
виды, как пользоваться и считывать результаты
Штангенциркуль – инструмент для снятия точных размеров различных деталей как снаружи, так и внутри, измерения диаметров отверстий, их глубины и др. Пользуются им в различных сферах: ремонт деталей машин и различного оборудования, обработка изделий из разных материалов, строительство и т. д., когда необходимы точные данные, до десятых и даже сотых долей миллиметра. Это устройство позволяет производить такие измерения, в отличие от обыкновенной линейки или рулетки.

Конструкция штангенциркуля
Разобраться в особенностях конструкции этого устройства необходимо для того, чтобы понять, как правильно им пользоваться. Состоит штангенциркуль из следующих деталей.
- Неподвижная планка или линейка (штанга). Она представляет собой основу конструкции. На неё нанесена шкала.
- Подвижная планка, которая может перемещаться вдоль по штанге. На этой планке имеется нониусная шкала. Она позволяет получить очень точные промеры, а именно отсчитывает доли миллиметра.
- Верхние и нижние губки. Это передвигающиеся детали, позволяющие измерять объект, и узнать размеры и снаружи, и внутри. Когда губки точно совмещены, на обеих шкалах должны точно совпадать нулевые отметки.
- Винт стопорный или зажимный. Он требуется для фиксации планки.
- Глубиномер. Тонкая выдвигающаяся планка, при помощи её измеряется глубина.
Электронные измерительные устройства оснащены также аккумуляторами, передвижным механизмом.

Кроме того, существуют модели, в верхней части которых имеется подвижная дюймовая измерительная шкала. Пользоваться ими легко и удобно.
Виды штангенциркулей
Существуют три основных типа таких устройств. Использование их для определённого вида работы обусловлено её особенностями.
- Штангенциркули нониусные или аналоговые. Измерения производятся по нониусной шкале. Эти механические инструменты простые и недорогие. Они наиболее распространены.
- Штангенциркули циферблатные или стрелочные. Для измерения на них вместо шкалы имеется циферблат, который показывает результаты, и не требует проведения вычислений. Стоимость их выше, чем аналоговых моделей. Пользоваться ими несложно.
- Штангенциркули цифровые или электронные. Это устройства, на которых имеются жидкокристаллические цифровые дисплеи с аккумуляторными батареями. Применение таких приборов позволяет получить наиболее точные результаты. Они показывают данные как в миллиметрах, так и в дюймах.

Помимо перечисленных также существуют модели штангенциркулей специального назначения. Их используют для особых работ. К примеру, ШЦЦД, которыми измеряются детали, имеющие выступы, или ШЦЦП – конструкция для измерения протекторного рисунка шин, и др. Эти устройства в обычных магазинах не продаются, их при необходимости можно приобрести на специальных сайтах. Пользуются ими профессиональные мастера.
Все разновидности штангенциркулей имеют свои обозначения в зависимости от особенностей применения.
- ШтангенциркульШЦ-1. Им измеряются детали, их внешние и внутренние размеры с помощью двух пар губок. Им так же можно пользоваться при измерении размеров отверстия, используя глубиномер.
- ШЦ-1С. Такие устройства оснащены стрелочными головками, благодаря чему процесс измерения упрощён.
- ШЦК. Конструкции, имеющие круговую шкалу с пружинным механизмом. Пользоваться им можно для измерений, когда не требуется идеальная точность.
- ШЦТ-I. Устройства, оснащённые губками с твердосплавным покрытием для предупреждения истирания поверхности. Устойчивы к износу, пользоваться ими можно долгое время.
- ШЦ-II. Помимо губок такие устройства имеют также механизм для подачи рамки. Благодаря этому можно наносить разметку.
- ШЦ- III. Этот прибор имеет крупные размеры. Губки на нём односторонние. Для измерения глубины непригоден.
- ШЦЦ. Устройство с цифровой шкалой, с которой снимаются показания.

Каждый тип штангенциркуля изготавливается соответственно действующему в настоящее время ГОСТу 166-89 и имеет соответствующую маркировку.
Порядок измерений
Теперь о том, как работает штангенциркуль. Перед тем как начать пользоваться, необходимо подготовить устройство и измеряемую деталь: очистить поверхность от грязи, чтобы обеспечить максимальную точность. Губки нужно плотно свести и оценить размер просвета между ними. Если конструкция исправна, то он будет минимальный.
Далее подвижную рамку необходимо передвинуть так, чтобы её первая риска совпала с нулевой отметкой на шкале штанги в точности. Если не учесть это и не выполнить, то результаты не будут точными. Если не получается сопоставить эти отметки, то такой штангенциркуль неисправен и пользоваться им не рекомендуется. Лишь убедившись, что конструкция полностью подготовлена, можно начинать работать.
Измерение наружных поверхностей
Когда требуется провести измерение линейного размера, либо наружного диаметра, то последовательность использования инструмента следующая. Прежде всего, губки нужно развести, передвигая рамку. А потом плотно прижать их к противоположным поверхностям детали, которую требуется измерить, и закрепить положение рамки с помощью винта. Если измеряется наружный диаметр детали цилиндрической формы, то её ось должна быть точно перпендикулярна плоскости рамки. Если же измеряется длина детали или изделия, то его продольная ось должна располагаться точно параллельно штанге. Эти условия необходимо соблюдать, пользуясь штангенциркулем, иначе невозможно получить точные результаты.

Измерение внутренних поверхностей
Если нужно произвести измерение диаметра отверстия, то наружные губки должны быть установлены на нуле. Их надо вставить в отверстие, которое требуется измерить. Держать штангенциркуль при этом необходимо ровно. Далее губки нужно до упора развести, так, чтобы они плотно прижались к внутренним стенкам детали. Зафиксировать их положение, пользуясь стопорным винтом. Затем снимаются показания и производятся необходимые вычисления, если использовался нониусный штангенциркуль.

Определение глубины
Чтобы провести замер глубины отверстия, потребуется переместить рамку и выдвинуть глубиномер. Затем вставить его до упора в отверстие, чтобы конец коснулся дна. Он должен быть расположен точно перпендикулярно поверхности измеряемой детали. Прижать к стенке. Штангу переместить в торец также до упора. С помощью стопорного винта зафиксировать положение, и вывести устройство.

Замер резьбовых соединений
Штангенциркулем можно пользоваться для замера резьбовых соединительных деталей – винтов, болтов и др. Показатели диаметров резьбы определяются по выступам. С этой целью измеряемый винт или болт следует установить вертикально и зажать губками. После этого возможно определять нужные показатели.
Если требуется замерить шаг резьбы, пользуясь штангенциркулем, это производится в следующей последовательности. Сначала измеряются высота стержня и внешний диаметр детали. А затем подсчитывается число витков резьбы. Разделив длину стержня на количество витков можно получить показатель шага резьбы.

Считывание результатов
Считать показания результатов, которые получены с помощью штангенциркуля, несложно. На неподвижной рамке (штанге), где расположена основная шкала, определяют целое число (мм). Нониусная шкала показывает сотые доли миллиметра. Нужно найти штрих нониусной шкалы на используемом штангенциркуле, совпавший с определённой цифрой на главной шкале. Этот показатель и будет являться значением размера детали в миллиметрах.
По нониусной шкале
Бывает, что при измерениях достаточно целого показателя. Если же требуется установить значение более точно, то нужно осмотреть нониусную шкалу. А на ней необходимо найти точку совпадения двух рисок. Цифра нониусной шкалы будет означать десятое значение. Сложив её с целым числом, пользователь получит точное значение размера детали.

По часовому индикатору
При использовании циферблатного штангенциркуля также целое число в миллиметрах можно увидеть на главной шкале. Как и на аналоговом устройстве оно определяется совпадением рисок на обеих шкалах. Цифра же, представленная на циферблате, показывает значение от 0,01 до 0,99 мм, это зависит от цены деления шкалы. Стрелочный или циферблатный штангенциркуль — более точное устройство, чем механический (аналоговый). Пользоваться им следует при необходимости получения идеально точных данных.

По цифровому табло
Высокоточные (до сотых долей миллиметров) показания результатов, полученных при работе с цифровым штангенциркулем, представлены на жидкокристаллическом дисплее табло. Необходимо при этом помнить, что на нём имеются разные режимы, показывающие результаты измерения как в миллиметрах, так и в дюймах. Такие приборы также оснащены нониусной шкалой. Ею можно пользоваться, если, к примеру, разрядится аккумулятор.
Как правильно хранить инструмент
Чтобы продлить срок эксплуатации штангенциркуля, его необходимо правильно хранить. Для этого следует использовать специальный футляр. Рекомендуется периодически мягкой тряпочкой протирать поверхность устройства, чтобы убрать загрязнение. При частом применении ему не нужно дополнительных защитных мер. Если же пользоваться им редко, то нужно обрабатывать его машинным маслом. Необходимо избегать воздействия влаги и солнечных лучей и механических повреждений – ударов, царапин и др.

Штангенциркуль – инструмент, который часто требуется профессиональным мастерам и любителям. Если необходимо часто производить измерения, то потребуется приобрести такое устройство. Выбирая нужную модель, пользователю следует руководствоваться особенностями работы, учитывая особенности конструкции и стоимость таких инструментов.
хороший помощник при частых измерениях / Инструменты / iXBT Live
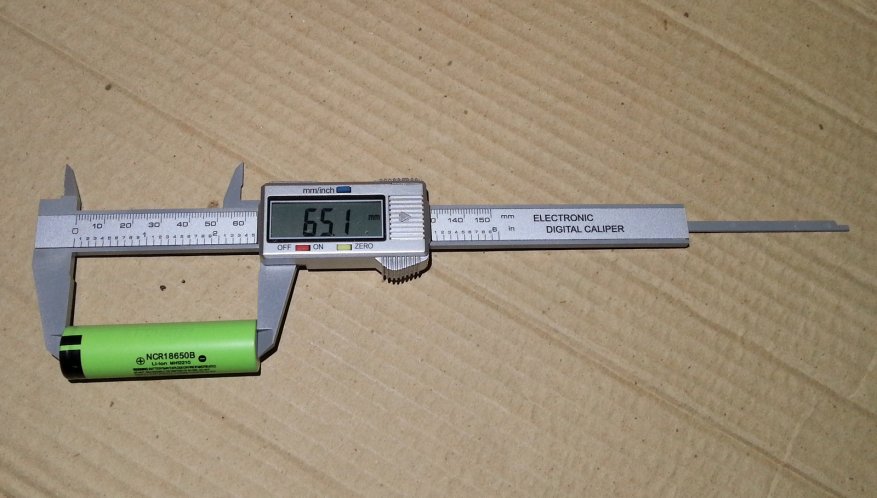
Добрый день уважаемые читатели! Сегодня на обзоре очень полезный измерительный прибор для любого мастера — цифровой штангенциркуль с ЖК-дисплеем. Этот прибор недорогой, имеет хорошую точность для «черновых» работ и будет полезен мастерам в возрасте, у которых зрение уже «подводит», а также для «быстрых» измерений различных деталей. Обзор пользовательский, поэтому заранее прошу меня простить, если какие-то моменты упустил.
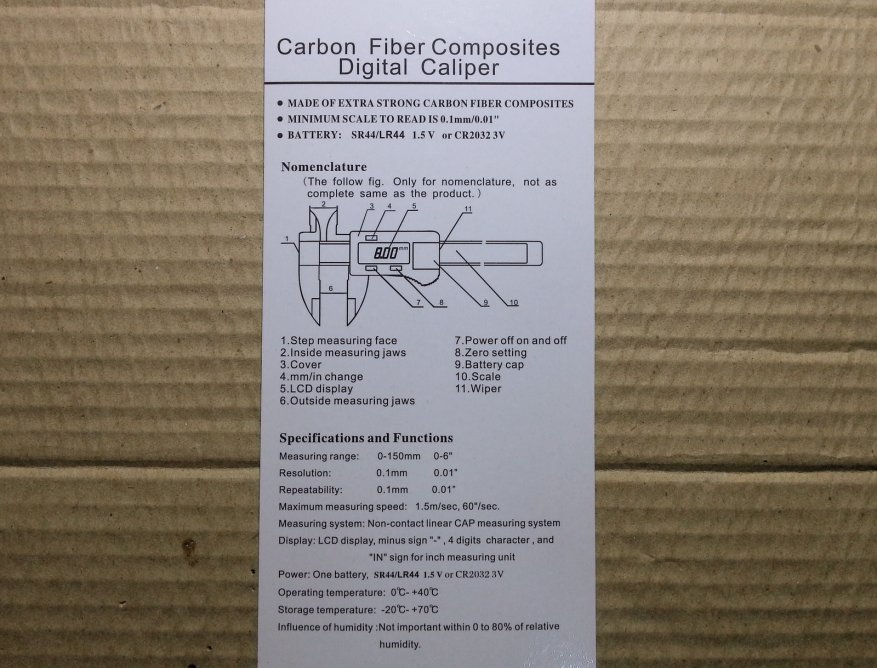
Цифровой (электронный) штангенциркуль поставляется в простой блистерной упаковке:

На обратной стороне указаны конструктивные элементы, а также основные характеристики прибора:
Прибор выглядит вполне обычно и по внешнему виду мало чем отличается от традиционных нониусных штангенциркулей:

Купить можно ЗДЕСЬ
Альтернатива здесь
Основное отличие заключается в наличие цифрового дисплея, закрепленного на той же подвижной рамке, на который и выводятся показания:

Основное назначение осталось то же — определение линейных размеров деталей (внешних, внутренних, глубин) с установленной точностью. С этим обозреваемый штангенциркуль справляется на отлично.
С обратной стороны указаны основные параметры:

Нам интересны, в первую очередь, точность (accuracy) и разрешение (resolution), которые составляют 0,2мм и 0,1мм соответственно. Для домашнего применения или черновых работ этого вполне достаточно.
Основные элементы штангенциркуля:
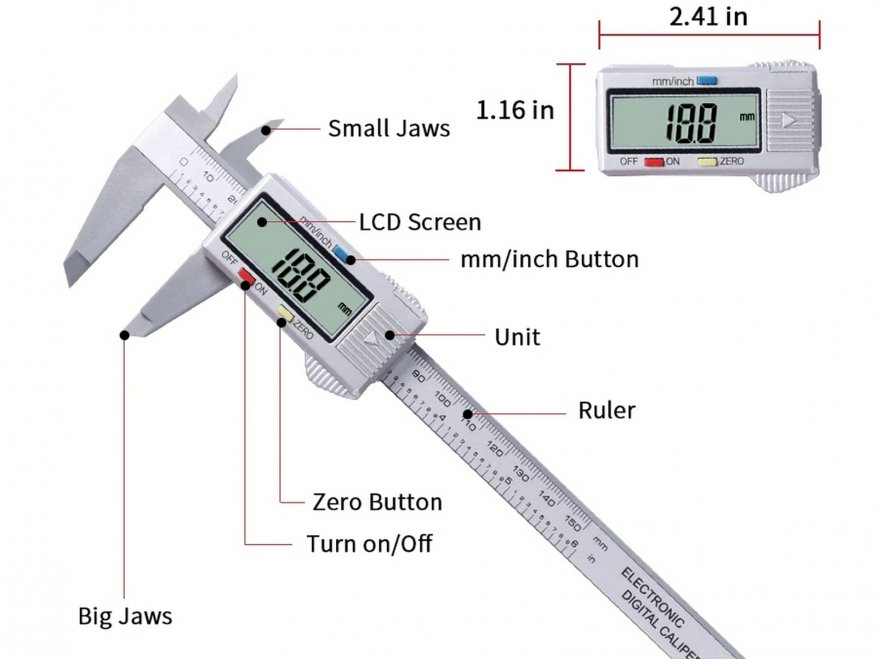
Кнопка питания отвечает за включение и выключение прибора. Кнопка установки нуля позволяет сбросить показания в «0» в любом положении штангенциркуля, позволяя компенсировать ранее измеренную часть детали или устройства:

Кнопки перевода величин (миллиметры и дюймы) также будут полезны в некоторых случаях:


Питание прибора осуществляется от одной батарейки SR44/LR44 или подобных:

Повышенного разряда в выключенном состоянии не выявлено, но при длительном хранении все же лучше вынимать батарейку.
С верхнего торца присутствует специализированный разъем:

Обычно это диагностические разъемы, либо для дистанционной передачи показаний.
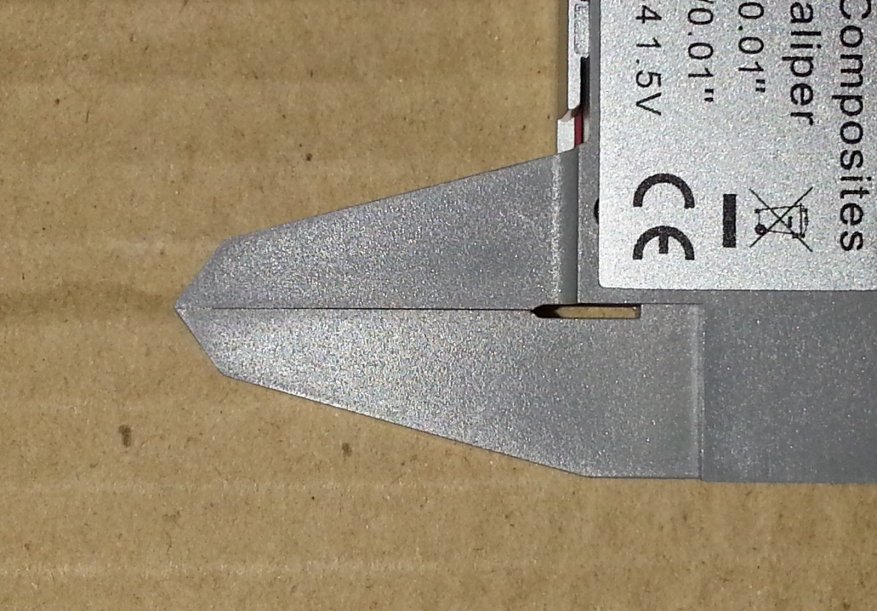
Что касается материала корпуса, то здесь заявлен карбон – одна из модификаций углепластика, отличающегося высокой прочностью, жёсткостью и малой массой. Губки, соответственно, также выполнены из карбона:

Сведение губок достаточно хорошее:
Подвижная губка движется относительно штанги благодаря специальному пазу:

Движение мягкое, люфт отсутствует. В задней части присутствует ограничитель и глубиномер:

Присутствует и обычная линейка. Если сравнить с обычной линейкой, то шкалы совпадают:

Благодаря применению прочного пластика, штангенциркуль получился очень легким и в меру прочным. К сожалению, по механической прочности и износостойкости он проигрывает металлическому, но несмотря на это, имеет и свои плюсы:

Например, элементы питания или другие электроприборы, металлическим штангелем уже не измерить (без диэлектрической прокладки):

Сравнение с батарейкой формата АА:

Диапазон измерения составляет почти 160мм, тогда как у распространенных советских такого же формата, как правило, всего 125мм.
Непосредственно тест
К сожалению, у меня нет калибровочных пластин или шупов, поэтому сравнить точность не имею возможности. Если принять во внимание, что измерительные приборы, выпущенные в эпоху СССР имели высокое качество изготовления и точность, то советский штангель будет выступать в качестве эталона.
Замер литиевого аккумулятора 18650 советским штангенциркулем (ровно 18,4мм):
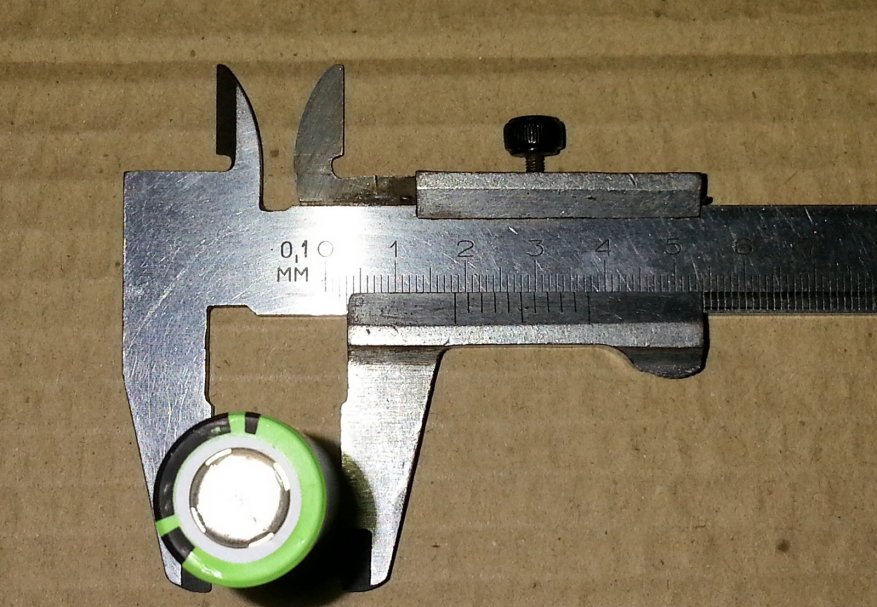
Замер диаметра аккумулятора обозреваемым штангенциркулем (ровно 18,3мм):

Точность в пределах нормы. Если нужна большая точность, то рекомендую присмотреться к штангенциркулям в металлическом корпусе с точностью измерения в 0,01мм.
Стальной штангенциркуль 0,01мм ЗДЕСЬ
Стальной штангенциркуль 0,01мм (альтернатива) ЗДЕСЬ
К тому же они поставляются в удобном пластиковом кейсе.
Плюсы сабжа:
— цена
— простота использования
— большой наглядный дисплей
— скорость измерения
— большая длина измерений (до 160мм)
— диэлектрические губки
Минусы:
— механическая прочность
— точность зависит от износа губок
— побаивается загрязнений
ссылки на обозреваемый штангенциркуль:
Купить можно ЗДЕСЬ
Альтернатива здесь
Давайте подведем итоги
Штангенциркуль мне понравился. Если зрение начинает подводить, то лучшего прибора не найти. При этом глаза абсолютно не напрягаются, не нужно ничего высчитывать, что особенно понравится молодому поколению, которые о шкале Нониуса ничего и не слышали. При этом прибор стоит совсем недорого и его не жалко оставить на даче, мастерской или гараже. Могу порекомендовать к покупке!
| Контрольно-измерительный инструмент и оборудование / Measuring instruments MITUTOYO | Каталог MITUTOYO 2013 Измерительный инструмент (Всего 675 стр.) | |||||
223 Каталог MITUTOYO 2013 Измерительный инструмент и оборудование Стр.221 | |||||
Общие замечания по применению штангенциркулем Потенциальные причины погрешностей Ряд факторов может вызывать погрешности при измерении штангенциркулем Главные факторы — это эффект параллакса, избыточное измерительное усилие из-за несоответствия штангенциркуля принципу А е, дифференциальное тепловое расширение из-за разницы температур штангенциркуля и детали, и влияния толщины ножевидных измерительных поверхностей и зазора между этими поверхностями во время измерения диаметра малого отверстия. Хотя есть и другие факторы погрешности, такие как точность градуировки, прямолинейность опорного края, плоскостность основной шкалы на основном лезвии и перпендикулярность губок, но именно упомянутые выше факторы вошли в допуски инструментальной погрешности. Поэтому данные факторы не составляют проблемы до тех пор, пока штангенциркуль соответствует допускам инструментальной погрешности. Очень важны правила эксплуатации штангенциркуля, составленные для того, чтобы покупатель мог оценить возможные причины ошибки, вызванные структурными особенностями штангенциркуля, до его первого применения. Эти правила описывают измерительное усилие и гласят, что поскольку штангенциркуль не оснащён стабилизатором измерительного усилия, при измерении детали требуется приложение равномерного и достаточного усилия. Особое внимание требуется при измерении вершиной или ножкой губок, так как в таких случаях отклонение результата измерения от истинного размера бывает максимальным о г V- i X О 2. Измерение внутренних поверхностей Введите губки для измерения внутренних поверхностей на максимальную глубину до выполнения измерения. Считывайте максимальное значение при выполнении внутренних замеров. Считывайте минимальное значение при измерении ширины канавки. 3. Измерение глубины Считывайте минимальное значение при измерении глубины. 4. Ошибка параллакса при считывании показаний шкал При проверке совпадения линий нониусной и основной шкал смотрите на линии нониусной шкалы прямо сверху. Если смотреть на нониусную шкалу под углом (А), то фактическое совпадение шкал не наблюдается из-за АХ, возникающего благодаря эффекту параллакса, как показано на рисунке ниже. Этот эффект возникает из-за существования перепада высоты (Н) между плоскостями нониусной и основной шкал, что приводит к ошибке считывания измеряемого значения. 5. Погрешность наклона подвижной губки Если подвижная губка теряет параллельность с фиксированной губкой, будь то из-за избыточного измерительного усилия, приложенного к ползунку, или из-за недостатка прямолинейности опорного края штанги, то имеет место погрешность измерения, как показано на рисунке ниже. Такая погрешность может быть существенной, поскольку в таком случае штангенциркуль не подчиняется принципу А е. Пример Допустим, что отклонение губок из-за нажима ползунка составляет 0.01 мм в 50 мм, а губки для внешних измерений находятся на глубине 40 мм, тогда погрешность (на концах губок) составит (40/50)х0.01мм = 0.008 мм Если ведущая сторона изношена, тогда погрешность может происходить даже при приложении правильного измерительного усилия. 6. Связь между измерением и температурой Основная шкала штангенциркуля выгравирована (или нанесена) на нержавеющей стали, и хотя линейный коэффициент теплового расширения равен таковому у самого распространенного материала детали (сталь), т.е. (10.2±1)х10-6 К, необходимо отметить, что на другие материалы детали, температура воздуха в комнате и температура детали могут оказывать значительное влияние на точность измерения. 7. Правила эксплуатации Губки штангенциркуля являются заострёнными, поэтому с инструментом нужно обращаться осторожно, во избежание травмы. Старайтесь не повредить шкалу цифрового штангенциркуля; не делайте на ней инвентарных и других отметок электронным маркером. Не подвергайте штангенциркуль ударам о твёрдые поверхности и не роняйте его на верстак или пол. 8. Техническое обслуживание поверхностей скольжения штанги и измерительных поверхностей Перед использованием штангенциркуля вытирайте пыль и грязь с поверхностей скольжения и измерительных поверхностей сухой мягкой тканью. 9. Проверка и настройка точки отсчёта до начала эксплуатации Очистите измерительные поверхности, зажав лист чистой бумаги между губками для измерения внешних поверхностей, и затем медленно вытягивая его из губок. Перед применением штангенциркуля сомкните губки и удостоверьтесь, что нониусная шкала (или дисплей) показывает нуль. При использовании штангенциркуля Digimatic переустановите точку отсчёта (кнопка ORIGIN) после замены батареи. 10. Облуживание после применения После применения штангенциркуля полностью сотрите с него воду и масло. Затем нанесите тонкий слой антикоррозионной смазки и дайте высохнуть перед укладкой на хранение. Необходимо стереть воду и с водонепроницаемого штангенциркуля, т.к. он также подвержен коррозии. 11. Правила хранения Избегайте хранения под действием прямых солнечных лучей, в условиях высоких или низких температур и высокой влажности. Если цифровой штангенциркуль не планируется использовать более трёх месяцев, необходимо извлечь батарею перед укладкой на хранение. Не оставляйте губки штангенциркуля полностью сомкнутыми на время хранения. 221 Mitutoyo | |||||
См.также / See also : | |||||
| Электронные и механические штангенциркули Mitutoyo | |||||
| Каталог MITUTOYO 2013 Измерительный инструмент (Всего 675 стр.) | |||||
| | 220 Дополнительные принадлежности Mitutoyo для штангенциркулей Мостики для измерения глубины Особенности Примеры применения Дополнительные принадлежности для ш | 221 Рекомендации по использованию штангенциркулей Mitutoyo Считывание показаний шкалы измерительного инструмента Примеры измерений Краткое руководство по высок | 222 Типы нониусных шкал Mitutoyo Стандартная и длинная Использование длинных штангенциркулей для измерения крупных деталей Типы нониусных шкал Нониусная шкала | 224 Микрометрические механические и цифровые глубиномеры Mitutoyo Штангенглубиномеры Дополнительные принадлежности для штангенглубиномеров Начало раздела промы Указатель каталога | 225 Микрометрические глубиномеры Mitutoyo имеют следующие особенности Измерительный стержень 4 мм Трещотка обеспечивает постоянное измерительное усилие Глубино | 226 Микрометрические электронные глубиномеры Mitutoyo Digimatic 329 серии со сменными стержнями Инструмент применяется для решения широкого круга измерительных |
| | |||||
| MITUTOYO | |||||
| | |||||
Каталог MITUTOYO 2017 Инструмент измерительный и приборы (633 страницы) | |||||
Каталог MITUTOYO 2015 Измерительный инструмент (664 страницы) | Каталог MITUTOYO 2015 Измерительный инструмент GB-20001 (англ. яз.) (663 страницы) | Каталог MITUTOYO 2015 Измерительный инструмент US-1003 (англ. яз.) (561 страница) | Каталог MITUTOYO 2014 Инструмент и приборы (660 страниц) | Каталог MITUTOYO 2013 Измерительный инструмент и оборудование (675 страниц) | Каталог MITUTOYO 2012 Инструмент и оборудование (654 страницы) |
Каталог MITUTOYO 2011 Мерительные инструменты GB-16001 (англ. яз.) (666 страниц) | Каталог MITUTOYO 2009 Средства измерений (413 страниц) | Каталог MITUTOYO 2007 Средства измерений (398 страниц) | Каталог MITUTOYO 2003 Измерительные инструменты (англ. яз.) (492 страницы) | ||
| | |||||
| Контрольно-измерительный инструмент и оборудование / Measuring instruments | |||||
Какова приборная погрешность у штангенциркуля?
они разные бывают. на самом приборе написано
обычно либо +-0,1мм, либо +-0,05
это зависит от штангенциркуля, разумеется.. . они разные бывают
купи электронный и не парьсякласс точности нанесен на штангеле
Смотри обозначение штангенциркуля. Допустим-ШЦ Ш-125-0,1 . Это означает, что штангенциркуль на 125мм с погрешностью 0,1мм. Последняя цифра -это погрешность.
Измерение штангенциркулем
Измерение штангенциркулем
- Подробности
- Категория: Сортовой прокат
Измерение штангенциркулем
При разметке и обработке деталей широко используется контрольно-измерительный инструмент. С простейшим из них — измерительной линейкой вы уже знакомы. Она позволяет определить размеры деталей с точностью до 1 мм. Для измерения с большей точностью (до 0,1 мм) применяют штангенциркуль. Это универсальный измерительный инструмент. С его помощью можно измерять наружные и внутренние размеры деталей и глубину отверстия.
В немецком языке штангенциркулем (Stangenzirkel) называется циркуль для начертания окружностей и дуг больших радиусов. По-немецки штангенциркуль называется Messschieber или Schieblehre — соответственно, «раздвижной измеритель» или «раздвижная линейка».
Разновидность штангенциркуля, оснащённая глубиномером на профессиональном сленге называется «Колумбус» или «Колумбик». Это название произошло от «Columbus» — производителя измерительного инструмента, такой штангенциркуль массово поставлялся в СССР под этой маркой.
В авиационной промышленности такие штангенциркули назывались «Маузер», по причине того что штангенциркули повышенного качества поставлялись в СССР фирмой «Маузер»
Штангенциркули бывают разных видов, они отличаются пределами и точностью измерения. На рисунке справа показан штангенциркуль ШЦ-1. Он состоит из штанги с неподвижными губками 1 и 2, по которой перемещается рамка 4 с подвижными губками 3 и 8. Рамку можно закреплять в нужном положении стопорным винтом. На штанге 5 нанесены деления, которые образуют миллиметровую шкалу. Цена ее деления—1 мм. Длина миллиметровой шкалы — 150 мм.
На подвижных губках нанесена вспомогательная шкала, называемая нониусом (рис. слева). Она разделена на 10 равных частей, а вся длина нониусной шкалы составляет 19 мм. Значит, длина каждой части равна 1,9 мм. Эта величина является ценой деления нониуса.
При измерении штангенциркулем целое число миллиметров отсчитывают по миллиметровой шкале до нулевого штриха нониуса, а десятые доли миллиметра — по шкале нониуса начиная от нулевой отметки до той риски, которая совпадает с какой-либо риской миллиметровой шкалы (рис. справа). На рисунке показаны положение шкал штангенциркуля при отсчёте размеров: а – 0,5 мм; б – 6,9 мм; в – 34,3 мм.
Перед началом измерений штангенциркулем надо осмотреть его и проверить на точность. Для этого надо совместить губки инструмента. При этом нулевые риски обеих шкал должны совпасть. Одновременно должен совместиться десятый штрих нониуса с девятнадцатым штрихом миллиметровой шкалы.
Штангенциркуль ШЦ-II (см. рис. слева) можно применять не только для измерения, но и для разметки. С его помощью наносят прямые риски от строго прямолинейных базовых кромок или поверхностей заготовок, делают засечки, проводят окружности.
Штангенциркуль является дорогостоящим и точным инструментом, поэтому бережное обращение с ним должно быть основным правилом работы. Перед началом работы штангенциркуль протирают чистой мягкой тканью, удалив смазку и пыль (особенно тщательно очищают измерительные поверхности). Нельзя очищать инструмент шлифовальной шкуркой или ножом. Измерять можно только чистые и сухие плоскости деталей, без задиров, заусенцев, стружки и царапин. Инструмент нельзя класть на нагревательные приборы и держать на солнце. Измерение следует выполнять чистыми и сухими руками.
Измеряя деталь, нельзя допускать перекоса губок штангенциркуля. Положение их обязательно фиксируется стопорным винтом.
Читая показания штангенциркуля, надо держать его прямо перед глазами.
Губки штангенциркуля имеют острые концы, поэтому при пользовании им соблюдайте осторожность.
Штангенциркуль должен лежать на рабочем месте так, чтобы им было удобно пользоваться. На него не должны попадать стружки, опилки.
После работы штангенциркуль надо протереть чистой ветошью.
Ниже вы можете проверить свои умения пользования штангенциркулем.
1.Выбираете заготовку
2.Находите на шкалах штангенциркуля(справа) размер.
3.Вписываете в прямоугольник внизу полученное значение и получаете оценку вашего ответа
ШЦК — (штангенциркуль с круговой шкалой). В выемке штанги размещена рейка, с которой сцеплена шестерёнка головки, поэтому показания штангенциркуля, отвечающие положению губок, читают по шкале штанги и круговой шкале головки по положению стрелки. Это значительно проще, быстрее, чем чтение отсчёта по нониусу.
ШЦЦ — с цифровой индикацией (электронный) может измерять с точностью до сотых долей миллиметра.
Как считать по штангенциркулю — MOREREMONTA
Примеры решения задач по метрологии
Измерение штангенциркулем и расчет шкалы нониуса
Задание:
1. Определить размеры, показанные на двух рисунках штангенциркуля (рис. 1, а и б) .
2. Указать метод (абсолютный или относительный) измерений размера детали штангенциркулем. Дать определение методу.
3. Выполнить расчет нониуса штангенциркуля при точности i = 0,1 мм и модуле φ = 2.
4. Указать пределы измерений всех выпускаемых штангенциркулей.

Решение:
1. Размеры деталей на рисунках, измеренные штангенциркулем:
2. Метод измерений.
В данном случае измерение проводилось штангенциркулем, размер измерялся непосредственно с детали (или изделия), поэтому метод измерений является абсолютным.
Абсолютное измерение основано на прямых измерениях величины и/или использовании значения физической постоянной, например измерение размеров детали штангенциркулем или микрометром.
Относительное измерение основано на сравнении измеряемой величины с известным значением меры, например измерение отношения величины к одноименной величине, играющей роль единицы. Размер в этом случае определяется алгебраической суммой размера установленной меры и показаний прибора.
3. Выполнить расчет нониуса штангенциркуля при точности i = 0,1 мм и модуле φ = 2.
Основной характеристикой при расчете нониуса является величины отсчета или точность нониуса i.
Сначала определяем число делений нониуса:
где c — интервал деления основной шкалы; с = 1 мм.
Интервал деления шкалы нониуса:
b = φc – i = 2×1 – 0,1 = 1,9,
где φ — модуль, натуральное число 1,2,3…, служащее для увеличения интервала деления нониусной шкалы.
Определяем длину шкалы нониуса:
l = bn = (φc – i)n = 1,9×10 = 19 мм.
4. Указать пределы измерений штангенциркулей .
Штангенинструменты предназначены для определения абсолютных значений линейных размеров, а также для воспроизведения размеров деталей при разметке.
К штангенинструментам относятся:
- штангенциркули;
- штангенглубинометры;
- штангенрейсмусы.
ГОСТ 166-73 предусматривается выпуск трех типов штангенциркулей: ШЦ-I с ценой деления 0,1мм; ШЦ-II с ценой деления 0,05мм и ШЦ-III с ценой деления 0,1мм и 0,05мм.
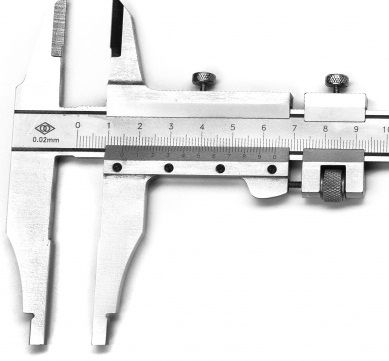
Кроме того, на заводах используются ранее изготовленные штангенциркули с ценой деления 0,02 мм.
Общее устройство штангенинструментов
Основными частями штангенциркуля являются: шкала-линейка (штанга) с ценой деления 1 мм и перемещающаяся по линейке вспомогательная шкала-нониус. По нониусу отсчитывают десятые и сотые доли миллиметра.  Наибольшее распространение получили нониусы с ценой деления 0,1, 0,05 и 0,02 мм.
Наибольшее распространение получили нониусы с ценой деления 0,1, 0,05 и 0,02 мм.
Для отсчета с помощью нониуса сначала определяется по основной шкале целое число миллиметров перед нулевым значением нониуса. Затем добавляют к нему целое значение долей по нониусу в соответствии с тем, какой штрих шкалы нониуса ближе к штриху основной шкалы (см. рисунок 1).
Так, например, на рис. 1, а – измеряемый размер равен 38,8 мм; а на рис. 1, б – 58,6 мм.
Для плавного перемещения рамки по шкале-линейке предусмотрено микрометрическое устройство, состоящее из хомутика, зажима и гайки микрометрической подачи.
На подвижной рамке установлен стопорный винт.
Наружные размеры можно измерять верхними и нижними губками. Для измерения внутренних размеров предназначены нижние губки, для разметки – верхние.
С более подробной информацией о штангенинструментах можно ознакомиться здесь.
Штангенциркуль используется для определения наружных и внутренних диаметров, линейных размеров, глубин канавок и отверстий, а также расстояний между уступами. Некоторые модификации позволяют наносить разметку на поверхности заготовок. Инструмент применяется для измерения обрабатываемых деталей на механических и слесарных производственных участках, контроля выработки изнашиваемых поверхностей при проведении ремонта оборудования, благодаря простоте в освоении используется в домашних мастерских.

Конструкция штангенциркуля
Представленный на рис. 1 штангенциркуль типа ШЦ-1 состоит из:
- Штанги.
- Рамки.
- Измерительной шкалы.
- Верхних губок.
- Нижних губок.
- Глубиномера.
- Шкалы нониуса.
- Зажимного винта.

Выбор штангенциркуля для конкретной задачи определяется габаритами, конструктивными особенностями детали и требованиями к точности размеров. Инструменты различаются следующими параметрами:
- Диапазоном измерений. Длина шкалы на штанге составляет от 125 до 4000 мм.
- Точностью. Распространенные модификации имеют погрешность 0.1, 0.05, 0.02 и 0.01 мм.
- Функционалом. Существуют штангенциркули с глубиномером и без него.
- Количеством и формой мерительных поверхностей. Губки односторонних и двухсторонних инструментов бывают плоскими, заостренными или закругленными.
- Конструкцией отсчетного устройства. Оно бывает нониусным, механическим часового типа или электронным.
Штангенциркули изготавливаются из износостойких инструментальных сталей, а их мерительные поверхности могут быть усилены твердосплавными напайками. Для разметки деталей на незаостренные губки устанавливают резцы (рис. 2), комплектующиеся державками и зажимными винтами.

Порядок измерений
Инструмент и деталь нужно подготовить к работе: удалить загрязнения, свести губки вплотную и убедиться в том, что показания соответствуют «0». Для измерения наружного диаметра или линейного размера необходимо:
- развести губки путем передвижения рамки;
- сдвинуть до плотного прилегания к контрповерхостям;
- зафиксировать положение рамки стопорным винтом;
- вывести штангенциркуль для оценки полученных результатов.
Чтобы измерить внутренний размер, губки сводят в «0», а затем раздвигают до соприкосновения с контрповерхностями. Если конструктивные особенности детали позволяют увидеть шкалу, то показания считывают без фиксации и выведения.
Для измерения глубины отверстия:
- перемещением рамки выдвигают глубиномер;
- опускают его в отверстие до дна и прижимают к стенке;
- перемещают штангу до упора в торец;
- фиксируют стопорным винтом и выводят.
Точность результатов зависит от правильности позиционирования губок относительно детали. Например, при определении диаметра цилиндра штанга должна пересекаться или скрещиваться с его продольной осью под прямым углом, а при измерении длины – располагаться параллельно. В штангенциркулях типа ШЦ-2 и ШЦ-3 есть дополнительная рамка, которая подвижно соединяется с основной микрометрическим регулировочным винтом (рис.3). Такая конструкция упрощает позиционирование инструмента. При проведении замеров дополнительную рамку фиксируют на штанге, а положение основной регулируют вращением микрометрического винта.
Считывание результатов
По нониусной шкале
Количество целых миллиметров отсчитывается от нулевого деления на рейке до нулевого деления нониуса. Если они не совпадают, то размер содержит доли миллиметра, соответствующие точности инструмента. Чтобы определить их, необходимо на нониусе отсчитать от нуля до штриха, совпадающего с риской на штанге, а затем умножить их количество на цену деления.

На рисунке 4 показаны размеры: а – 0.4 мм, б – 6.9 мм, в – 34.3 мм. Цена деления нониуса 0.1 мм
По часовому индикатору
Количество целых миллиметров отсчитывают на штанге от нуля до последней риски, не скрытой под рамкой. Доли определяют по индикатору: номер деления, на котором остановилась стрелка, умножают на его цену.

На рисунке 5 показан размер 30.25 мм. Цена деления индикатора 0.01 мм.
По цифровому табло
Здесь считать не нужно, размер отображается на дисплее.

Для определения внутреннего размера, снятого инструментом с радиусными мерительными поверхностями (нижние губки на рис. 3), к показаниям на шкале добавляют их толщину, которая указана на неподвижной губке. Чтобы посчитать наружный размер, снятый штангенциркулем с резцами (рис. 2), их толщину отнимают от показаний на шкале.
Разметка
Обычный штангенциркуль с заостренными мерительными поверхностями справляется с базовыми разметочными операциями. Упирая одну губку в боковину детали, кончиком второй можно нанести черту на перпендикулярную ей поверхность. Линия получается равноудаленной от торца и копирует его форму. Чтобы начертить отверстие, нужно накернить его центр: углубление служит для фиксации одной из губок. Подобным образом можно использовать любой прием начертательной геометрии.
Твердосплавные напайки и резцы оставляют заметные царапины на деталях из сталей твердостью выше 60 HRC. Существуют также узкопрофильные штангенциркули, разработанные исключительно для разметки.
Почему возникают ошибки при измерениях
Наиболее распространенные ошибки, снижающие точность результатов измерений исправным инструментом:
- Чрезмерное давление на рамку вызывает перекос относительно штанги. Такой же эффект получается, если при измерении нижними губками сводить штангенциркуль за верхние.
- Установка губок на галтели, фаски и скругления.
- Перекосы при позиционировании.
- Нарушение калибровки инструмента.
Первые три ошибки чаще всего возникают от недостатка опыта, и уходят с практикой. Последнюю нужно предотвратить на этапе подготовки к измерениям. Проще всего выставить «0» на электронном штангенциркуле: для этого там предусмотрена кнопка (на рис. 6 кнопка «ZERO»). Часовой индикатор обнуляется вращением винта, расположенного в его нижней части. Чтобы откалибровать нониус, отпускают винты крепления к рамке, передвигают его в нужное положение и снова фиксируют.
Деформации элементов штангенциркуля и износ мерительных поверхностей делают инструмент непригодным к использованию. Для снижения количества брака на производстве штангенциркули проходят периодическую поверку в метрологических службах. Для проверки точности инструмента и приобретения навыков в бытовых условиях можно измерять детали, размеры которых заранее известны: например, хвостовики сверл или кольца подшипников.
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.

- Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
- Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
Нониус с ценой деления 0,05 мм
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.

Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
Устройство механического штангенциркуля
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.

Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров. Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д. Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом. Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги. В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.