
Отличия резиновых уплотнители EPDM от дешевых TPE
Чем отличаются EPDM-уплотнители (резиновые) от уплотнителей TPE (термоэластопласты) по результатам лабораторных испытаний, рассказывает компания Юнион Полимер Технолоджи (ЮПТ).
Испытания EPDM и TPE-уплотнителей – что получилось
Компания Юнион Полимер Технолоджи регулярно проводит испытания EPDM и TPE-уплотнителей с целью контроля качества своей продукции и сравнения характеристик уплотнителей, представленных на рынке.
В статье производители окон могут наглядно увидеть разницу между этими видами уплотнителей и принять решение, с какими уплотнителями работать.
На заводе компании в Орловской области есть 2 испытательные лаборатории, которые позволяют проводить подобного рода исследованиях.
В данной статье представлено одно из таких исследований двух уплотнителей черного цвета:
- образец №1 – EPDM-уплотнитель компании Юнион Полимер Технолоджи (ЮПТ).

- образец №2 – TPE-уплотнитель стороннего производителя (No name).

Согласно ГОСТ на оконные и дверные уплотнители (ГОСТ 30778-2001, Раздел 4 Технические требования):
Требования к уплотнителям разделяют на требования к материалу, из которого они изготовлены, и требования, предъявляемые к готовым изделиям. |
В соответствии с ГОСТ, образцы уплотнителей были проверены на качество готовых уплотнителей и исходного материала. Исследования опирались на:
- ГОСТ 30778-2001 – Прокладки, уплотняющие из эластомерных материалов для оконных и дверных блоков. Технические условия;
- ГОСТ 7912-74 – Резина. Метод определения температурного предела хрупкости;
- ГОСТ 408-78 – Резина. Метод определения морозостойкости при растяжении;
- ГОСТ 270-75 – Резина. Метод определения упругопрочностных свойств при растяжении;
- ГОСТ 31362-2007 – Межгосударственный стандарт. Прокладки, уплотняющие для оконных и дверных блоков. Метод определения сопротивления эксплуатационным воздействиям.
 Метод определения сопротивления эксплуатационным воздействиям.
Метод определения сопротивления эксплуатационным воздействиям.Результаты испытаний уплотнителей в лабораториях ЮПТ
В зависимости от типа материала тестируемые уплотнители относятся к следующим группам:
- образец №1: группа I – из резины на основе этиленпропиленовых каучуков (ЕРDМ) для условий эксплуатации от -50 до +800С;
- образец №2: группа IV – из термоэластопластов (ТРЕ) для условий эксплуатации от -45 до +700С.
Тестирование и оценка результатов испытаний проводятся на соответствие уплотнителей требованиям соответствующей группы материалов. Изначально требования к EPDM уплотнителям для окон выше, чем к TPE.
Оценка качества поверхности материала уплотнителя и среза
Требование ГОСТ: 30778-2001, п.4.2.4:
Уплотнитель должен быть на срезе монолитным, однотонным, без посторонних включений и пустот в массе материала. Разнооттеночность цвета (разнотон и разноцвет) лицевой поверхности уплотнителей не допускается (кроме случаев, оговоренных в договоре между изготовителем и потребителем). |

Метод испытания: визуальный.
Фото: при визуальном осмотре на срезах 2 образцов отсутствуют включения и разнооттеночность, © UnionРезультат испытания: По внешнему виду образцы характеризуются черным цветом, гладкие без отпечатков, углублений и пузырей, на срезе монолитные без пустот и включений.
Заключение: образец №1 EPDM и образец №2 TPE соответствуют требованиям ГОСТ.
Оценка соответствия геометрических размеров эталонному уплотнителю
Требование ГОСТ:
ГОСТ 30778-2001, п.4.2.1:
| Геометрические размеры поперечного сечения уплотнителей должны соответствовать размерам, указанным в рабочих чертежах. |
ГОСТ 30778-2001, п. 4.2.2:
4.2.2:
Предельные отклонения номинальных размеров не должны превышать значений, установленных в таблице 1: для номинальных размеров сечения от 10,1 мм до 40 мм, предельные отклонения должны составлять +/- 1мм. |
Метод испытания: Инструментальный. Испытательное оборудование – цифровой измерительный проектор, согласно ГОСТ 30778-2001, раздел 6, Методы контроля, п.6.4:
| Допускается проводить проверку размеров поперечного сечения на проекторе сравнением с контрольным сечением профиля, выполненным на кальке или другом материале в масштабе 10:1 или 5:1. |
Фото: цифровой измерительный проектор для проверки сечения профиля на эталонной кальке, © UnionРезультаты испытаний
- образец №1 EPDM – предельное отклонение: 0,02 мм.
- образец №2 TPE – предельное отклонение: 1 мм.
Фото: Рис 1, соответствие геометрии образца 1 EPDM (черный цвет) эталонной, © UnionФото: Рис 2, соответствие геометрии образца 2 TPE (черный цвет) эталонной, © UnionЗаключение: образец №1 EPDM, образец №2 TPE соответствуют требованиям ГОСТ.
В ходе визуального анализа геометрии уплотнителей также выявлено:
- образец №1 EPDM – геометрические параметры уплотнителя соответствуют заявленному чертежу, хорошо вставляются и держатся в установочном пазе, обеспечивают хороший прижим створки;
- образец №2 TPE – уплотнитель имеет воздушные камеры больше эталонного размера, что может привести к большим усилиям при запирании створки.
Изменение линейных размеров уплотнителей после температурного воздействия
Требование по ГОСТ 30778-2001, п.4.2.8:
Изменение линейных размеров уплотнителей после теплового воздействия не должно быть более 3%. |
Метод испытания: Инструментальный. Испытательное оборудование – термошкаф.
Фото: испытания уплотнителей в термошкафу в лаборатории ЮПТ, © Union Фото: температурный режим испытания уплотнителей в термошкафу в лаборатории ЮПТ, © UnionРезультат испытания:
- образец №1 EPDM: усадка 1%;
- образец №2 TPE: усадка 3%.

Заключение: образец №1 EPDM и образец №2 TPE соответствуют требованиям ГОСТ. Усадка EPDM-уплотнителя в 3 раза меньше, чем у TPE.
Определение температурного предела хрупкости
Требование ГОСТ 7912, информационные данные:
Сущность метода заключается в определении температурного предела хрупкости резины – самой низкой температуры, при которой резина в условиях испытания не разрушается. |
Метод испытания: Инструментальный. Испытательное оборудование – прибор для определения низкотемпературной хрупкости материалов модели GT-7061-NDA.
Фото: прибор для определения низкотемпературной хрупкости материалов модели GT-7061-NDA, © UnionТемпературный предел хрупкости определяют по испытаниям при каждой температуре на 4-х новых образцах.
Результат испытания:
| Образцы | Температура, t°C | |||
| -40 | -45 | -50 | -55 | |
| Образец №1 EPDM | без разрушения | без разрушения | без разрушения | без разрушения |
| Образец №2 TPE | без разрушения | трещина (разрушился)* | разрушился | разрушился |
*– согласно ГОСТ 7912, п. 2.5: «Образец считают разрушенным при наличии… одной или нескольких трещин…»
2.5: «Образец считают разрушенным при наличии… одной или нескольких трещин…»
Заключение: образец №1 EPDM соответствует требованиям ГОСТ (группа I – не должны разрушаться при температуре -550С). Образец №2 TPE не соответствует требованиям ГОСТ (группа IV – не должны разрушаться при температуре -450С).
Определение сопротивления эксплуатационным воздействиям
Требование
Из таблицы 2:
Остаточная деформация сжатия: Относительное изменение не более 50%; отсутствие трещин. |
Остаточная деформация при сжатии (ОДС) по ГОСТ 31362-2007:
Характеристика уплотнителя, выражаемая отношением необратимой за время испытания деформации сжатия (растяжения) к максимальной деформации. |
Метод испытания: Инструментальный. Испытательное оборудование – термошкаф, морозильная камера, струбцина.
Фото: образцы во время сжатия в струбцине в термошкафу, © UnionСостояние образцов №1 и №2 до сжатия и после сжатия в струбцине представлены на рисунке ниже.
Фото: образцы №1 EPDM и №2 TPE до сжатия и после сжатия в струбцине, © Union Результаты испытаний:
| Наименование образца | Фиксированное сжатие | Циклическое сжатие |
| У отн .измен, % | У отн. измен, % | |
| Образец №1 EPDM | 46 | 48 |
| Образец №2 TPE | 67 | 68 |
Заключение: Образец №1 EPDM соответствует требованиям ГОСТ (ОДС меньше 50%). Образец №2 TPE не соответствует требованиям ГОСТ (ОДС больше 50%).
Итоговые результаты испытаний образцов уплотнителей
Результаты проведения испытаний 2-х образцов уплотнителей разных производителей представлены в итоговой таблице.
Результаты испытаний уплотнителей EPDM и дешевых TPE
| Испытания | Соответствие ГОСТ | Дополнительная информация | ||
| Образец №1, EPDM (ЮПТ) | Образец №2, TPE (No name) | |||
| 1 | Оценка качества поверхности материала уплотнителя и материала по срезу | Соответствует | Соответствует | На лицевых поверхностях образцов уплотнителей отсутствует разнооттеночность. На срезе материал в массе монолитный, однотонный, без посторонних включений и пустот. |
| 2 | Оценка соответствия геометрических размеров эталонному уплотнителю | Соответствует | Соответствует | Отклонения в образцах №2 TPE на границе предельно допустимых. Отклонения в образце №1 EPDM несущественные. Отклонения в образце №1 EPDM несущественные. |
| 3 | Изменение линейных размеров уплотнителей после температурного воздействия | Соответствует | Соответствует | Параметры изменения образца №2 TPE после испытания находятся на границе предельно допустимых. Параметры образца №1 EPDM после испытания близки к первоначальным. |
| 4 | Определение температурного предела хрупкости | Соответствует | Не соответствует | Образец №2 TPE обладает самым низким пределом хрупкости: разрушился при -450С. Образец №1 EPDM выдержал температуру -550С без разрушения. |
| 5 | Определение сопротивления эксплуатационным воздействиям | Соответствует | Не соответствует | Образец №1 EPDM – ОДС меньше 50%. Образец №2 TPE – ОДС больше 50%. |
Выводы:
Образец №1 – EPDM-уплотнитель от компании ЮПТ:
- показал соответствие требованиям ГОСТ по всем проведенным испытаниям. Отклонения от номинальных требований ГОСТ – допустимые и минимальные: отклонения от геометрических размеров +0,02 мм при норме 1 мм, изменение линейных размеров после температурного воздействия 1% при норме 3%.
- образец №1 (EPDM) не разрушился даже при температуре -550С – ГОСТ требует до -500С для соответствующей I группы. Требования ГОСТ к EPDM-уплотнителям изначально выше, чем к TPE, потому что они предназначены для более широкого спектра условий эксплуатации, включая экстремальные температуры.
- ОДС в пределах допустимых значений.
 Отклонения от номинальных требований ГОСТ – допустимые и минимальные: отклонения от геометрических размеров +0,02 мм при норме 1 мм, изменение линейных размеров после температурного воздействия 1% при норме 3%.
Отклонения от номинальных требований ГОСТ – допустимые и минимальные: отклонения от геометрических размеров +0,02 мм при норме 1 мм, изменение линейных размеров после температурного воздействия 1% при норме 3%.Образец №1 (EPDM) без проблем может использоваться в брендовых и бюджетных профильных системах при широком диапазоне наружных температур воздуха.
Образец №2 – TPE-уплотнитель:
- не прошел по требованию ГОСТ к температурному пределу хрупкости – при температуре -450С треснул (разрушился). По требованию ГОСТ для соответствующей IV группы, при данной температуре TPE-уплотнитель не должен разрушаться.
- отклонения геометрических размеров +1 мм на границе предельно допустимых в большую сторону по ГОСТ: +1 мм;
- не прошел по требованию ГОСТ к ОДС.

Более низкие показатели образца №2 из TPE связаны со следующими причинами:
- с характеристиками самого материала TPE. Данный вид материала выдерживает меньшие температурные нагрузки по показателю предела хрупкости по сравнению с EPDM и имеет более высокую остаточную деформацию от сжатия;
- с качеством самого тестируемого образца уплотнителя. Показатели отклонения образца от геометрических размеров связаны с низким качеством производства продукции (некачественная оснастка, несоблюдение требований технологического процесса и прочее). Такие отклонения в основном наблюдаются у эконом-уплотнителей TPE.
У окна с таким уплотнителем при низких температурах может наблюдаться продувание. Данный уплотнитель имеет высокие ОДС и менее эластичный. При низких температурах после открывания окна и повторного запирания створки плотность притвора будет недостаточной для блокирования последующего продувания в притворе.
Предельно допустимые отклонения геометрических размеров у образца №2 TPE при использовании в бюджетных профильных системах (с нестабильными размерами сечения профиля) могут привести к тому, что окно будет туго закрываться – потребуется прикладывать большее усилие на оконную ручку. Это также усилит нагрузку на оконный профиль и фурнитуру, что может сократить срок службы окна без ремонта.
Образец №2 (TPE) нежелательно использовать при экстремально низких или высоких температурах, а также в профильных системах с нестабильными геометрическими размерами. Из-за меньшей эластичности у образца №2 может быть более низкий срок эксплуатации.
Сравнение уплотнителей EPDM и TPE показывает, что уплотнители TPE имеют более низкие эксплуатационные характеристики, чем резиновые. Характеристики тестируемого эконом-образца TPE добавили недостатков этому виду продукции. Для производителей это означает снижение качества окна в целом, рост числа рекламаций, репутационные риски. Экономическая выгода от использования дешевых TPE-уплотнителей может быть сомнительна, но выбор остается за производителями.
| Подробнее о производстве уплотнителей на заводе «Юнион Полимер Технолоджи»* |
Уплотнитель ТЭП (TPE-S) — Пористая резина, уплотнители и неопрен для пошива
Описание:
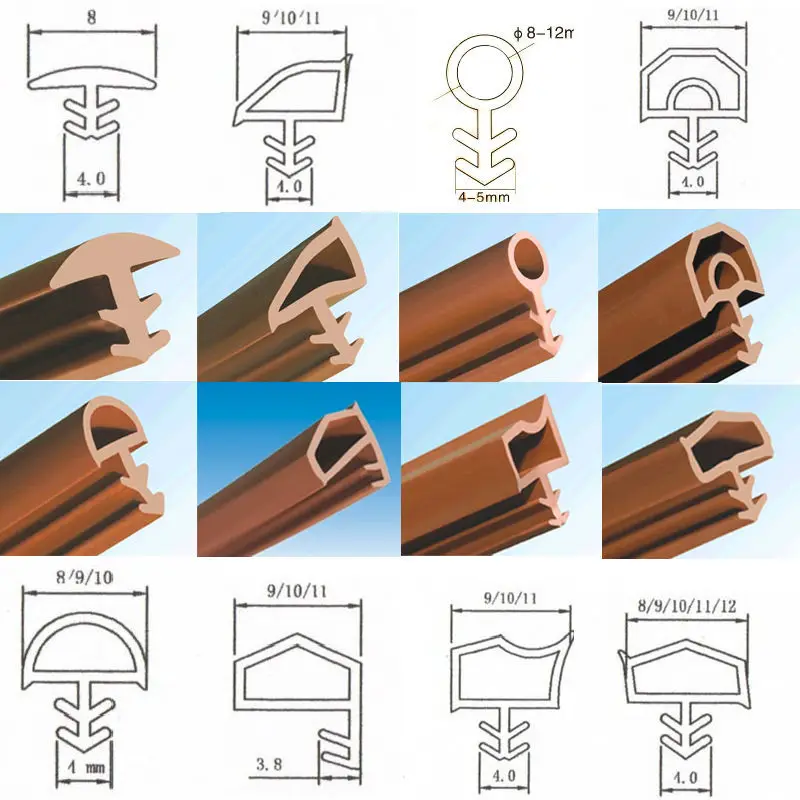
Уплотнительные ленты прямоугольного сечения защищают соединения от пыли, влаги, компенсируют зазоры, гасят шум и вибрации.
Оптимальным материалом для использования внутри помещений, вентиляционных системах, в качестве уплотнительной резинки в мусоропроводах и т.п., является модифицированный термоэластопласт TEP—S, где в качестве каучука использован нитрил – бутадиеновый каучук и поливинилхлорид.
Имеет полуоткрытые поры, что обеспечивает легкость сжатия и мягкость, тактильно напоминает каучуковую губку. Отличается низкой плотностью и высокой упругостью. При это выдерживает высокие рабочие температуры.
Сечение уплотнительных лент может быть толщиной от 3мм и любой заданной ширины от 6мм до 1000мм.Для предоставления расчета на требуемое Вам сечение, заполните Заявку на расчет стоимости, и мы свяжемся с Вами для уточнения всех вопросов.
Области применения:
- Нефтяная промышленность
- Вентиляционные системы
- Электроника
- Ж/Д
- Ложементы
- Акустика
- Мусоропроводы
- Прыжковые ямы
- Тара и упаковка
Технические характеристики:
Структура ячейки:
Полуоткрытая
Относительная плотность (кг/м3):
65 +/5
Твердость по Шору (шкала 00):
15 +/- 2
Диапазон рабочей температуры (ºС):
-5ºС +170ºС
Изменение линейного размера при 70 ºС в теч. 48 часов ( ASTM D 1204) термическая усадка:
48 часов ( ASTM D 1204) термическая усадка:
Огнестойкость:
высокая
Водопоглащение:
| Основные свойства 0 — не устойчив 1 — плохо 2 — хорошо 3 — отлично | |||||||
| Хим. стойкость | Механические свойства | ||||||
| Воздух + У.Ф. | Масло/Бензин | Кислоты/Щелочи | Растяжение | Cопротивление на раздир | Сопротивление на разрыв | Эластичность | Упругость |
| 3 | 2 | 2 | 3 | 1 | 0 | 3 | 2 |
Подробное описание:
Одной из последних разработок в области термоэластопластов является модифицированный TPE—S, где в качестве каучука использован нитрил – бутадиеновый каучук и поливинилхлорид.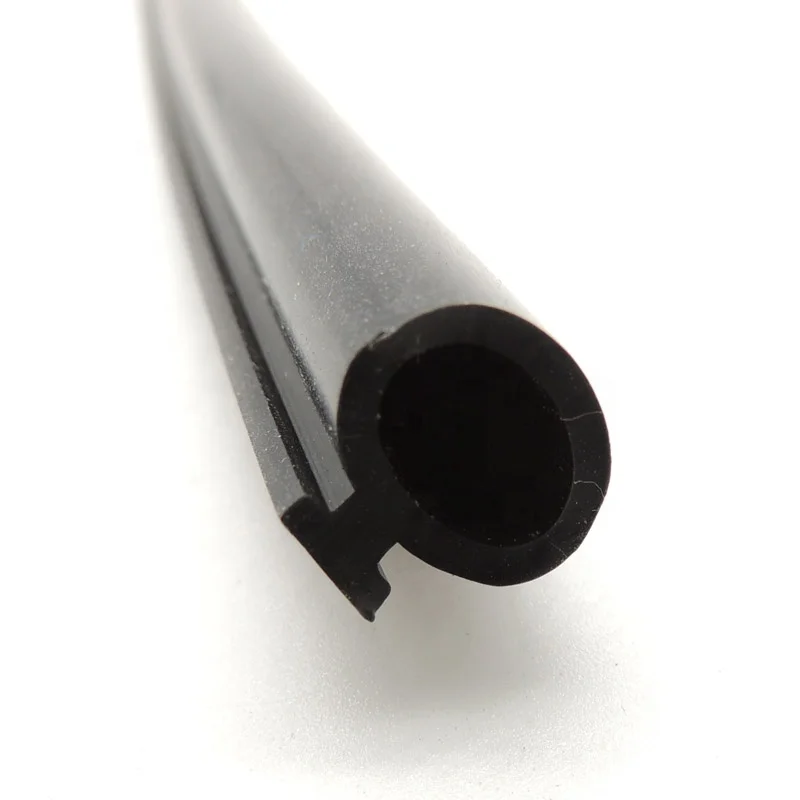
Имеет полуоткрытые поры, что обеспечивает легкость сжатия и мягкость, тактильно напоминает каучуковую губку. Отличается низкой плотностью и высокой упругостью. При это выдерживает высокие рабочие температуры.
Термоэластопласт TEP—S обладает универсальными свойствами:
- устойчив к влиянию кислот, солей, щелочей, масел, нефтепродуктов и углеводородным соединениям
- самогашение, препятствует распространению огня
- высокие рабочие температуры до +170С
- экологичен
На поверхность таких уплотнителей наносится специальный клеевой слой, который обладает высоким уровнем адгезии.
Уплотнительные ленты из данного материала широко применяются:
- При сборке в качестве уплотняющего материала
- В машиностроении и приборостроении, как амортизирующий и виброизолирующий материал
- Вентиляционных системах
- упаковочной таре как противоударная прокладка
- В качестве звукоизоляции на металлических листах и каркасах
Лицензии и сертификаты:
Дополнительные материалы:
Заявка на расчет
Файлы:
(Доступные типы файлов: pdf,cdr,dxf,ai,stl,stp,3ds)
Отправляя форму, я даю согласие на обработку персональных данных.
Заявка на расчет
Файлы:
(Доступные типы файлов: pdf,cdr,dxf,ai,stl,stp,3ds)
Отправляя форму, я даю согласие на обработку персональных данных.
ПрокладкиEPDM по сравнению с прокладками TPE | Custom Rubber Products
- Автор сообщения: Steve Melito
- Сообщение опубликовано: 24 октября 2022
- Категория должности: Инженерные / стандартные резиновые изделия
Прокладки из EPDM и прокладки из TPE — это сравнение, которое необходимо провести разработчикам экологических уплотнений. Этилен-пропилен-диеновый мономер (EPDM) и термопластичные эластомеры (TPE) устойчивы к воде, атмосферным воздействиям, озону и солнечному свету. Эти прокладочные материалы также выдерживают широкий диапазон температур наружного воздуха и доступны в составе соединений, отвечающих определенным отраслевым стандартам, например, по воспламеняемости. Как EPDM, так и TPE поставляются в губчатом и твердом профилях и поддерживают одни и те же процессы изготовления прокладок.
Как EPDM, так и TPE поставляются в губчатом и твердом профилях и поддерживают одни и те же процессы изготовления прокладок.
Свяжитесь с Elasto Proxy, если вы являетесь производителем, который сравнивает прокладки из EPDM с прокладками из TPE и нуждается в малых и средних объемах. Мы являемся производителем на заказ, который использует гидроабразивную резку для быстрой и точной резки листовых материалов и профилей. Нет необходимости ждать или платить за инструменты, и мы также предлагаем дополнительные услуги, такие как комплектация, индивидуальная упаковка и маркировка деталей. Как показано в этой статье, Elasto Proxy также может помочь вам с выбором материала.
Elasto Proxy использует гидроабразивную резку как прокладок из EPDM, так и прокладок из TPE.Прокладки из этилен-пропиленового каучука
Прокладки из этилен-пропиленового каучука изготовлены из синтетического, устойчивого к атмосферным воздействиям эластомера, который традиционно используется для уплотнений дверей и окон. EPDM демонстрирует превосходную устойчивость к ультрафиолетовому (УФ) излучению и сохраняет свою гибкость при низких температурах, что является проблемой в холодном климате. Прокладки из EPDM могут иметь стальной сердечник для усиления, но также обеспечивают высокую степень электрической изоляции. Для большей сжимаемости, чем могут обеспечить сплошные уплотнения, в качестве прокладок можно использовать пенопласт EPDM в полых формах.
EPDM демонстрирует превосходную устойчивость к ультрафиолетовому (УФ) излучению и сохраняет свою гибкость при низких температурах, что является проблемой в холодном климате. Прокладки из EPDM могут иметь стальной сердечник для усиления, но также обеспечивают высокую степень электрической изоляции. Для большей сжимаемости, чем могут обеспечить сплошные уплотнения, в качестве прокладок можно использовать пенопласт EPDM в полых формах.
Типичный диапазон рабочих температур для прокладок из EPDM составляет от -50°F до +300°F (от -45°C до 150°C) и до +355°F (+180°C) в паре. В таблице указаны основные свойства EPDM.
Комплект для сжатия | Хорошее |
Прочностные характеристики | 8 Хорошее 36 |
Низкотемпературные свойства | Хорошее |
Износостойкость | Хорошая |
Газопроницаемость | Удовлетворительная |
Отлично | |
Озоностойкость | Отлично |
Химическая стойкость | Хорошая |
Термостойкость | Отличное |
Огнестойкость | Плохое |
Эласто Прокси отраслевые требования к пламени, дыму и токсичности (ФСТ). Эти огнестойкие прокладочные материалы идеально подходят для транспортных средств общественного транспорта, таких как автобусы, метро и железнодорожные вагоны. Прокладки из EPDM также доступны из компаундов, обеспечивающих огнестойкость UL 94.
Эти огнестойкие прокладочные материалы идеально подходят для транспортных средств общественного транспорта, таких как автобусы, метро и железнодорожные вагоны. Прокладки из EPDM также доступны из компаундов, обеспечивающих огнестойкость UL 94.
EPDM стоит меньше, чем TPE, но каучук EPDM не подлежит вторичной переработке. Из соображений устойчивости и других важных причин некоторые производители в настоящее время заменяют EPDM на TPE. Давайте посмотрим на другие преимущества TPE.
Прокладки из TPE могут соответствовать требованиям к воспламеняемости и поддерживать инициативы в области устойчивого развития.Прокладки TPE
Прокладки TPE изготавливаются из группы резиноподобных материалов, которые сочетают в себе прочность термопластов при обработке с гибкостью термореактивных каучуков. ISO 18064:2014 устанавливает шесть классов ТЭП в зависимости от их основных ингредиентов.
- Блок-сополимеры стирола, TPS (TPE-s)
- Термопластичные полиолефиновые эластомеры, TPO (TPE-o)
- Термопластичные вулканизаты, TPV (TPE-v или TPV)
- Термопластичные полиуретаны, TPU (TPU5) Термопласт сопоэфир
, TPC (TPE-E)
- Термопластичные полиамиды, TPA (TPE-A)
- Неклассифицированные термопластичные эластомеры (TPZ)
включая металлические и полупрозрачные цвета. Пользовательские цвета поддерживают отличительный дизайн, но профили с несколькими или разными цветами также обеспечивают эксплуатационные преимущества и могут способствовать повышению эффективности.
Пользовательские цвета поддерживают отличительный дизайн, но профили с несколькими или разными цветами также обеспечивают эксплуатационные преимущества и могут способствовать повышению эффективности.
Например, профиль TPE с несколькими цветами может использовать один из цветов в качестве визуальной подсказки, чтобы показать установщикам, где сверлить отверстия. Для поддержки складирования и комплектации производитель может покупать профили меньшего размера одного цвета, а профили большего размера — другого. Прокладки из EPDM
обычно черного цвета, но прокладки из TPE могут поставляться в нестандартных цветах. ПрокладкиTPE также являются хорошим выбором, если вам нужны перерабатываемые материалы или полностью неметаллические детали. Вместо стального сердечника уплотнения TPE от Elasto Proxy могут использовать твердый внутренний пластик. К преимуществам TPE также относятся гибкость, амортизация, устойчивость к скольжению, атмосферным воздействиям и озону.
Помимо более высокой стоимости, к недостаткам прокладок из ТРЕ относится их относительно плохое восстановление при воздействии тепла и сжатия.
Elasto Proxy может помочь вам проанализировать требования вашего применения и сравнить прокладки из EPDM с прокладками из TPE по таким параметрам, как стоимость, устойчивость к окружающей среде и экологичность. Если вы являетесь производителем, которому нужна помощь в сравнении прокладок из EPDM и прокладок из TPE, свяжитесь с нами.
Теги: прокладки EPDM, прокладки tpe
Производство жидких уплотнений TPE медицинского класса
Чувствительные приложения требуют пристального внимания к критическим (и часто небольшим) функциям. Эффективное жидкостное уплотнение между компонентами может быть достигнуто только в том случае, если и термопластичный эластомер (TPE) гидроизоляционный интерфейс, и связующие компоненты спроектированы и изготовлены с особым вниманием к ключевым элементам.
Выбор материала TPE
Не существует материала TPE, который решает все проблемы для всех областей применения. Производители должны тесно сотрудничать со своим поставщиком материалов TPE, чтобы выбрать правильный материал для своего применения. Важные факторы, которые следует учитывать, включают:
Производители должны тесно сотрудничать со своим поставщиком материалов TPE, чтобы выбрать правильный материал для своего применения. Важные факторы, которые следует учитывать, включают:
- Комбинация с составом материала связующего компонента: Эффективная адгезия между поверхностью уплотняющей жидкости TPE и связующим компонентом требует надлежащего, наиболее совместимого сочетания материалов компонента.
- Твердость (или «твердость по Шору»): Чем мягче материал TPE, тем более гибким и податливым он будет приспосабливаться к окружающим подложкам под давлением. Это создает более эффективное уплотнение. Однако более мягкие материалы могут деформироваться под действием внутренних или внешних сил, вызывая такие проблемы, как окклюзия, которые негативно влияют на характеристики потока. Хотя более твердые материалы обеспечивают надежную геометрию, они могут потребовать чрезмерных усилий сжатия для образования эффективного уплотнения. Это может иметь негативные последствия при работе с деликатными субстратами.
- Компрессионный комплект: Степень, в которой уплотнение TPE возвращается к своим первоначальным размерам после воздействия давления при различных температурах, различается для разных типов. Если TPE не полностью восстанавливает свои первоначальные размеры, потерянная сумма называется его «комплектом сжатия». Это обычно выражается в процентах (например, «0%» означает, что TPE полностью восстановит свои первоначальные размеры). Остаточная деформация при сжатии конкретного материала TPE в сочетании с его предполагаемым использованием может указывать на ожидаемый срок службы уплотнительного интерфейса TPE. Таким образом, конструкция гидрозатвора из TPE имеет решающее значение для оптимизации этого потенциального ограничения, если ожидается повторное использование или длительное давление с изменением температуры или без него.
- Термическая стойкость/температура эксплуатации: См. Температура и уплотнение.
- Химическая стойкость/совместимость: В основном это определяется применением и функцией устройства. В некоторых случаях из-за характеристик реагента и/или материала TPE гидрозатвор TPE может поглощать некоторое количество жидкости. И наоборот, некоторое количество вещества может попасть в жидкость из TPE, что отрицательно скажется на реагенте. Материал образца, такой как нуклеиновые кислоты (например, ДНК или РНК), белок, кровь и клетки, а также реагенты, включая ферменты, растворители, буферы, флуоресцентные метки или детергенты, не должны ни прилипать к ТРЕ, ни повреждать его.
 Это может иметь негативные последствия при работе с деликатными субстратами.
Это может иметь негативные последствия при работе с деликатными субстратами. Температура и уплотнение.
Температура и уплотнение.Направляющая для герметизации
Сложные формы, мелкие элементы, сильное пневматическое давление — изготовление стабильной поверхности герметизации может быть сложным. Загрузите наше руководство по гидроизоляции TPE, чтобы узнать, как Enplas Life Tech может помочь.
Загрузить
Некоторые из конструктивных особенностей, описанных ниже, выходят за рамки базовой поддержки проектирования, предоставляемой любым производителем, которая называется «Проектирование для технологичности» (DFM). Как правило, базовый DFM фокусируется на получении технологичной сборки. Однако в Enplas Life Tech процесс DFM выходит за рамки технологичности, чтобы фактически улучшить характеристики продукта. В этом смысле DFM в Enplas лучше было бы назвать «Дизайн для функциональности».
Как правило, базовый DFM фокусируется на получении технологичной сборки. Однако в Enplas Life Tech процесс DFM выходит за рамки технологичности, чтобы фактически улучшить характеристики продукта. В этом смысле DFM в Enplas лучше было бы назвать «Дизайн для функциональности».
- Конструкция жидкостного уплотнения из TPE: Независимо от того, прилипает ли гидродинамическое уплотнение из TPE к связующему компоненту химически или нет, для усиления сцепления могут потребоваться вспомогательные механические элементы. Конструктивные особенности связующего компонента, такие как замки или подрезы, могут обеспечить прочное механическое сцепление между материалами. Для TPE, которые могут химически связываться со связующим компонентом, используется процесс, называемый многослойным формованием. Когда связующий компонент имеет несколько областей сопряжения, может быть более эффективным объединить ТЭП в виде одного компонента, а не создавать для каждого из них разные гидроизоляционные уплотнения ТЭП. Такая модификация требует значительного инженерного опыта, поскольку форма будет более сложной с более широкой площадью поверхности для склеивания.
- Конструкция склеиваемого компонента: В некоторых случаях (например, при движении, воздействующем на жидкостное уплотнение из TPE) на поверхность склеивания могут быть добавлены элементы, предотвращающие возможное отслоение и дальнейшую утечку.
- Конструкция инструмента/формы для жидкостного уплотнения из TPE и связующего компонента: Профессиональная конструкция инструмента как для жидкостного уплотнения, так и для связующего компонента имеет решающее значение для обеспечения того, чтобы сборка выполняла функции, предусмотренные конструкцией. Это связано с тем, что термопласты не всегда перерабатываются идеально однородно. Правильная конструкция инструмента может контролировать поток термопластичного материала и сводить дефекты к минимуму. Например, простой выбор места для размещения «затвора» (где термопластический материал входит в форму) может значительно повлиять на эффективность герметизации жидкости.
 Такая модификация требует значительного инженерного опыта, поскольку форма будет более сложной с более широкой площадью поверхности для склеивания.
Такая модификация требует значительного инженерного опыта, поскольку форма будет более сложной с более широкой площадью поверхности для склеивания.
Производственный процесс
Крайне важно выбрать правильного партнера-производителя, обладающего опытом и дальновидностью, чтобы управлять всеми важными производственными процессами, чтобы конечный продукт полностью реализовал свой потенциал.
- Изготовление форм для литья под давлением: Для изготовления литьевых изделий требуются две формы. Первая форма предназначена для жесткой пластиковой подложки. Вторая форма — это та, в которую помещается жесткий пластик для формования с помощью TPE. Этот второй инструмент для многослойного формования является сложным и требует специальных знаний для изготовления и использования, поскольку установка и выравнивание жесткой пластиковой подложки в форме требует точности. Эта точность гарантирует, что TPE будет отформован в правильном положении. В этом процессе требуется тонкий контроль и сложные системы отключения, поскольку TPE давит не только на стабильную сталь, но и на пластиковую деталь. Знание (управление потоком материалов TPE) и производственные возможности (создание прецизионного инструмента) имеют решающее значение для изготовления надежной пресс-формы для качественных многокомпонентных форм.
- Качество литья под давлением: Если во время литья под давлением не применяются надлежащие процессы и не соблюдаются параметры, произведенные компоненты не будут отражать предполагаемую конструкцию. Обратитесь к руководству PolyOne производителя материала TPE TPE Injection Molding , чтобы узнать о широком спектре знаний и соображений, необходимых для надлежащего формования TPE.
 Знание (управление потоком материалов TPE) и производственные возможности (создание прецизионного инструмента) имеют решающее значение для изготовления надежной пресс-формы для качественных многокомпонентных форм.
Знание (управление потоком материалов TPE) и производственные возможности (создание прецизионного инструмента) имеют решающее значение для изготовления надежной пресс-формы для качественных многокомпонентных форм.- Контроль качества/метрология: Для применений, требующих прецизионного уплотнения, любой незначительный дефект формы может нанести ущерб. Для обеспечения крупносерийного производства без сбоев и задержек поставок требуется эффективная система обеспечения качества. Для систематического обеспечения качества следует проводить надлежащую валидацию процесса.
