских подходит рейсмусовый станок в 1,9 кВт. Аппараты, мощность которых выше 1,8 кВт, пригодятся для строгания твердых пород древесины – ели, бука, груши, вяза, ясеня.
На производительность работы влияет мощность станка. Для частных мастерских подходит рейсмусовый станок в 1,9 кВт. Аппараты, мощность которых выше 1,8 кВт, пригодятся для строгания твердых пород древесины – ели, бука, груши, вяза, ясеня.
Конструкция рейсмусового станка
Рейсмусовым станком называют специальное устройство, которое относится к категории деревообрабатывающих станков, которые успешно справляются с плоскостным, объемным и профильным фрезерованием прямо- и криволинейных заготовок, выполненных из массивного дерева.
По конструкции различают:
- Односторонние рейсмусовые станки, на которых производится строгание только с верхней стороны;
- Двухсторонние рейсмусовые станки, где строгаются одновременно две противоположные стороны – нижняя и верхняя;
- Специальные рейсмусы – трех-, четырех- и много-ножевые.
Наибольшее распространение получили односторонние рейсмусовые станки, которые являются более простыми по конструкции и соответственно в эксплуатации. Их устройство мы сегодня и будем рассматривать.
Их устройство мы сегодня и будем рассматривать.
Стол рейсмусового станка в отличие от фуговального станка кроется из одной сплошной плиты, что точно выстрогана и отшлифована, а также он не имеет в своей конструкции направляющей линейки. Кроме горизонтального стола, на котором регулируется толщина снимаемого слоя, рейсмус состоит из таких основных элементов, как специальная фреза, что представлена несколькими отдельными ножами и системы автоматической подачи деревянной заготовки по роликовым направляющим.
Станина для рейсмусового станка чугунная, пустотелая, цельнолитая, на ней крепят все детали и механизмы станка. Опорным столиком может служить металлический уголок размерами 100 на 100 миллиметров и длиной не меньше 1000 миллиметров. Эта длина объясняется мерами безопасности. Опорный столик навешивают на технологические уголки станка, крепят с одной стороны болтами, с другой – струбцинами. По высоте стол можно перемещать по направляющим салазкам с помощью подъемного механизма.
Над столом размещен ножевой вал. Механизм подачи заготовки представлен двумя парами валиков. Первая из них располагается перед ножевым валом, другая — за валом. Нижние валики устанавливают точно под верхними. Вращаются верхние валики от электрического двигателя через зубчатую передачу, поэтому они называются приводными, питающими или подающими. Нижние валики устанавливаются свободно и приводятся во вращение подаваемым материалом. Эти валики – поддерживающие или направляющие. В двусторонних рейсмусовых станках ножевые валы располагаются в столе и над рабочим столом.
Назначение нижних валиков состоит в облегчении подачи на ножи материала, они выступают над поверхностью рабочего стола на 0,2—0,3 миллиметра. Строгаемый материал при более высоком расположении нижних вальцев вибрирует от ударов ножей, тонкий будет прогибаться, и строгание получится неровным. Передний верхний валик принято делать рифленым для лучшего сцепления с нестроганой поверхностью заготовки. Такой валик устанавливается на 2—3 миллиметра ниже поверхности материала, что подается на ножи.
Верхний задний валик необходимо делать гладким, потому что рифление способно портить строганную поверхность дерева. Размещают его ниже на 1 миллиметр режущих кромок ножей. Валики механизма подачи располагаются параллельно, поэтому в рейсмусовый станок одновременно можно подавать исключительно детали одинаковой толщины. Изделия меньшей толщины, даже на 2—3 миллиметра, дойдя до ножевого вала, получат сильный удар в торец ножом и вылетят обратно.
Для одновременного строгания пиломатериалов, что имеют разную толщину, в схему рейсмусового станка вводят рифленый валец секционный, что позволяет применять всю ширину станка и резко увеличивать его производительность. Состоит секционный валик из 12 рифленых колец, которые насажены на общую ось и соединены с ней пружинами. При прохождении под валиком изделия, толщина которого больше толщины других, что одновременно обрабатываются, секции, что надавливают на него, смещаются кверху и сохраняют сцепление с материалом под действием пружин.
Перед подобным рифленым валиком располагаются подвески, предназначение которых кроется в том, чтобы не допустить обратного вылета детали из станка. Сверху ножевой вал закрыт подъемным массивным колпаком, который служит надежным ограждением и является качественным приспособлением, что направляет стружку в воронку эксгаустера. Помимо этого, колпак совершает подпор волокон при строгании, нижняя его кромка для этого подведена к самым ножам.
Сменные ножи вы можете увеличить от двух до четырех. В качестве инструмента кроме фрезы можно применять гладкий барабан, что обтянут шлифовальной шкуркой. Выточить барабан получится из термостойкого пластика, алюминия или твердой древесины. Подходящие размеры: диаметр 80 миллиметров, длина 100 миллиметров. На одном из торцов делают проточку под гайку с шайбой. На боковой поверхности для прикрепления шкурки прорезан продольный паз, что имеет трапециевидную форму, под прижимную планку аналогичной формы. Просверливают в планке три отверстия для винтов с потайными головками.
Подача проводится верхними вальцами — задним гладким и передним рифленым. Два гладких вальца, которые свободно вращаются в подшипниках, способны уменьшать трение при движении по столу материала. Типовая максимальная ширина обрабатываемого изделия 315 — 1250 миллиметров, толщина — 5 — 160 миллиметров, диаметр ножевого вала 100 — 165 миллиметров, имеется на валу 2 — 4 ножа. Мощность электрического мотора достигает 1 — 44 кВт.
Чем быстрее будут вращаться валовые ножи, тем чище и ровнее получается поверхность заготовок после строгания. Выбирать для использования можно аппараты со скоростью вращения 6 — 10 тысяч оборотов в минуту. Вес, устройство рейсмусового станка, а также компактность рейсмуса характеризуют напрямую возможность перемещения оборудования. Компактные станки, что имеют вес 27 — 39 килограммов, являются самым хорошим выбором.
При определенном расстоянии рабочего стола от ножевого вала строгают заготовку в размер, который показан на шкале, укрепленной на станине станка. Прижимы устанавливают по двум сторонам ножевого вала, они способны предотвратить вибрацию заготовок. Стружколоматель, что расположен перед ножевым валом, способствует надламыванию стружки и заготовку прижимает к столу, образуя полость для накопления стружек вместе с прижимом.
Прижимы устанавливают по двум сторонам ножевого вала, они способны предотвратить вибрацию заготовок. Стружколоматель, что расположен перед ножевым валом, способствует надламыванию стружки и заготовку прижимает к столу, образуя полость для накопления стружек вместе с прижимом.
Принцип работы рейсмусового станка
В принцип работы рейсмуса заложена методика плоского строгания доски. Главным рабочим инструментом у рейсмусового станка является ножевой вал. Заготовки для обработки подаются на горизонтальный рабочий стол вручную или вальцами, которые прижимают их к столу и тянут в область обработки. Материал строгается сверху ножами, и в результате получаются детали, абсолютно идентичные по размеру. Многие рейсмусовые станки имеют автоматическую систему подачи заготовок с определенной скоростью, чтобы аккуратно и точно снимать необходимый слой.
Можно приобрести односторонний или двусторонний рейсмус. У первых рейсмусовых станках присутствует один ножевой вал, в двусторонних есть ещё и дополнительный ножевой вал на рабочем столе. Перед обработкой деталей рейсмусом они должны быть уже подструганными в фуговальном станке. По конструкции, в принципе два станка очень схожи между собой. Зачастую двусторонний рейсмус и фуганку комбинируют в один механизм. Такое оборудование имеет два стола – для фуганка сверху и для рейсмуса снизу.
Перед обработкой деталей рейсмусом они должны быть уже подструганными в фуговальном станке. По конструкции, в принципе два станка очень схожи между собой. Зачастую двусторонний рейсмус и фуганку комбинируют в один механизм. Такое оборудование имеет два стола – для фуганка сверху и для рейсмуса снизу.
Обычно на рейсмусовом станке строгают заготовки длиной чуть больше расстояния, что сформировалось между подающими вальцами, как на видео о рейсмусовом станке. В случае использования подкладных шаблонов (цулаги) можно строгать на рейсмусовом станке заготовки (щиты, бруски, доски) с непараллельными противоположными гранями. Поверхность данного шаблона должна наклоняется таким способом, чтобы при процедуре горизонтального строгания изделий можно было получить нужную конусность.
В некоторых моделях рейсмусовых станков для удобства производителями увеличена длина стола. Поэтому брус или имеют значительную площадь опоры, а изделия обрабатываются точнее. Чтобы заготовка по столу оптимально скользила, в них делают специальные канавки, уменьшающие силу трения. Подобные модели раньше использовались преимущественно на производстве, а сегодня эти принципы широко внедряются и в бытовые рейсмусовые аппараты.
Поэтому брус или имеют значительную площадь опоры, а изделия обрабатываются точнее. Чтобы заготовка по столу оптимально скользила, в них делают специальные канавки, уменьшающие силу трения. Подобные модели раньше использовались преимущественно на производстве, а сегодня эти принципы широко внедряются и в бытовые рейсмусовые аппараты.
Одним из основных преимуществ рейсмусового станка выступает высокое качество обработанных поверхностей. Толщина получаемых деталей задается с помощью подъемного механизма, когда стол перемещается по отношению к ножевому валу вверх. Но стоит учитывать то, что при высокой скорости резания заготовок и большой глубине резания ухудшается качество обработанной поверхности. Поэтому чтобы добиться гладкой поверхности, необходимо делать финишные проходы при малой глубине и небольшой скорости вращения ножевого вала, если станком предусмотрена регулировка.
Рейсмусовый станок является одним из наиболее высокопроизводительных деревообрабатывающих станков. Стоит один раз настроить размеры обрабатываемой заготовки с помощью линейки и подъемника, и вся партия изделий будет одинаковой, в пределе допустимого показателя. На рейсмусовых станках вы можете обрабатывать детали с шириной до 1250 миллиметров и с толщиной 5 — 160 миллиметров, кроме специальных станков, предназначенных для определенных работ.
Стоит один раз настроить размеры обрабатываемой заготовки с помощью линейки и подъемника, и вся партия изделий будет одинаковой, в пределе допустимого показателя. На рейсмусовых станках вы можете обрабатывать детали с шириной до 1250 миллиметров и с толщиной 5 — 160 миллиметров, кроме специальных станков, предназначенных для определенных работ.
Изготовление рейсмусового станка
Все хозяева, которые сталкиваются с изготовлением строительной столярки, вагонки и мебели из древесины, пришли к выводу о необходимости иметь в своем пользовании хотя бы самый примитивный рейсмус. Без такой установки крайне сложно получить откалиброванные заготовки по толщине заготовки, кроме того процедура займет кучу времени. Не всем по карману купить оборудование промышленного изготовления, цены рейсмусовых станков «кусаются», поэтому умельцы приходят к решению своими руками изготовить установку.
Перед тем, как приступить к изготовлению рейсмусового станка, стоит изучить процесс использования и хранения рейсмуса. Миниатюрные станки много места не требуют. Конструкция должна располагаться таким способом, чтобы её получалось обойти вокруг для удобного произведения подачи материала. Подобную технику вы можете установить перед гаражом или домом: главное, чтобы поверхность под станком была ровной для избегания возникновения вибраций. Габариты рейсмуса зачастую не больше метра в ширину и толщину, поэтому оборудование легко сможет поместиться в сарае или гараже.
Миниатюрные станки много места не требуют. Конструкция должна располагаться таким способом, чтобы её получалось обойти вокруг для удобного произведения подачи материала. Подобную технику вы можете установить перед гаражом или домом: главное, чтобы поверхность под станком была ровной для избегания возникновения вибраций. Габариты рейсмуса зачастую не больше метра в ширину и толщину, поэтому оборудование легко сможет поместиться в сарае или гараже.
Для домашнего создания предлагается следующая конструкция. Рама и рабочий стол станка являются сварными, выполненными из уголка 50 на 50 миллиметров и квадратной трубы 40 на 40 миллиметров, можно использовать и материал больших размеров. Помните, что излишняя массивность только увеличивает устойчивость рейсмусового станка и уменьшает вибрации, возникающие при работе. Для изготовления станка необходимы: токарный и сверлильный станки, болгарка, сварочный аппарат и дрель.
Следующим обязательным элементом конструкции выступает ножевой вал. Его желательно приобрести готовым с буксами, потому что самодельные валы абсолютно не всегда являются хорошо сбалансированными. В варианте, что приведён нами, использовался трехсотмиллиметровый вал с тремя ножами. Шкивы двигателя и вала следует взять ступенчатые, для выбора оптимальных оборотов вала, в границах 4000-7000 оборотов в минуту.
Его желательно приобрести готовым с буксами, потому что самодельные валы абсолютно не всегда являются хорошо сбалансированными. В варианте, что приведён нами, использовался трехсотмиллиметровый вал с тремя ножами. Шкивы двигателя и вала следует взять ступенчатые, для выбора оптимальных оборотов вала, в границах 4000-7000 оборотов в минуту.
Для подобного размера вала вполне подходит асинхронный мотор, что имеет мощность 4-5 кВт, нет надобности использовать шкивы большего размера, кроме того двигатель подобной мощности вполне запускается от одной фазы известными способами. Прижимные ролики рекомендуется выточить или использовать готовые из выжимки старых советских стиральных машин. Рама роликов – сварная, крепят её с одной стороны на подпружиненных болтах, с другой — для крепления используется кусок рулевой тяги от «Москвича». Опыт показывает, что неплохо два таких крепления применить на один ролик.
Стол согласно чертежу рейсмусового стола устанавливается на регулировочных болтах. Болты для избегания потребности регулировки каждого оснащены приваренными велосипедными звездочками, что соединены цепью. Пружины возьмите с клапанов мотора грузовика. К сожалению, в данном рейсмусовом станке предусмотрена ручная подача заготовок. В перспективе при наличии желания можно применить механическую.
Болты для избегания потребности регулировки каждого оснащены приваренными велосипедными звездочками, что соединены цепью. Пружины возьмите с клапанов мотора грузовика. К сожалению, в данном рейсмусовом станке предусмотрена ручная подача заготовок. В перспективе при наличии желания можно применить механическую.
До начала работы необходимо проверить правильность расположения ножей, а также остроту их заточки. Помните, что огражденным должен быть ножевой вал. Не допускается обработка заготовки длиной меньше расстояния между задними и передними валами. Запрещается чистить, ремонтировать и налаживать рейсмусовый станок на ходу.
Подавать заготовки необходимо торец в торец, используя при этом всю ширину стола. Помните, что материал после обработки не должен иметь вырывов, заколов, а также рисок. Ворсистость и мшистость получаются при обработке сырого материала или строгании тупыми ножами, непрострожка наблюдается при неплотном прижатии заготовки валиками к столу, неодинаковой толщине заготовки и неодинаковом выступе лезвий ножей из вала.
Наладка рейсмусового станка
Рейсмусовые станки перед работой должны быть тщательно налажены. Любая неточность наладки спровоцирует дефекты обработки или приведет к уменьшению производительности станка. Чаще всего наблюдаются такие упущения в наладке рейсмусов:
- Перекос на рабочем столе. Строгаемая поверхность не будет получаться параллельной фугованной стороне.
- Рифленый валик располагается очень низко и нажимает слишком сильно на поверхность деталей при малой глубине строгания. Строганные поверхности получаются с поперечными вмятинами.
- Нижние валики подачи размещаются над уровнем стола выше, чем нужно, на 0,1—0,2 миллиметра. Вследствие этого имеет место вибрация обрабатываемого изделия под ударами ножей, а более тонкие детали прогибаются. Строгание выходит непрямолинейным и не таким гладким, концы изделий больше прострагиваются.
- Задняя нажимная колодка на обрабатываемую деталь давит. По этой причине изделие при выходе из передних подающих валиков благодаря уменьшению силы подачи останавливается. Так как ножи будут продолжать вращаться, строгается на поверхности детали одно место, и в итоге здесь возникает во всю ширину строгания желобок.Вообще желобки формируются при всякой, даже наиболее короткой остановке изделия. Остановки часто случаются во время, когда детали поступают в задние валики. Это случается при очень низком размещении верхнего заднего валика и при его слишком большом нажиме на материал. Причинами кратковременной задержки или остановки детали бывает также недостаточный нажим на изделие подающих валиков, чрезмерно высокое расположение нижних валиков, сильное загрязнение стола при обработке сосновых деталей смолой.
- Стружка попадает под задний гладкий валик из-за неправильного монтажа накидного козырька или неисправностей эксгаустера. По этим причинам на строганной поверхности возникают вмятины, иногда задержка детали.
 Так как ножи будут продолжать вращаться, строгается на поверхности детали одно место, и в итоге здесь возникает во всю ширину строгания желобок.Вообще желобки формируются при всякой, даже наиболее короткой остановке изделия. Остановки часто случаются во время, когда детали поступают в задние валики. Это случается при очень низком размещении верхнего заднего валика и при его слишком большом нажиме на материал. Причинами кратковременной задержки или остановки детали бывает также недостаточный нажим на изделие подающих валиков, чрезмерно высокое расположение нижних валиков, сильное загрязнение стола при обработке сосновых деталей смолой.
Так как ножи будут продолжать вращаться, строгается на поверхности детали одно место, и в итоге здесь возникает во всю ширину строгания желобок.Вообще желобки формируются при всякой, даже наиболее короткой остановке изделия. Остановки часто случаются во время, когда детали поступают в задние валики. Это случается при очень низком размещении верхнего заднего валика и при его слишком большом нажиме на материал. Причинами кратковременной задержки или остановки детали бывает также недостаточный нажим на изделие подающих валиков, чрезмерно высокое расположение нижних валиков, сильное загрязнение стола при обработке сосновых деталей смолой.Поэтому при наладке рейсмусового станка следует помнить, что при значительном заполнении стола, к примеру, при строгании широкого щи¬та или одновременной подаче изделий во всю ширину рабочего стола, повышенным должно быть давление подающих вальцов, потому что в этих случаях сопротивление резанию сильно увеличивается. При строгании узких деталей или при небольшом заполнении стола нужно уменьшить давление подающих вальцов, чтобы избежать смятия дерева.
При строгании узких деталей или при небольшом заполнении стола нужно уменьшить давление подающих вальцов, чтобы избежать смятия дерева.
К наиболее распространенным в деревообрабатывающем деле относятся фуговальные, фрезерные, строгальные и рейсмусовые станки, которые предназначаются для плоскостного, объемного и профильного фрезерования прямо- и криволинейных заготовок из массивного дерева и древесных материалов, для нарезания проушин и шипов в брусках дверных коробок и оконных блоков. Если вы планируете заниматься только плоскостным строганием, то вам стоит отдать предпочтение рейсмусу. Вы можете приобрести этот станок в торговой точке или собрать своими руками, используя информацию, представленную на нашем сайте, и нашу пошаговую инструкцию.
Важные технические характеристики при выборе деревообрабатывающего рейсмусового станка | Полезная статья
Доброго времени суток Уважаемые читатели. Одним из завершающих этапов чистовой обработки является рейсмусование, когда заготовке придается окончательный размер.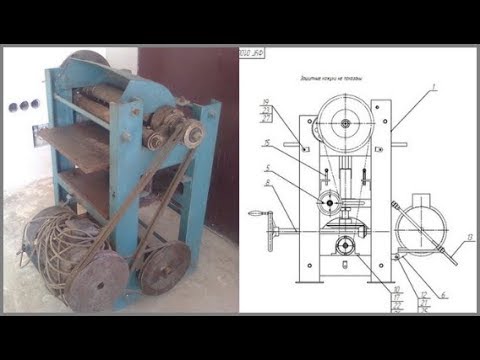 В данной статье хотелось бы обратить ваше внимание на важные технические характеристики при выборе деревообрабатывающего оборудования, позволяющего выполнять данную операцию, а именно рейсмусового станка.
В данной статье хотелось бы обратить ваше внимание на важные технические характеристики при выборе деревообрабатывающего оборудования, позволяющего выполнять данную операцию, а именно рейсмусового станка.
Рейсмус– это довольно сложное устройство с множеством взаимосвязанных узлов. Внешне представляет собой рабочий стол, c вертикальными стойками, по которым перемещается платформа с ножевым валом, электродвигателем и регулятором высоты.
При выборе станка следует обращать внимание на следующие технические параметры:
- Мощность электродвигателя. Чем выше мощность, тем большие нагрузки может выдерживать станок, сохраняя номинальную частоту вращения вала.
- Максимальные размеры обрабатываемой заготовки, их можно определить, ориентируясь на габариты рабочих поверхностей станка.
- Скорость и количество скоростей автоматической подачи.
- Габариты оборудования и вес. Данную характеристику необходимо учитывать при выборе бытового рейсмуса, так как рабочая площадь может быть ограничена, а эксплуатация станка должна быть удобной, и безопасной.
- Конструкторские решения, которые сделают вашу работу с агрегатом удобнее и безопаснее, например, наличие прокаточных роликов на рабочем столе, защитные упоры, предотвращающие отдачу заготовки во время рейсмусования.
- Количество валов и ножей на них. От этих характеристик зависит чистота обработки материала.
- Степень автоматизации. Наличие дополнительных педалей и пульты управления.
- Наличие патрубков для присоединения внешних вытяжных устройств для удаления отходов резания.
В каталоге компании “Белмаш” представлено два типа рейсмусовых станков – бытовые и профессиональные.
К бытовым можно отнести рейсмусовые деревообрабатывающие машины BELMASH P1500 и P1500M. Они компактны, технические характеристики полностью отвечают требованиям небольшой мастерской.
Рейсмусовые станки BELMASH P1500 и P1500M
Модели BELMASH P380ARB и P500RB – профессиональное непроизводственное деревообрабатывающее оборудования. Имеют высокую точность, чугунные рабочие столы и мощные 3-х фазные асинхронные двигатели с воздушным охлаждением и непрерывным режимом работы S1.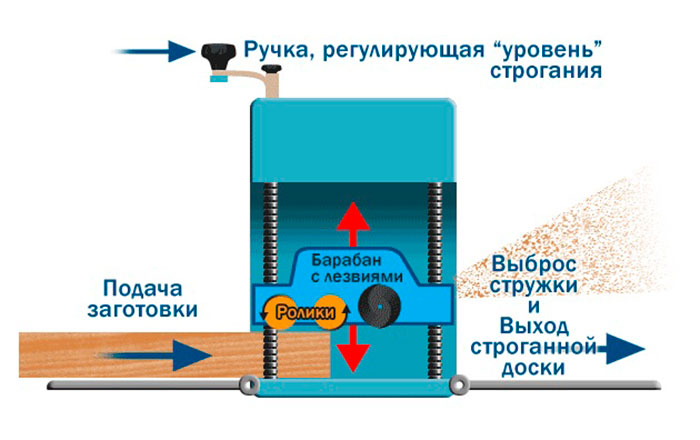
Рейсмус Макита: устройство, инструкция, ремонт, отзывы. Какой выбрать рейсмус
Рейсмус «Макита» представляет собой устройство для обработки древесины. С его помощью можно подготавливать детали разных размеров, подгоняя их под определенную толщину. Перед работой на таком станке заготовка должна пройти этап фугования.
Отзывы потребителей
Рейсмус «Макита» обладает эргономичным дизайном, который позволяет упростить процесс работы. Агрегат оборудован насадками в виде ножей, которые заточены с обеих сторон. Подобное дополнение позволяет экономить, ведь затраты на расходные материалы будут сокращены. Пользователи утверждают, что все рабочие насадки укреплены достаточно прочно, несмотря на это, конструкция является очень простой.
Даже не опытный мастер сможет произвести процедуру переустановки насадок, что будет достаточно быстро и просто. Описываемое оборудование обладает компактными размерами и малым весом, что облегчает транспортировку. Потребители подчеркивают, что модели этой линейки издают не столь много шума при работе. Это позволяет использовать инструмент для решения бытовых задач.
Это позволяет использовать инструмент для решения бытовых задач.
Станок должен быть установлен на конструкцию с ножками, которая делает устройство устойчивым. Вы сможете воспользоваться возможностью регулировки глубины разреза. Опытные покупатели упоминают, что управлять станком очень просто, так как за это отвечает специальная педаль. В качестве отличительной особенности станка выступает легкая замена лезвия, а хранить инструменты вы сможете в специальном съемном ящике, который поставляется в комплекте.
Инструкция по эксплуатации
Если вы приобрели рейсмус «Макита», то должны ближе ознакомиться с технологией его использования. Работу можно начать с помощью специальной кнопки, которая отвечает не только за включение, но и за выключение прибора. Стол можно регулировать, что повысит удобство использования станка. Для подъема или снижения высоты нужно повернуть ручку по часовой или против часовой стрелки. Один поворот будет соответствовать 4 миллиметрам.
Пластина обладает индикаторами, указывающими на высоту установки. Как только поверхность достигнет необходимой отметки, следует произвести фиксацию с помощью ручки блокировки. Используя рейсмус «Макита», вы сможете регулировать глубину строгания. Для этого детали укладываются на стол, а после поднимаются наверх. В ходе этого будет регулироваться глубина надреза. Максимальный показатель этого параметра будет зависеть от ширины заготовки. Для того чтобы исключить перегрузку двигателя, при строгании на внушительную глубину нужно увеличивать этот показатель на станке, сделав несколько проходов лезвием по поверхности детали.
Как только поверхность достигнет необходимой отметки, следует произвести фиксацию с помощью ручки блокировки. Используя рейсмус «Макита», вы сможете регулировать глубину строгания. Для этого детали укладываются на стол, а после поднимаются наверх. В ходе этого будет регулироваться глубина надреза. Максимальный показатель этого параметра будет зависеть от ширины заготовки. Для того чтобы исключить перегрузку двигателя, при строгании на внушительную глубину нужно увеличивать этот показатель на станке, сделав несколько проходов лезвием по поверхности детали.
Рекомендации специалиста по эксплуатации
После того как станок будет включён, необходимо дождаться, когда он наберет скорость. Только после можно начинать строгание. Необходимо следить за тем, чтобы заготовка не соприкасалась с роликом в момент отключения оборудования. Деталь устанавливается лицом на поверхность. Это верно, если заготовка не обладает большим весом и длиной. Если вы хотите исключить обрезание конца детали, то ее нужно поднимать на финише и старте.
Удаление ножа
Если вы решили выбрать рейсмус «Макита», отзывы о котором представлены в статье, то должны знать о том, как производится удаление ножа. При этом необходимо выполнить несколько действий, среди первых следует выделить ослабление шестигранного болта, укрепляемого защитным кожухом. После необходимо избавиться и от самого кожуха. На следующем этапе крышка ремня должна быть отсоединена, заблаговременно необходимо ослабить ее зажим. Мастер должен зафиксировать барабан поворотного блока.
Магнитный фиксатор, расположенный на установочной пластине, который после сдвигается в направлении стрелки, должен быть подвинут таким образом, чтобы его прорезь соприкасалась с ножом. На пластине необходимо установить два магнитных фиксатора, отсоединить болты для ножей. Магнитный фиксатор необходимо придерживать рукой, убрать с барабана пластину, а вместе с ней – и нож. К фиксатору на пластине мастер должен приложить усилие, повернуть блок, чтобы барабан оказался укреплен в одном положении. После этого можно снять все остальные ножи.
После этого можно снять все остальные ножи.
Устройство рейсмусового станка
Устройство рейсмуса «Макита» должно быть вам известно, если вы планируете использовать данный инструмент. Этот деревообрабатывающий станок может быть односторонним, двухсторонним или станком специального назначения. В последнем случае оборудование может быть снабжено тремя, четырьмя или большим количеством ножей. В первом случае мастер может произвести строгание только с верхней стороны, во втором обрабатываются две противоположные стороны. В продажи сегодня можно встретить односторонний рейсмус «Макита», инструкция по использованию которого была представлена выше. Такие станки отличаются более простой конструкцией и легки в эксплуатации. Стол такого оборудования состоит из одной сплошной плиты, которая отшлифована и хорошо выстрогана. Кроме того, оборудование обладает направляющими линейками. Помимо стола, на котором корректируется толщина слоя, рейсмус имеет фрезу. Она представлена отдельными ножами.
Оборудован агрегат и системой автоматической подачи заготовки с помощью роликовых направляющих. Станина изготовлена из чугуна, на ней фиксируются все механизмы и детали. В качестве опорного стола может выступить металлический уголок квадратной формы, сторона которого составляет 100 миллиметров. Опорный стол навешивается на уголки, фиксируется с одной стороны струбцинами, а с другой – болтами.
Проведение ремонта
Рейсмус «Макита», ремонт которого лучше всего производить, обратившись в сервисную мастерскую, может в процессе эксплуатации выйти из строя. Как подчеркивают пользователи, наиболее часто возникает необходимость в замене угольных щеток. Одна из них расположена сзади, другая – спереди, проверку их состояния необходимо производить каждые 15 часов работы.
Износ этих элементов может проявиться посредством прерывистого хода двигателя, помех при передаче во время работы мотора. Указывать на износ угольных щеток может и остановка мотора. Для того чтобы осуществить проверку и поменять щётки, необходимо изъять сетевой штекер. Приемный разгрузочный стол откидывается, после чего возникает появится возможность вытащить переднюю щетку. Мастеру предстоит выкрутить запорную пробку, которая располагается на корпусе мотора. При этом нужно будет воспользоваться специальной отверткой.
Для того чтобы осуществить проверку и поменять щётки, необходимо изъять сетевой штекер. Приемный разгрузочный стол откидывается, после чего возникает появится возможность вытащить переднюю щетку. Мастеру предстоит выкрутить запорную пробку, которая располагается на корпусе мотора. При этом нужно будет воспользоваться специальной отверткой.
Указания производителя
Для того чтобы изъять заднюю угольную щетку, которая располагается на противоположной стороне, нужно отвинтить адаптер для отсасывания. После извлекается защитная крышка ножевого вала. При проверке щетки необходимо проследить за тем, чтобы контактный уголек обладал длиной в 6 миллиметров или больше. Новый исправный элемент устанавливается в шахту, боковые планки металлической пластины должны войти в пазы. На следующем этапе запорная пробка закручивается.
Станок какой марки выбрать
Если вы не можете решить, рейсмус «Макита» или «Хитачи» выбрать, то необходимо обратить особенное внимание на вес инструментов. Последний вариант оборудования почти в два раза тяжелее, это может оказаться проблематичным при эксплуатации.
Последний вариант оборудования почти в два раза тяжелее, это может оказаться проблематичным при эксплуатации.
Чтобы ваша работа по переносу чертежей и созданию ровных линий проходила намного быстрее, сделайте рейсмус своими руками. Этот инструмент станет вашим неотъемлемым помощником и позволит сэкономить немало личного времени, сил и средств. Основные характеристики и использование рейсмусаМногие строители и плотники используют рейсмус для создания заготовок, при разметке линий на деревянных плоскостях и поверхностях. Использование этого инструмента позволит сократить время многих работ в несколько раз, особенно если в вашем арсенале раньше были только карандаш и измерительная линейка. Именно тут кроется главное преимущество. Несмотря на то, что вы можете чертить линии на деревянных поверхностях с помощью карандаша и вдоль, и поперек волокон, наносимые им линии будут иметь разную толщину на разных этапах работ, поскольку его грифель «затуппяется». Шпильки или лезвия рейсмуса оставляют тонкую линию на всем пути «следования» устройства, исключая любые возможные колебания. Однако здесь есть и недостаток. Например, если вы используете не грифель, а шпильки в качестве инструмента для нанесения линий, на обрабатываемом материале будут оставаться пусть и еле видные, однако не удаляемые следы. Впрочем их достаточно легко скрыть под другими частями и деталями заготовок. Рейсмус может использоваться при:
Чтобы узнать, как сделать деревообрабатывающий настольный станок (рейсмус), даже самой простой конструкции, прежде всего, ознакомьтесь с конструкцией инструмента. Устройство состоит из четырех элементов: штанги, фиксаторов, колодки и шпилек. С помощью колодки, которая передвигается вдоль штанги, будет измеряться расстояние от нее до шпилек, а фиксация осуществляется благодаря винтовому зажиму. Делаем простой рейсмус по дереву своими рукамиМногим кажется, что делать рейсмус самостоятельно – не столь выгодно, поскольку придется потратить средства на закупку деталей, материалов, тратить время на создание устройства. Однако все не так очевидно, поскольку инструменты эконом-класса значительно хуже по качеству и не столь надежны, как устройства, которые сделаны в «домашних условиях».
Для этого нам понадобится латунный припой, метчики по 4 мм, разнообразные винты, металлическая заготовка Т-образной формы. Как сделать простой рейсмус по дереву своими руками — пошаговая схемаШаг 1: Создание основы рейсмусаВ центре Т-образной детали из металла размером 3,5*7 см с помощью дрели аккуратно просверливаем отверстие с диаметром в 0,8 см, после чего припаиваем в него трубку, внешний диаметр которой должен составлять 1,6 см, а внутренний, соответственно, 0,8 см. Таким образом, мы создадим сквозной канал, для скольжения стержня. Шаг 2: Зажим для шпильки или карандаша К одному кольцу трубки прикрепляем кольцевой зажим, который будет служить креплением для карандаша – для нанесения разметки. На другом конце делаем отверстие диаметром 0,6 см с резьбой для установки «винта-барашка». Его основная задача – фиксация стержня в требуемом положении. На конце стержня, где крепится зажим, устанавливаем спаянное кольцо, которое оснащаем прижимным винтом. Шаг 3: Работа над сменным стержнем и основаниемСледующий наш шаг – создание сменного стержня, в котором мы создаем несколько отверстий. Одно из них будет сквозным – в нем сверлится дыра диаметром 0,3 см, второе отверстие предназначается для установки блокировочных винтов на 0,6 см (резьба М4). В двух местах сверлим Т-образную деталь с резьбой М4. Сюда мы будем устанавливать рифленый винт, что позволит эксплуатировать инструмент и как циркуль. Шаг 4: Оформление рейсмусаПосле того, как вы собрали рейсмус, его нужно покрасить краской для металла, которая исключает появление грибка и коррозии. Не нужно окрашивать лишь рабочую (нижнюю) часть, с помощью которой непосредственно и будет осуществляться работа. Шаг 5: Усовершенствование устройства Чтобы ваш самодельный инструмент более точно и быстро выполнял работу, необходимо немного его усовершенствовать. Для этого наносим на стержень миллиметровую шкалу, используя напильник. Теперь даже самые сложные чертежи будут вам под силу.
Подготовка к работе – настраиваем и используем инструментНе имеет значения, покупной у вас инструмент, либо вы сделали рейсмус своими руками, необходимо знать, как верно подготовить устройство для проведения работ. От этого будет зависеть и эффективность самого инструмента, и ваша безопасность при работе с рейсмусом. Несмотря на то, что внешняя и практичная разница между дорогими и дешевыми моделями существенна, их работа осуществляется по единому принципу. Брусок со шпилькой, карандашом или несколькими ножами для разметки пазов скользит внутри колодки. Она, в свою очередь, оснащена специальным механизмом для удержания бруска или металла в требуемом положении. Чтобы линии получить узкие и одновременно с этим однородные, шпильки или ножи для рейсмуса должны быть очень острыми. Большая часть заводских моделей обычно оснащена конической формы деталями, которые оставляют неровный след при разметке поперек деревянных волокон. Именно потому следует осуществлять работу не поперек, а вдоль волокон. Чтобы достичь лучших результатов, необходимо остро и одинаково натачивать шпильки перед каждым этапом разметки. Работа с рейсмусом достаточно проста. Для этого устанавливаем шпильку на требуемом от колодки расстоянии, за счет стальной линейки или заготовок задается размер, следом фиксируем брусок. Если вы используете рейсмус двухсторонний, длину между шпильками регулируем сверлом. Колодка тесно прижимается к заготовкам, после чего слегка наклоняем инструмент в противоположную от себя сторону, открывая таким образом режущую часть шпильки, после чего тянем устройство к себе. Правила эксплуатации: не подвергай себя опасностиЕсли вы решили соорудить самодельный рейсмус из электрорубанка или иных устройств, обязательно позаботьтесь о том, чтобы обезопасить себя во время проведения операций.
|

 Штанга, чаще всего, имеет измерительную шкалу, благодаря которой можно легко настроить инструмент на необходимый размер, не прибегая ни к каким дополнительным маневрам с настройкой.
Штанга, чаще всего, имеет измерительную шкалу, благодаря которой можно легко настроить инструмент на необходимый размер, не прибегая ни к каким дополнительным маневрам с настройкой. Из инструментов пригодится паяльник, электрическая дрель для ускорения работы и плашки. Мы прилагаем и чертеж рейсмуса для наглядности
Из инструментов пригодится паяльник, электрическая дрель для ускорения работы и плашки. Мы прилагаем и чертеж рейсмуса для наглядности
 Если вы решили использовать рейсмус, нужно помнить два основных правила:
Если вы решили использовать рейсмус, нужно помнить два основных правила:
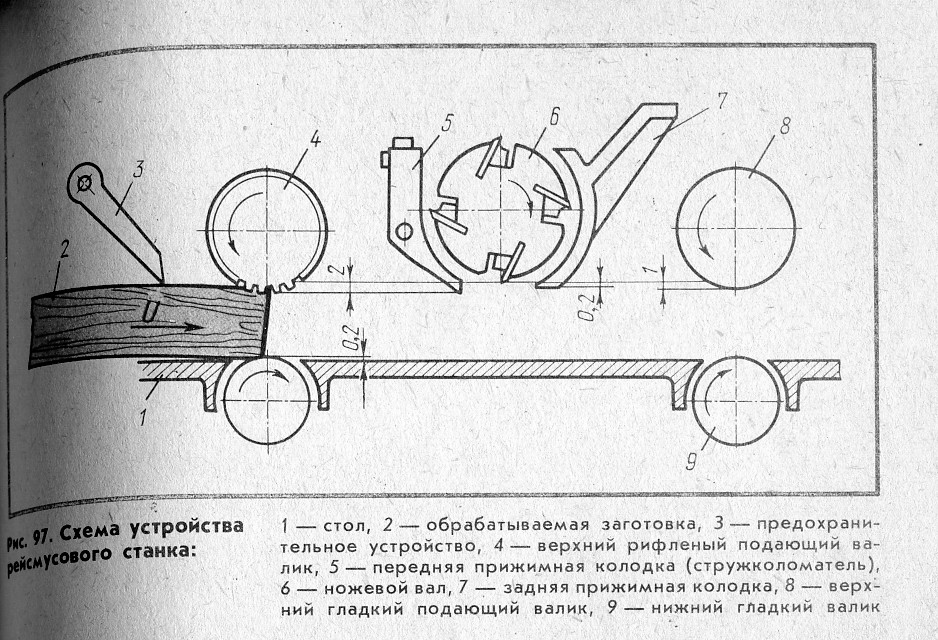 Приведенные ниже несколько правил помогут вам не только сделать свою работу более эффективной, но и исключить возможные травмы, что нередко бывает при неправильной эксплуатации инструмента.
Приведенные ниже несколько правил помогут вам не только сделать свою работу более эффективной, но и исключить возможные травмы, что нередко бывает при неправильной эксплуатации инструмента.Станок рейсмусовый TC-SP 204 4419955
Описание продукта
Рейсмусовый станок Einhell TC-SP 204 — это высококачественный инструмент для точного, быстрого строгания заготовок с требуемой толщиной и высоким качеством поверхности. Станок оснащен выдвижными суппортами заготовок. Практичное удаление стружки обеспечивает чистоту на рабочем месте.
Станок оснащен выдвижными суппортами заготовок. Практичное удаление стружки обеспечивает чистоту на рабочем месте.
| Технические характеристики | |
|---|---|
| Питание от сети | 230-240 В | 50 Гц |
| Мощность | 1500 Вт |
| Частота оборотов (холостой ход) | 9000 мин-1 |
| Макс. толщина съема при строгании (одна сторона) | 3 мм |
| Макс. толщина съема при строгании (две стороны одновременно) | 2 мм |
| Макс. ширина строгания | 204 мм |
| Макс. высота заготовки | 120 мм |
| Скорость подачи заготовки | 6 м/мин |
| Размер стола для подачи | 370 x 210 мм |
| Размер стола для строгания | 370 x 210 мм |
| Размер стола для рейсмуса | 270 x 210 мм |
Макс. угол наклона упора угол наклона упора | 45 ° |
| Диаметр адаптера удаления стружки | 100 мм |
| Логистические данные | |
|---|---|
| Вес изделия | 24 кг |
| Вес в упаковке | 30 кг |
| Размер упаковки | 850 x 460 x 425 мм |
| Количество в транспортной упаковке | 1 штука |
| Вес транспортной упаковки | 30 кг |
| Размер транспортной упаковки | 460 x 425 x 850 мм |
| Кратность в контейнере (20″/40″/40″HC) | 165 | 350 | 412 |
| Сопроводительная документация | |
|---|---|
| Руководство по эксплуатации | Скачать |
| Карточка товара | Скачать |
Гарантийные обязательства и сервисное обслуживание
Гарантия действует в течение 24 месяцев с момента покупки устройства.
Гарантийные обязательства и сервисное обслуживание
Гарантия действует в течение 24 месяцев с момента покупки устройства.
Ультразвуковой толщиномер 38DL PLUS
Измерение толщины металлов с внутренней коррозией
Одним из основных применений 38DL PLUS является измерение остаточной толщины труб, труб, резервуаров, сосудов под давлением, корпусов и других конструкций, подверженных коррозии или эрозии. Для этих приложений чаще всего используются двухэлементные преобразователи.
- Автоматическое распознавание датчика для стандартных двухэлементных датчиков серии D79X
- Десять настраиваемых двухэлементных преобразователей
- Оптимизированное усиление по умолчанию во время калибровки двухэлементного преобразователя
- V-Path Builder для пользовательской компенсации V-пути
- Калибровка Предупреждение о удвоении, когда во время калибровки может произойти удвоение эхо-сигнала
- Измерения THRU-COAT® и Echo-to-Echo на окрашенных и покрытых поверхностях
- Высокотемпературные измерения; до 500 °C (932 °F)
- Труба котла и измерения внутреннего оксида (дополнительно) с одноэлементными датчиками M2017 или M2091
- Преобразователь ЭМАП (E110-SB) для измерения без контактной жидкости котловых труб с внешними отложениями оксида/накипи
Дополнительный кодированный B-скан Эта мощная дополнительная функция позволяет подключать 38DL PLUS к линейному кодированному сканеру для создания кодированных B-сканов. |
 38DL PLUS собирает и сохраняет информацию о пройденном расстоянии вместе с соответствующими показаниями толщины. Также фиксируется форма волны при минимальной толщине. Пользователь может выбирать расстояние между измерениями и выбирать между двунаправленным и однонаправленным режимами. В одном B-скане можно сохранить до 10 000 показаний толщины.
38DL PLUS собирает и сохраняет информацию о пройденном расстоянии вместе с соответствующими показаниями толщины. Также фиксируется форма волны при минимальной толщине. Пользователь может выбирать расстояние между измерениями и выбирать между двунаправленным и однонаправленным режимами. В одном B-скане можно сохранить до 10 000 показаний толщины.Thru-Coat® ТехнологияДля измерения истинной толщины металла используется одиночный донный эхосигнал.Вы можете отобразить толщину металла и покрытия, каждая из которых настроена на правильную скорость звука в материале. Нет необходимости удалять краску и покрытия с поверхностей. Для измерений THRU-COAT используются двухэлементные преобразователи D7906-SM, D7906-RM и D7908. |
Температурная компенсация Изменения температуры материала влияют на скорость звука и точность измерения толщины. |
 Функция температурной компенсации позволяет вручную вводить температуру калибровочного блока и текущую (высокую) температуру в точках измерения. 38DL PLUS автоматически отображает толщину с поправкой на температуру.
Функция температурной компенсации позволяет вручную вводить температуру калибровочного блока и текущую (высокую) температуру в точках измерения. 38DL PLUS автоматически отображает толщину с поправкой на температуру.Дополнительное измерение оксида/накипи38DL PLUS использует передовые алгоритмы для измерения толщины отложений оксида/накипи внутри труб котла.Прибор одновременно отображает толщину металла трубы котла и толщину оксидного слоя. Знание толщины оксида/окалины помогает предсказать срок службы трубки. Мы рекомендуем использовать датчики M2017 или M2091 в этом приложении. |
Конструктор V-путей Эта новая запатентованная функция позволяет построить пользовательскую кривую компенсации V-Path практически для любого двухэлементного преобразователя. Вы просто калибруете и вводите известную толщину с минимум 3 и до 10 точек калибровки, и прибор создаст V-образный путь. |
 Эти кривые можно сохранить и вызвать вместе с пользовательскими настройками для большинства двухэлементных преобразователей.
Эти кривые можно сохранить и вызвать вместе с пользовательскими настройками для большинства двухэлементных преобразователей.Автоматическое распознавание датчиков
Все стандартные двухэлементные датчики оснащены функцией автоматического распознавания датчика, которая автоматически вызывает коррекцию V-пути по умолчанию для каждого конкретного датчика.
Измерение толщины пластмасс, металлов, композитов, стекла, резины, керамики
При использовании одноэлементных преобразователей можно выполнять точные измерения толщины металлов, пластмасс, композитов, стекла, керамики и других материалов. Эти преобразователи доступны в широком диапазоне частот, диаметров и типов разъемов. Опция программного обеспечения высокого разрешения позволяет выполнять очень точные измерения с разрешением 0,0001 дюйма или 0,001 мм.
|
|
Опция программного обеспечения с высокой степенью проникновения Эта опция позволяет использовать низкочастотные одноэлементные преобразователи (до 0. Вариант многоуровневого программного обеспеченияЭта опция программного обеспечения рассчитывает и одновременно отображает измерения толщины до четырех отдельных слоев. Также показывает общую толщину выбранных слоев. Типичные области применения включают толщину барьерных слоев в пластиковых топливных баках, заготовках бутылок и мягких контактных линзах. |
 5 МГц) для измерения толстых или звукопоглощающих материалов, таких как резина, стекловолокно, отливки и композиты.
5 МГц) для измерения толстых или звукопоглощающих материалов, таких как резина, стекловолокно, отливки и композиты. Толщиномер покрытия | Helmut Fischer
Ни одно покрытие не похоже на другое.Вот почему ни одно измерение толщины покрытия не похоже на другое. Существуют гальванические слои (например, цинк на стали), защитные покрытия, толщина сухой пленки, механические слои, несколько слоев (дуплекс) и многое другое. Поэтому ни один толщиномер покрытия не похож на другой. Чтобы иметь возможность правильно и достоверно решить вашу измерительную задачу, выбор подходящего метода измерения имеет важное значение. Таким образом, это решающий фактор для успешного измерения толщины покрытия. Чтобы развеять любые сомнения: все методы измерения наших переносных толщиномеров объединяет то, что они обеспечивают неразрушающие измерения толщины покрытия – без исключения.
Таким образом, это решающий фактор для успешного измерения толщины покрытия. Чтобы развеять любые сомнения: все методы измерения наших переносных толщиномеров объединяет то, что они обеспечивают неразрушающие измерения толщины покрытия – без исключения.
Толщиномеры покрытий методом магнитной индукции применяются, когда необходимо измерить немагнитные покрытия на намагничиваемых подложках (из стали или железа). Используйте наши толщиномеры Fischer MMS Inspection DFT, FMP10–FMP40, FMP100 и H FMP150, а также серии Fischer MP0 и MP0R для измерения толщины гальванических покрытий (цинк и хром), а также для красок и пластмасс.
С помощью амплитудно-чувствительного метода вихретокового контроля возможны измерения толщины изоляционных покрытий на электропроводящих, но ненамагничивающихся материалах основы.В дополнение к упомянутым выше толщиномерам покрытия, такие измерения также возможны со следующими толщиномерами покрытия: FMP10 и FMP30, а также PHASCOPE PMP10 DUPLEX.
Если вы хотите измерить электропроводящее покрытие на любой подложке, например, медь на печатных платах, вам нужен фазочувствительный метод вихретокового контроля. Для этого в нашем ассортименте есть толщиномер покрытия PHASCOPE PMP10.
Для этого в нашем ассортименте есть толщиномер покрытия PHASCOPE PMP10.
Это также возможно с приборами для измерения толщины покрытий Fischer: дуплексные покрытия, т.е.е. сочетание краски и цинкового покрытия, отличаются длительным сроком службы – поэтому они очень популярны в антикоррозионной защите и автомобилестроении. Наши толщиномеры покрытий DUALSCOPE со специальным дуплексным зондом, а также PHASCOPE PMP10 DUPLEX часто применяются при решении этих измерительных задач: с помощью этих толщиномеров такие покрытия можно измерять за один измерительный процесс.
Или воспользуйтесь магнитным методом с нашими толщиномерами покрытий FMP100 и H FMP150.Вы можете использовать датчики для измерения магнитных покрытий, таких как никель, на немагнитных металлах или пластмассах. Аналогичным образом, этот процесс можно превосходно использовать на очень толстых ненамагничивающихся гальванических слоях. Для таких слоистых систем этот процесс более пригоден, чем магнитная индукция.
Вывод: предложение подходящего толщиномера покрытия принадлежит нам – выбор за вами!
Толщиномер покрытия PT-200 | ||
Толщиномер покрытия предназначен для определения толщины покрытия неметаллических подложек, таких как дерево, пластик, бетон и другие основания. Этот толщиномер покрытий ПТ-200 работает без повреждения материала. Он измеряет все типы покрытий на древесине и строительных материалах, таких как бетон, кирпич и штукатурка, а также пластмассы с помощью ультразвука. Помимо толщины слоев покрытия, толщиномер покрытия PT-200 может определять слои эпоксидной смолы, сильного геля на GFK и других материалах из углеродного волокна или связующего материала. | ||
ПТ-200-С3 Передовой | ПТ-200-С1 Базовый | |
—
высококонтрастный цветной ЖК-дисплей | —
автоматическая и постоянная самокалибровка | |
Технические характеристики ручного аппарата | ||
Модель | ПТ-200-С1 (Базовый) | ПТ-200-С3 (Дополнительно) |
Хранение | 250 значения | 100. |
Дисплей | монохромный | ЖК-дисплей |
Интерфейс | USB | USB / Bluetooth |
Технические данные датчика | ||
Диапазон измерений | 13 … 1000 м | |
разрешение | 2 м | |
Точность | 2 м +3 % от измеренного значения | |
Минимальная поверхность измерения | 10 х 10 мм | |
Минимальный радиус кривизны | выпуклый: 10 мм; вогнутая: 100 мм | |
Программное обеспечение и кабели | для
Выиграть. | |
Функция статистики | Да | |
Температура окружающей среды | 0 … +50 С | |
Норма | АСТМ-D6132 / ИСО 2808 | |
Мощность | 3 x 1,5 В батарея AAA (входит в комплект) | |
Размеры | 146 х 64 х 31 мм / | |
Вес | 165 г | |
Использование PCE-PT 200 покрытие толщина калибр | ||
| | |
| | |
Доставка содержание толщиномера покрытия: | ||
1 х Толщина покрытия PT 200 манометр с внешним датчиком, 1 эталон калибровки, 1 нейлоновый футляр для переноски, 1 резиновый чехол с зажимом для ремня, 1 соединительный гель, 3 x AAA 1.5 батареек, руководство пользователя. | ||
Дополнительно компоненты для толщиномера покрытия: | ||
—
Соединительный гель | ||
—
Калибровка ISO | ||
| Здесь вы найдете обзор всех измерительных приборов, доступных в PCE Instruments. | ||
Контактное лицо: | Контактное лицо: | |
Эта страница на немецком на итальянском на испанском на хорватском на французском на венгерском на турецком на польский на русском на голландском на португальском на португальском | ||
 Этот толщиномер покрытия предназначен для профессионалов в специализированном и промышленном секторах, а также в исследованиях и разработках.
Помимо функции измерения, этот толщиномер покрытий PT-200 имеет внутреннюю память, которая может хранить до
100 000 значений толщины слоя (в зависимости от модели). С USB и
Интерфейс Bluetooth (в зависимости от модели) и программное обеспечение, компьютерные данные могут быть переданы на ПК для дальнейшего анализа данных. Измеряемые значения могут быть отправлены в другое программное обеспечение, такое как MS Excel.Если у вас есть какие-либо вопросы относительно толщиномера PT-200, ознакомьтесь со следующими техническими данными или свяжитесь с нами: клиенты из Великобритании +44 (0) 23 809 870 30 / клиенты из США +1-410-387-7703. Наши инженеры и техники помогут вам с толщиномером покрытия или любым другим продуктом
в сфере регулирования и
контрольно-измерительные приборы и
напольные весы.
Этот толщиномер покрытия предназначен для профессионалов в специализированном и промышленном секторах, а также в исследованиях и разработках.
Помимо функции измерения, этот толщиномер покрытий PT-200 имеет внутреннюю память, которая может хранить до
100 000 значений толщины слоя (в зависимости от модели). С USB и
Интерфейс Bluetooth (в зависимости от модели) и программное обеспечение, компьютерные данные могут быть переданы на ПК для дальнейшего анализа данных. Измеряемые значения могут быть отправлены в другое программное обеспечение, такое как MS Excel.Если у вас есть какие-либо вопросы относительно толщиномера PT-200, ознакомьтесь со следующими техническими данными или свяжитесь с нами: клиенты из Великобритании +44 (0) 23 809 870 30 / клиенты из США +1-410-387-7703. Наши инженеры и техники помогут вам с толщиномером покрытия или любым другим продуктом
в сфере регулирования и
контрольно-измерительные приборы и
напольные весы. 000 измерений
000 измерений  000
значения
000
значения ’98, ‘2000, XP, ME (опционально)
’98, ‘2000, XP, ME (опционально)
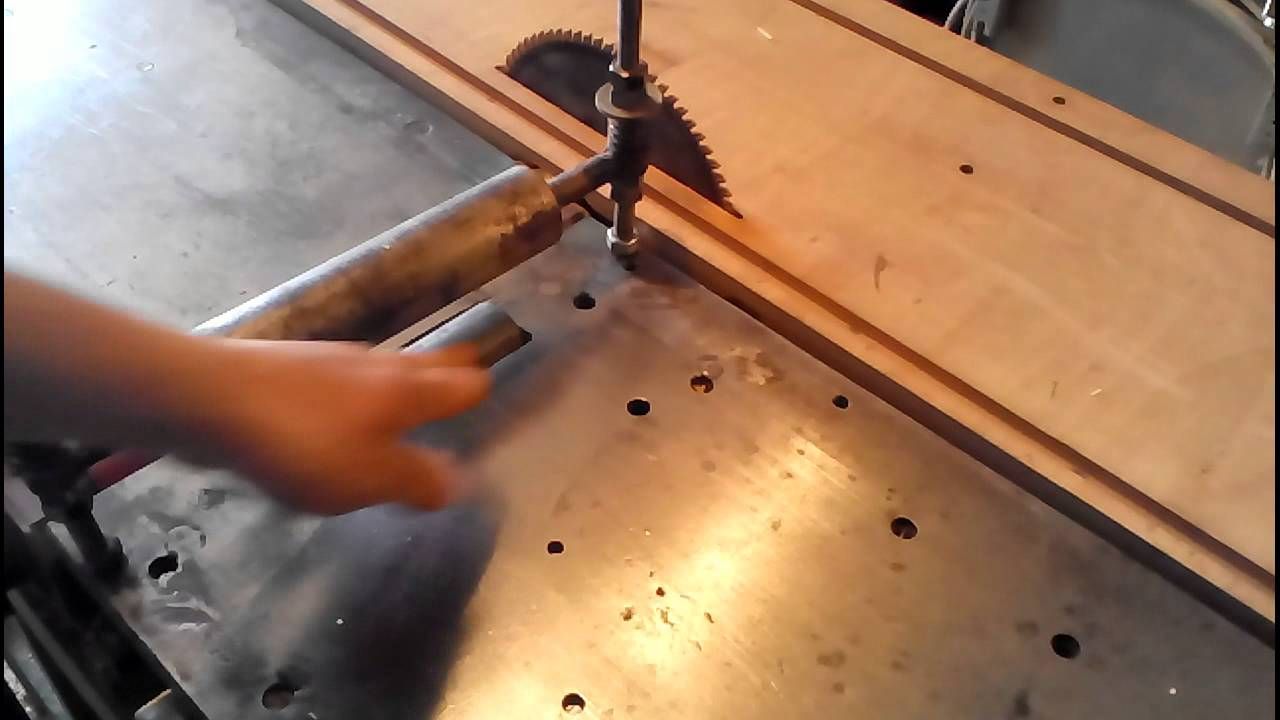 Если вы планируете сделать серию измерений, мы рекомендуем попросить больше геля. Мы всегда рекомендуем использовать связующий гель (для создания контакта между головкой и измеряемой частью и для защиты поверхностного датчика).
Если вы планируете сделать серию измерений, мы рекомендуем попросить больше геля. Мы всегда рекомендуем использовать связующий гель (для создания контакта между головкой и измеряемой частью и для защиты поверхностного датчика).
Ультразвуковое измерение толщины (UTM)
Ультразвуковое измерение толщины (UTM) — это метод неразрушающего контроля, используемый для проверки толщины металла корпусов судов, трубопроводов и конструкционной стали.
Измерение толщины необходимо во многих отраслях промышленности для контроля коррозии, эрозии и повреждений. Ультразвуковое измерение толщины (UTM) широко используется, и этот метод может применяться к широкому спектру конструкций и компонентов, включая корпуса кораблей, трубопроводы, сосуды под давлением и конструкционную сталь.
Обнаружение потери металла, вызванной коррозией, эрозией или повреждением, жизненно важно для обеспечения постоянной безопасности и эксплуатации проверяемого элемента/конструкции.Это также может помочь определить, требуются ли ремонтные работы или замена, или же элемент/конструкция должны быть выведены из эксплуатации. Данные ультразвукового измерения толщины дают клиентам необходимую информацию, необходимую для определения того, имеет ли испытуемый элемент достаточную толщину металла, для которой он был разработан.
Ультразвуковой толщиномер точно измеряет, сколько времени требуется звуковому импульсу, генерируемому небольшим зондом, называемым ультразвуковым преобразователем, для прохождения через образец и отражения от внутренней поверхности или дальней стены.На основе этого измерения рассчитывается толщина образца для испытаний и отображается на цифровом экране.
Портативность испытательного оборудования позволяет проводить инспекции на месте, а результаты получаются мгновенно.
 Если с помощью этого метода была обнаружена проблема, для дальнейшего изучения результатов можно использовать дополнительные методы неразрушающего контроля.
Если с помощью этого метода была обнаружена проблема, для дальнейшего изучения результатов можно использовать дополнительные методы неразрушающего контроля. Инспекторы Intertek обладают большим опытом проведения ультразвуковых измерений толщины и оценки коррозии для всех отраслей промышленности, включая нефтегазовую, энергетическую, строительных подрядчиков и литейные производства.Кроме того, Intertek предоставляет решения для обеспечения полного качества для всех ваших требований к измерению толщины и мониторингу коррозии, поскольку мы можем проводить последующие неразрушающие испытания для дальнейшего изучения результатов.
Наша приверженность быстрому реагированию на сроки выполнения работ гарантирует, что мы уложимся в ваши графики, а наш опыт означает, что мы гарантируем, что ваши компоненты будут протестированы в соответствии с отраслевыми стандартами, кодами или спецификациями клиентов. Отправьте нам запрос
Нужна помощь или есть вопрос? +61 (0) 2 8039 8111
Что такое толщиномер покрытия?
Для выбора толщиномера покрытия мы должны выбрать лучший толщиномер покрытия в соответствии с реальной ситуацией. Для разных сценариев применения требуются разные толщиномеры покрытия. Выберите один из следующих ракурсов:
Для разных сценариев применения требуются разные толщиномеры покрытия. Выберите один из следующих ракурсов:
4.1 Выберите толщиномер покрытия в соответствии со случаем измерения
Если поверхность измеряемого объекта относительно плоская, а пространство относительно большое, рекомендуется использовать высокоточный толщиномер покрытия, интегрированный с хостом и датчиком, например, Linshang LS220H. Если пространство для измерения относительно небольшое, рекомендуется использовать толщиномер покрытия отдельного типа, такой как Linshang LS221, LS223.
4.2 Выберите толщиномер покрытия в соответствии с размером измеряемого материала
Рекомендуется использовать встроенные или раздельные толщиномеры покрытий, такие как LS220H, LS221, LS223, для измерения толщины покрытия обычных материалов. Если измеряемый объект относительно небольшой, рекомендуется использовать толщиномер покрытия Linshang LS225. Толщиномер покрытия LS225 особенно подходит для измерения небольших винтов, гаек и фасонных материалов. Пользователи также могут выбирать, использовать ли светильники в соответствии со своими потребностями.Приспособление делает измерение очень удобным.
Пользователи также могут выбирать, использовать ли светильники в соответствии со своими потребностями.Приспособление делает измерение очень удобным.
4.3 Выберите толщиномер покрытия в соответствии с диапазоном измерения
В зависимости от толщины покрытия на поверхности объекта выбирается толщиномер покрытия с подходящим диапазоном измерения. Как правило, лакокрасочное покрытие относительно тонкое. Используется толщиномер покрытия с общим диапазоном 0-2000 мкм, такой как LS220H и LS221. Однако некоторые огнезащитные покрытия или антикоррозионные покрытия имеют относительно большую толщину, потому что, если эти два покрытия слишком тонкие, они будут напрямую влиять на характеристики огнезащитного покрытия или антикоррозионного покрытия.Поэтому при измерении огнезащитного покрытия или антикоррозионного покрытия рекомендуется приобрести толщиномер покрытия Linshang LS223. Этот толщиномер покрытия представляет собой прибор большого диапазона с отдельным хостом и зондом. Диапазон измерения зонда составляет до 5000 мкм, что очень удобно для измерения более толстых покрытий.
Диапазон измерения зонда составляет до 5000 мкм, что очень удобно для измерения более толстых покрытий.
— измерение толщины металла
Ультразвуковые толщиномеры, также известные как (NDT) Оборудование для неразрушающего контроля
Информация об ультразвуковых измерениях
Для того, чтобы преобразователь выполнял свою работу, между поверхностью износа и поверхностью измеряемого материала не должно быть воздушных зазоров.Это достигается с использованием «связующей» жидкости, обычно называемой «связующей жидкостью». Эта жидкость служит для «связывания» или передачи ультразвуковых волн от преобразователя в материал и обратно. Перед проведением измерений на поверхность измеряемого материала следует нанести небольшое количество контактной жидкости. Как правило, достаточно одной капли контактного вещества.
В любом сценарии ультразвуковых измерений форма и шероховатость тестируемой поверхности имеют первостепенное значение.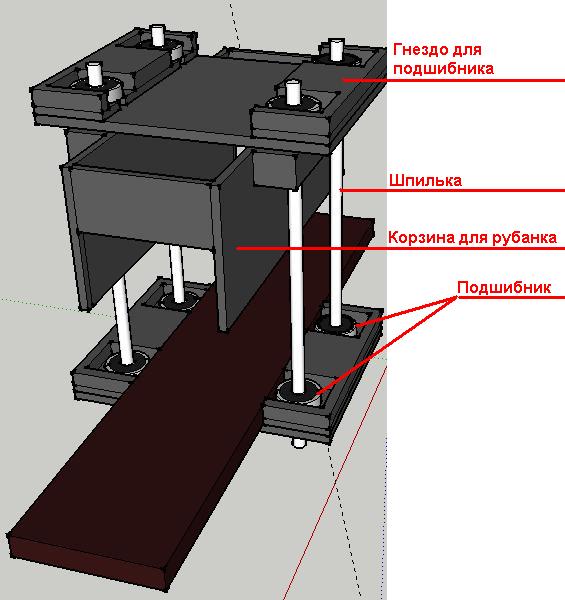 Шероховатые, неровные поверхности могут ограничивать проникновение ультразвука через материал и приводить к нестабильным и, следовательно, ненадежным измерениям. Измеряемая поверхность должна быть чистой и не содержать мелких твердых частиц, ржавчины или окалины. Наличие таких препятствий будет препятствовать правильному прилеганию преобразователя к поверхности. Часто при очистке поверхностей помогают проволочная щетка или скребок. В более крайних случаях можно использовать роторные шлифовальные машины или шлифовальные круги, хотя необходимо соблюдать осторожность, чтобы предотвратить выемку поверхности, которая будет препятствовать правильному соединению преобразователя.Чрезвычайно шероховатые поверхности, такие как поверхность некоторых чугунов, напоминающая гальку, измерить труднее всего. Такие поверхности воздействуют на звуковой луч, как матовое стекло на свет, луч становится рассеянным и рассеивается во всех направлениях. Помимо создания препятствий для измерения, шероховатые поверхности способствуют чрезмерному износу датчика, особенно в ситуациях, когда датчик «скребется» по поверхности.
Шероховатые, неровные поверхности могут ограничивать проникновение ультразвука через материал и приводить к нестабильным и, следовательно, ненадежным измерениям. Измеряемая поверхность должна быть чистой и не содержать мелких твердых частиц, ржавчины или окалины. Наличие таких препятствий будет препятствовать правильному прилеганию преобразователя к поверхности. Часто при очистке поверхностей помогают проволочная щетка или скребок. В более крайних случаях можно использовать роторные шлифовальные машины или шлифовальные круги, хотя необходимо соблюдать осторожность, чтобы предотвратить выемку поверхности, которая будет препятствовать правильному соединению преобразователя.Чрезвычайно шероховатые поверхности, такие как поверхность некоторых чугунов, напоминающая гальку, измерить труднее всего. Такие поверхности воздействуют на звуковой луч, как матовое стекло на свет, луч становится рассеянным и рассеивается во всех направлениях. Помимо создания препятствий для измерения, шероховатые поверхности способствуют чрезмерному износу датчика, особенно в ситуациях, когда датчик «скребется» по поверхности. Датчики следует регулярно осматривать на наличие признаков неравномерного износа рабочей поверхности.Если поверхность износа изнашивается с одной стороны больше, чем с другой, звуковой луч, проникающий в испытуемый материал, может больше не быть перпендикулярным поверхности материала. В этом случае будет сложно точно локализовать крошечные неровности в измеряемом материале, поскольку фокус звукового луча больше не находится непосредственно под преобразователем.
Датчики следует регулярно осматривать на наличие признаков неравномерного износа рабочей поверхности.Если поверхность износа изнашивается с одной стороны больше, чем с другой, звуковой луч, проникающий в испытуемый материал, может больше не быть перпендикулярным поверхности материала. В этом случае будет сложно точно локализовать крошечные неровности в измеряемом материале, поскольку фокус звукового луча больше не находится непосредственно под преобразователем.
Несколько факторов влияют на силу распространения ультразвука. Они описаны ниже:
Начальная мощность сигнала
Чем сильнее сигнал в начале, тем сильнее будет его эхо-сигнал.Начальная сила сигнала во многом зависит от размера ультразвукового излучателя в датчике. Большая излучающая площадь будет посылать больше энергии в измеряемый материал, чем малая излучающая площадь. Таким образом, так называемый «1/2-дюймовый» преобразователь будет излучать более сильный сигнал, чем «1/4-дюймовый» преобразователь.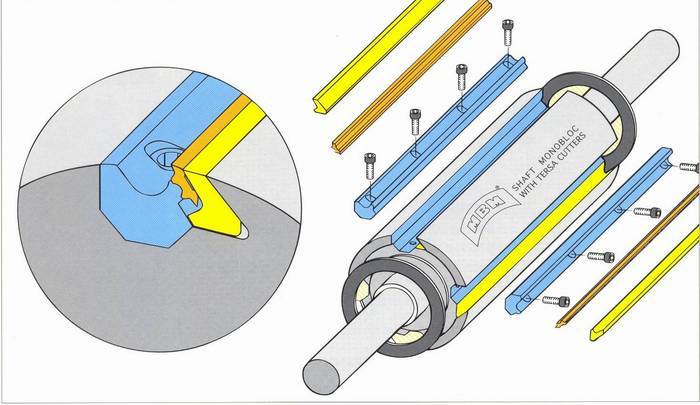
Поглощение и рассеяние
Когда ультразвук проходит через любой материал, он частично поглощается. Если материал, через который он проходит, имеет зернистую структуру, звуковые волны также будут рассеиваться.Оба этих эффекта уменьшают силу волн и, следовательно, способность обнаруживать возвращающееся эхо. Ультразвук более высокой частоты поглощается и рассеивается больше, чем ультразвук более низкой частоты. Хотя может показаться, что использование преобразователя с более низкой частотой
может быть лучше в каждом случае, низкие частоты имеют меньшую направленность, чем высокие частоты. Таким образом, более высокочастотный преобразователь будет лучшим выбором для определения точного местоположения 90 196 небольших ямок или дефектов в измеряемом материале.
Геометрия преобразователя
Физические ограничения измерительной среды иногда определяют пригодность преобразователя для данной работы. Некоторые датчики могут быть просто слишком большими для использования в ограниченном пространстве.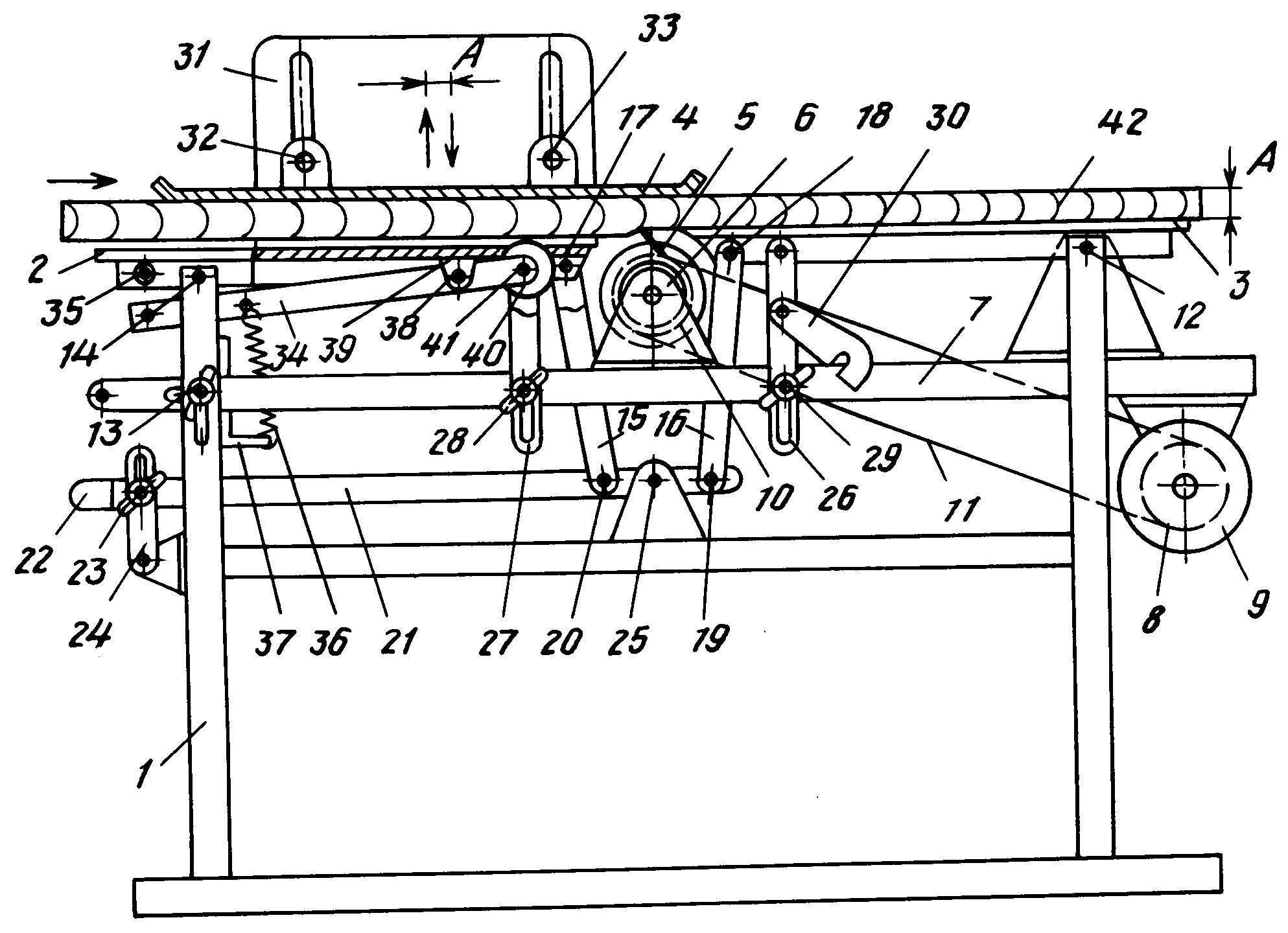 Кроме того, площадь поверхности, доступная для контакта с датчиком, может быть ограничена, что требует использования датчика с небольшой поверхностью износа. Измерение на криволинейной поверхности, такой как стенка цилиндра двигателя, может потребовать использования преобразователя с соответствующей изогнутой поверхностью износа.
Кроме того, площадь поверхности, доступная для контакта с датчиком, может быть ограничена, что требует использования датчика с небольшой поверхностью износа. Измерение на криволинейной поверхности, такой как стенка цилиндра двигателя, может потребовать использования преобразователя с соответствующей изогнутой поверхностью износа.
Температура материала
При необходимости измерения на очень горячих поверхностях необходимо использовать высокотемпературные преобразователи. Эти датчики изготовлены с использованием специальных материалов и технологий, которые позволяют им выдерживать высокие температуры без повреждений. Кроме того, необходимо соблюдать осторожность при выполнении «обнуления зонда» или «калибровки по известной толщине» с высокотемпературным датчиком.
Беспроводной измеритель толщины покрытия SmarTest
SmarTest — это портативный беспроводной прибор для измерения толщины покрытия с Bluetooth, который превращает ваш смартфон или планшет в инструмент для измерения толщины покрытия.
Интеллектуальный беспроводной толщиномер покрытия идеально подходит для неразрушающего измерения толщины покрытия и передает ваши данные через Bluetooth на планшет, смартфон или на толщиномер покрытия MiniTest 745.
Датчик SmarTest имеет диаметр 16 мм, длину 125 мм и весит всего 48 г. По размеру он похож на шариковую ручку, поэтому его можно носить в верхнем кармане вместе со смартфоном.
Стандартный прибор поставляется с F 1.5 (железный металл) или FN 1,5 (цветной металл). В качестве альтернативы вы можете приобрести любой датчик SIDSP, доступный в этой линейке, просто подключив его к датчику SmarTest и выполняя широкий спектр задач по измерению толщины покрытия (см. полный список датчиков в списке аксессуаров).
Простое в использовании приложение SmarTest, которое можно бесплатно загрузить на мобильное устройство, содержит пошаговое руководство по работе с прибором:
- Запустите приложение SmarTest на мобильном устройстве
- Включите беспроводной датчик, и соединение Bluetooth будет установлено автоматически
- Провести измерения
- Значения измерений будут отображаться, сохраняться и могут быть экспортированы в формате CSV
Приложения:
Неразрушающий контроль толщины покрытия:
- Немагнитные покрытия, такие как лаки, эмали, хром и цинк на ферромагнитных основных материалах (например,г. сталь)
- Изоляционные покрытия, такие как лаки и анодирование алюминия на цветных металлах (например, алюминий, аустенитная нержавеющая сталь, латунь)
 сталь)
сталь)Особенности:
- Прецизионный толщиномер покрытия с цифровым датчиком
- Может быть подключен к любому датчику SIDSP
- Автоматически распознает материал подложки (с датчиком FN)
- Измеряет по одной точке или непрерывно
- Передача данных измерений через Bluetooth, диапазон ок.10 м
- Отображение и управление приложением на 4 языках в настоящее время (английский, немецкий, французский и китайский)
- Износостойкие зонды (сенсоры) с практически неограниченным сроком службы
- Оптимальная температурная компенсация с помощью индивидуальных кривых компенсационной характеристики
- Высокоточные характеристические кривые с поддержкой до 50 опорных точек в заводской калибровке
- Заряда батареи хватает более чем на 8 часов работы
- Аккумуляторы заряжаются через гнездо mini USB
- Внутренний контроль батареи предотвращает неправильные измерения, вызванные низким зарядом батареи
- Хранение и передача данных измерений в формате CSV
Упаковочный лист:
- SmarTest с датчиком на выбор
- Калибровочный набор с калибровочными стандартами и нулевой эталонной пластиной(ами)
- Зарядное устройство USB с мини-кабелем USB
- Руководство по эксплуатации
- Сертификат производителя
- Кейс для хранения
| Собственность | Значение F: магнитная индукция; N: Вихревые течения | |||||||
| Диапазон измерения |
| |||||||
| Метод измерения |
| |||||||
| Точность |
| |||||||
| Повторяемость |
| |||||||
| Низкое разрешение | ||||||||
| Минимальный радиус кривизны |
| |||||||
| Минимальная площадь измерения | ||||||||
| Минимальная толщина подложки |
| |||||||
| Рабочая температура |
| |||||||
| Температура хранения |
| |||||||
| Интерфейс |
| |||||||
| Блок питания |
| |||||||
| Нормы и стандарты |
| |||||||
| Размеры |
| |||||||
| Вес |
 5:
5:  5 мм / 59 мил
5 мм / 59 мил 8 часов непрерывной работы
8 часов непрерывной работы
| Код заказа | Описание | |
| 80-126-0000 | Bluetooth-адаптер SmarTest Беспроводное измерение толщины покрытия (пожалуйста, выберите нужный зонд на вкладке «Аксессуары») | |
| 80-126-0300 | Полный набор SmarTest с F1. 5 зонд для немагнитных покрытий на железе или стали 5 зонд для немагнитных покрытий на железе или стали | |
| 80-126-0200 | Полный набор SmarTest с датчиком FN1,5 для немагнитных покрытий на железе или стали и всех электроизоляционных покрытий на цветных металлах |
 2 0…200 мкм
2 0…200 мкм