
Ремонт сварочных инверторов своими руками: диагностика и методы устранения
Когда ломается сварочный аппарат, срываются планы по работе. Требуется найти причину поломки и устранить ее. Если оборудование уже не на гарантии, не обязательно обращаться в сервисный центр. Некоторые проблемы можно распознать и отремонтировать своими силами. В статье мы рассмотрим возможные неисправности в разных инверторных аппаратах, способы диагностики и методики ремонта. Так же затронем, какие лучше покупать сварочные аппараты, чтобы реже сталкиваться с их поломками.
В этой статье:
- Устройство инверторного сварочного аппарата
- Диагностика поломок инверторных сварочных аппаратов
- Конкретные признаки неисправности и способы ремонта
- Советы при сварке
Устройство инверторного сварочного аппарата
Чтобы повысить шансы на успех при ремонте сварочного аппарата, нужно немного разобраться в его устройстве.
Инверторный блок, выдающий преобразованный постоянный ток для сварки, состоит из следующих элементов:
 Фильтр устраняет негативное воздействие.
Фильтр устраняет негативное воздействие.Основным элементом выступает плата управления с ключами. Это транзисторные ключи типа Mosfet или более современные — IGBT. Содержат по 2 или по 4 ключа, соответственно делятся на полумостовые и мостовые. Обеспечивают экономичный расход электроэнергии, нагрузку и тонкие настройки сварочного тока.
Суть работы инвертора заключается в получении от сети переменного тока с частотой 50 Гц, его выпрямления, преобразования снова в переменный, но с уже повышенной во много раз частотой. На выходе ток снова выпрямляется и сварка ведется постоянным током.
Диагностика поломок инверторных сварочных аппаратов
Когда сварочный аппарат не работает, из него пошел дым, ощущается запах гари, необходима диагностика. В домашних условиях это делается так:
В домашних условиях это делается так:
-
Отключите аппарат от сети
-
Выкрутите винты боковой крышки
-
Осмотрите платы, конденсаторы, транзисторы, клеммы
-
Подергайте провода рукой
Искать необходимо черные следы (если что-то сгорело) или слабый, болтающийся контакт. Чаще всего инверторы перестают работать по причине перегорания одного из элементов. Тогда аппарат полностью не включается или гудит, но не варит. Задача — найти проблемный модуль и заменить его или восстановить контакт.
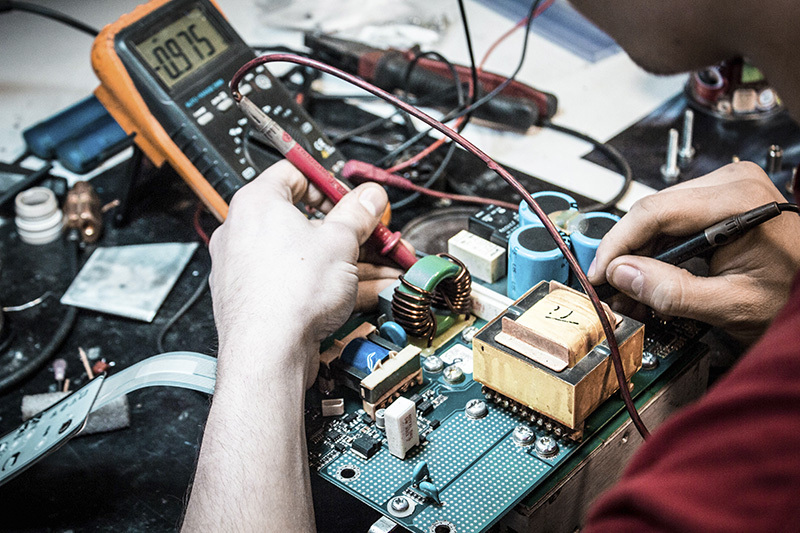
Если визуальный осмотр ничего не дал, диагностика продолжается при помощи мультиметра. Не специалисту нельзя лезть в инвертор, находящийся под напряжением. Проверка сопротивления и заявленных параметров по напряжению и силе тока — это удел мастеров. Любителю можно только прозвонить отключенную от питания электросхему.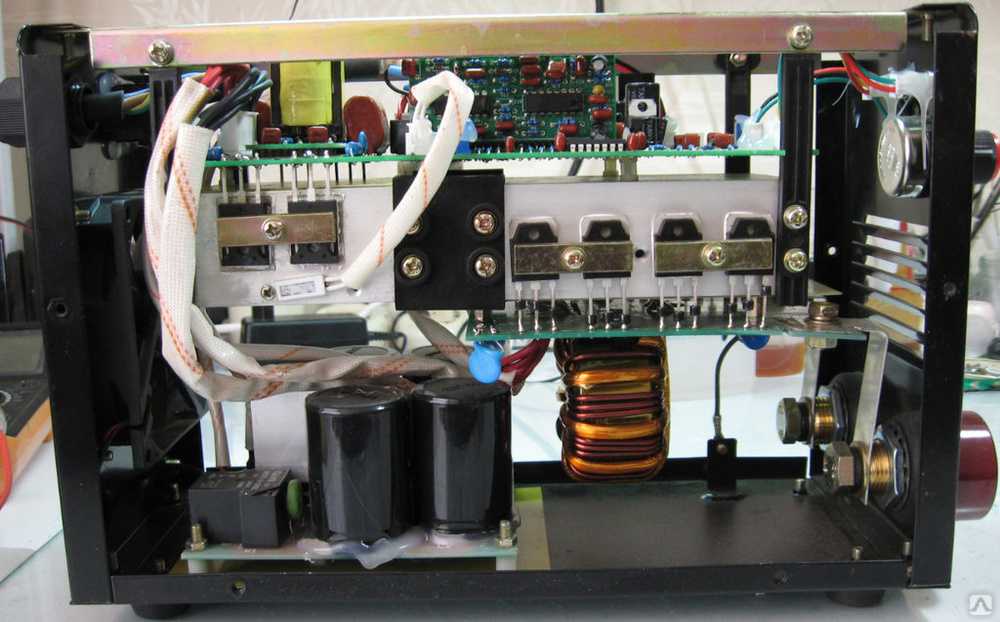
Для этого установите переключатель в мультиметре в режим прозвона. Часто он обозначен колокольчиком или иконкой проверки целостности цепи. В зависимости от радиодетали, которую вы планируете проверять, применяется различные способы проверки, а также выбор параметров на мультиметре. В общем смысле необходимо один контакт детали прислонить в одному щупу, а другой — к другой. На экране мультиметра должна загореться единица (контакт есть или иное обозначение). Если на дисплее нули, вы нашли сгоревший элемент (зависит от вида радиодетали).
Его нужно выпаять и заменить на новый с аналогичной маркировкой. Пайку лучше производить станцией с оловоотсосом, чтобы не залить припоем соседние контакты, создав дорожку для короткого замыкания после включения:
-
Нагрейте ножки сгоревшего элемента и расшевелите его в печатной плате, извлеките наружу
-
Обезжирьте место соединения канифолью
-
Вставьте новый элемент в отверстия печатной платы
-
Подайте припой и дождитесь его застывания
Чтобы прозвонить тестером диодные мосты, их, как правило, предварительно потребуется выпаять из общей схемы, т.
Это общие принципы диагностики и ремонта. Далее рассмотрим поломки разной степени сложности, возможные причины и способы устранения.
Конкретные признаки неисправности и способы ремонта
Поломки сварочного инвертора можно разделить по степени сложности. Некоторые вполне реально устранить своими руками в домашних условиях.
Сварочный инвертор искрит, но не варит
СкрытьПодробнее
Проблема характеризуется отсутствием сварочной дуги, но небольшой контакт проявляется при проведении электродом по изделию. Это простая поломка, связанная со слабым соединением. Проверьте жесткость присоединения сварочного кабеля и массы к гнездам в аппарате. Если они болтаются, закрепите. Проверьте присоединение массы к изделию. Если это самодельный крючок — лучше прихватите его сваркой.
Искрить электрод может по причине неверно выбранной силы тока. Иногда «крутилка» случайно сбивается при перестановке аппарата, если задеть ее одеждой. Чтобы такого не происходило, используйте инверторы с защитным экраном, закрывающим панель управления. Такой есть, например у аппарата для сварки EWM PICO 160 CEL PULS ММА
Искрить, но не варить инвертор может из-за слабого входящего напряжения. Проверьте тестером показания в розетке. Если они ниже 220 В, то поможет стабилизатор напряжения или сварочные аппараты, рассчитанные на работу с пониженным входящим током. Например сварочный инвертор РЕСАНТА САИ-220 варит при входном напряжении 140 В. Конечно, 220 А он не выдает при заниженных параметрах входящего тока, зато получится приварить листы железа к воротам, сварить бак для дачи и пр.
Чем больше просадка напряжения, тем ниже сварочный ток. Вот таблица напряжения на плату при сварке инвертором с пределом 160 А, показывающая взаимозависимость параметров.
Вот таблица напряжения на плату при сварке инвертором с пределом 160 А, показывающая взаимозависимость параметров.
| Напряжение от сети, В | Сопротивление, Ом | Сварочный ток, А |
|---|---|---|
| 220 | 0 | 160 |
| 210 | 1 | 150 |
| 197 | 2 | 145 |
| 180 | 3 | 115 |
| 165 | 4 | 105 |
Длинный сетевой провод приводит к повышенному сопротивлению и снижает входящий ток. Здесь поможет переподключение в более близкую розетку коротким проводом или использование инверторов, рассчитанных на пониженное напряжение.
Здесь поможет переподключение в более близкую розетку коротким проводом или использование инверторов, рассчитанных на пониженное напряжение.
Длинные сварочные кабеля массы и электрододержателя тоже выступают повышенным сопротивлением, снижая силу тока. Попробуйте подсоединить короткие кабеля 3-4 м и повторить возбуждение дуги.
Электрод прилипает к металлу
СкрытьПодробнее
Электрод может прилипать по тем же причинам, что и искрить: низкий сварочный ток, длинный сетевой провод и сварочные кабеля, пониженное напряжение в сети. Но порой такое случается при сварке тонкого металла. Сварочный ток 60-80 А прожигает металл, а низкий 30-50 А вызывает прилипание электрода.
Тогда выбирайте сварочный инвертор с функцией антизалипание. Например ESAB BUDDY ARC нем есть специальный режим, который при пониженных рабочих токах «чувствует» момент прилипания электрода и кратковременно подает повышенный ток.
Не регулируется ток
СкрытьПодробнее
Когда невозможно изменить силу тока, дело в самом переключателе. Он неисправен механически или по электрической части. Снимите пластиковую «крутилку» и попробуйте провернуть шток пассатижами.
Если регулятор не реагирует, значит нужно прозвонить его контакты мультиметром. В случае обрыва регулятор меняют целиком, отпаяв клеммы и выкрутив его из корпуса. Установите новый регулятор и проверьте работу аппарата.
Почему сварочный аппарат включается, но не варит
СкрытьПодробнее
Если лампочка «Сеть» горит и гудит вентилятор, но сварочный аппарат не варит, скорее всего, он перегрелся. У каждого инвертора есть своя продолжительность включения(ПВ) или продолжительность нагрузки (ПН). Она указывается в % и означает, сколько из 10 минут оборудование может работать беспрерывно на определенном токе.
У каждого инвертора есть своя продолжительность включения(ПВ) или продолжительность нагрузки (ПН). Она указывается в % и означает, сколько из 10 минут оборудование может работать беспрерывно на определенном токе.
У бытовых моделей чаще всего показатель ПВ 30-40%, поэтому проварив 5-10 минут подряд устройство уходит в защиту, чтобы не сгореть. Подождите 20-30 минут, пока аппарата не остынет и попробуйте варить снова. Если требуются длительные регулярные сварочные работы, используйте аппараты с ПВ 60-100%, как например инвертор БАРСВЕЛД Profi ARC-507 D для трехфазной сети или сварочник ТОРУС-250 Экстра для двухфазной. Среди полуавтоматов хорошо зарекомендовал себя по продолжительности нагрузки Аврора PRO OVERMAN 200
Сварочный инвертор не включается/не работает
СкрытьПодробнее
Если на инверторе не горят лампочки, возможно, оборван сетевой провод. Разберите корпус и проверьте надежность контактов сетевого кабеля. Вторая вероятная причина — большой слой пыли на плате, — аппарат ушел в защиту, чтобы избежать короткого замыкания. Разберите корпус и продуйте аппарат сжатым воздухом от компрессора. Если компрессора нет, используйте мягкую щетку.
Разберите корпус и проверьте надежность контактов сетевого кабеля. Вторая вероятная причина — большой слой пыли на плате, — аппарат ушел в защиту, чтобы избежать короткого замыкания. Разберите корпус и продуйте аппарат сжатым воздухом от компрессора. Если компрессора нет, используйте мягкую щетку.
Когда инвертор не включается, проверьте входной диодный мост и силовые конденсаторы.
Советы при сварке
Чтобы сварочные аппараты не ломались, важно соблюдать ряд простых советов:
-
Подбирайте правильные режимы сварки
-
Периодически проверяйте плотность контактов сварочных кабелей и сетевого провода
-
При пониженном напряжении используйте аппараты, рассчитанные на просадку
-
Не перегружайте инвертор сверх его паспортного ПВ. Давайте оборудованию остывать
-
Следите, чтобы корпус не накрыли сверху рабочей одеждой или другими материалами, задерживающими теплообмен
-
Не размещайте инвертор в запыленных помещениях
Если предстоит регулярно варить в тяжелых строительных условиях, применяйте сварочные аппараты с защитой корпуса резиновыми накладками, как это есть у аргоновой модели Сварог REAL TIG 200 или ММА полуавтомат ESAB Rebel EMP
Выбрать надежные полуавтоматы, инверторы TIG и аппараты РДС можно среди проверенных брендов EWM, Fronius, Lincoln Electric, ESAB. Или обращайте внимание на категорию «профессиональные» и «полупрофессиональные», где модели изначально рассчитаны на более продолжительную работу. Тогда реже придется сталкиваться с поломками и чинить их.
Или обращайте внимание на категорию «профессиональные» и «полупрофессиональные», где модели изначально рассчитаны на более продолжительную работу. Тогда реже придется сталкиваться с поломками и чинить их.
Ответы на вопросы: как отремонтировать сварочный аппарат своими руками?
Как часто нужно продувать инвертор от пыли?
СкрытьПодробнее
Это зависит от степени запыленности помещения, где он расположен. Если рядом ведется абразивная резка металла, шлифовка, полировка нержавейки, то чистку рекомендуется производить еженедельно. продувка необходима каждый месяц, а лучше каждую неделю. В обычных гаражных условиях профилактическая продувка достаточна раз в 6 месяцев.
Что делать, если инвертор слабо варит?
СкрытьПодробнее
Проверьте напряжение в розетке, оно должно соответствовать ГОСТу.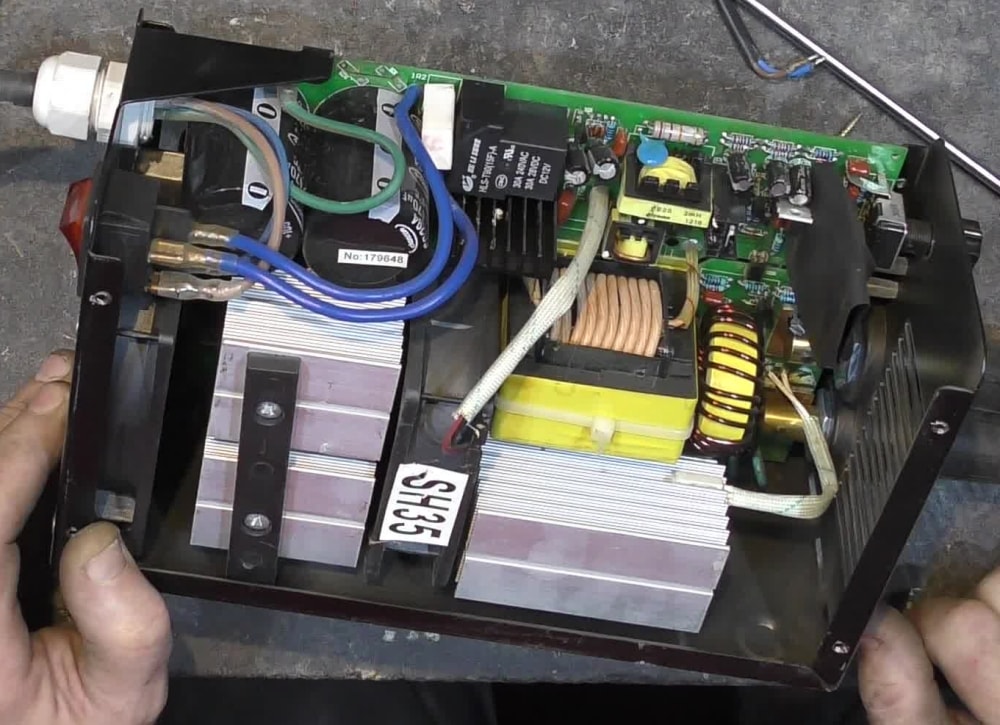 Если оно низкое, попробуйте варить в другое время суток. Если напряжение нормальное, постарайтесь подключить аппарат в сеть с минимальной длиной провода (сетевые провода 220 V создают дополнительное сопротивление).
Если оно низкое, попробуйте варить в другое время суток. Если напряжение нормальное, постарайтесь подключить аппарат в сеть с минимальной длиной провода (сетевые провода 220 V создают дополнительное сопротивление).
Чем и как продуть инвертор от пыли?
СкрытьПодробнее
Для этого подойдет любой компрессор. В большинстве моделей ничего разбирать не требуется. На лицевой стороне есть перфорация для вентиляции. Наставьте шланг на нее и включите подачу воздуха. Пыль выйдет с обратной стороны за вентилятором.
Как быть, если сварочный аппарат сильно тарахтит при сварке?
СкрытьПодробнее
Для трансформаторов — это обычный звук работы. Сделать ничего нельзя. Если начал тарахтеть инвертор, проверьте прочность крепления кожуха. Часто винтики раскручиваются от вибрации и корпус начинает резонировать.
Что делать, если разболталось гнездо кабеля массы/держателя?
СкрытьПодробнее
Если разъем болтается, это создает плохой контакт, что приведет к поломке аппарата. Разъем необходимо заменить. мешает варить. Разъем можно заменить, добравшись с обратной стороны. Купите точно такой же для своей модели инвертора.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Товары
Быстрый просмотрАргонодуговой аппарат БАРСВЕЛД Profi TIG-217 DP AC/DC (220 В) 70 850 руб
Купить
рекомендуем
Быстрый просмотрСварочный полуавтомат ESAB Caddy Mig C200i (с горелк. )
115 373.86 руб
)
115 373.86 руб
Купить
Быстрый просмотрСварочный инвертор FUBAG IR 200 (220 В) 8 630 руб
Купить
Самостоятельный ремонт сварочного инвертора: принципы и правила
Независимо от надёжности и гарантий производителя аппарат для сварки со временем выходит из строя. В некоторых случаях найти неполадку и устранить её можно своими руками. Это позволит оптимизировать расходы, связанные с его эксплуатацией.
1 / 1
Распространённые неисправности
Самое слабое звено сварочного трансформатора – это его клеммная колодка. Плохой контакт и большая величина сварочного тока приводят к сильному нагреву соединения и проводов. Результатом становится разрушение самого соединения и замыкание. Другие распространённые поломки трансформаторов:
Плохой контакт и большая величина сварочного тока приводят к сильному нагреву соединения и проводов. Результатом становится разрушение самого соединения и замыкание. Другие распространённые поломки трансформаторов:
-
Отключение оборудование в произвольном порядке.
-
Появление сильного гудения.
-
Ощутимый нагрев сварочного оборудования.
-
Плохая регулировка или низкая величина сварочного тока.
-
Повышенное потребление тока при отсутствующей нагрузке.
-
Обрыв дуги по непонятной причине.
К наиболее типичным неисправностям инверторных аппаратов относятся следующие моменты:
-
Дуга горит неустойчиво или она сопровождается большим разбрызгиванием материала электрода.
 Причина этому – неправильный выбор тока и скорости сварки.
Причина этому – неправильный выбор тока и скорости сварки.
-
Инвертор находится во включённом состоянии, индикаторы работают, но сварка отсутствует. К основным причинам относятся перегрев устройства и повреждение кабелей.
-
Сварочный электрод стал прилипать к металлу. Обычно подобное происходит из-за низкого питающего напряжения электросети. Также на это может повлиять плохой контакт модулей оборудования в панельных гнёздах или слишком длинный удлинитель. Если длина последнего составляет 40 м и более, то эффективность работы сильно падает вследствие больших потерь в питающей электросети.
 Причина этому – неправильный выбор тока и скорости сварки.
Причина этому – неправильный выбор тока и скорости сварки.
Основные причины выхода инверторов из строя
Инверторный аппарат обладает более сложной, чем выпрямитель или трансформатор, конструкцией. Соответственно, она менее надёжная. В случае выхода какой-либо детали этого оборудования необходимо проверить работоспособность транзисторов, диодов и прочих элементов, относящихся к электронной схеме инвертора. Для этого пользователю нужно уметь работать с цифровым мультиметром, вольтметром и другой измерительной техникой. Не лишними будут навыки работы с осциллографом. Причины поломки электронной схемы инвертора:
Для этого пользователю нужно уметь работать с цифровым мультиметром, вольтметром и другой измерительной техникой. Не лишними будут навыки работы с осциллографом. Причины поломки электронной схемы инвертора:
-
Попадание под корпус аппарата влаги. Чаще всего причиной являются осадки: снег и дождь.
-
Скопление большого количества пыли внутри корпуса. Плохо влияет на охлаждение электронной схемы. Чаще всего пыль попадает в устройство во время его использования на стройплощадках.
-
Несоблюдение режима непрерывности сварочных работ, предусмотренного изготовителем. Может привести к выходу из строя электроники вследствие перегрева инвертора.
-
Инвертор не включается. Одна из причин – это низкое напряжение в электросети.
-
Прекращение работы устройства во время длительной работы.
Возможно, сработала защита по температуре. Это не неисправность. Нужно выдержать паузу в 20-30 мин.
 Возможно, сработала защита по температуре. Это не неисправность. Нужно выдержать паузу в 20-30 мин.
Возможно, сработала защита по температуре. Это не неисправность. Нужно выдержать паузу в 20-30 мин.
Как устранить неполадку
Выполнить ремонт сварочного аппарата своими руками можно не в каждой ситуации. Если из корпуса появился дым или вы почувствовали запах гари, то это говорит о сложности поломки. Для её устранения следует воспользоваться помощью сервисной службы.
Нередко бывает так, что определить неисправность по определённым признакам невозможно. В подобной ситуации приходится проверять один компонент схемы за другим. Из этого следует, что для ремонта своими руками требуются также познания в области электроники – хотя бы на базовом уровне. Их отсутствие может привести к появлению новых неисправностей и обернутся напрасной тратой времени. Полезные рекомендации:
-
Самостоятельный ремонт инверторных сварочных аппаратов начинается со вскрытия корпуса. Это нужно для того, чтобы визуально осмотреть начинку.
-
Нередко причиной неполадки становится плохая произведённая пайка проводов и контактов на плате. Достаточно перепаять их, чтобы инвертор заработал в нормальном режиме.
-
Визуально определить повреждённые детали несложно. Они могут быть покрыты трещинами, иметь пригоревшие на плате выводы и потемневший корпус. Все вышедшие из строя детали нужно уделить и заменить на аналогичные. Характеристики старых и новых элементов должны совпадать. Производите подбор по специальным таблицам или маркировке на корпусе оборудования.
-
Что делать, если визуальный осмотр не помог? Нужно заняться тестированием (прозваниванием) деталей оборудования. Воспользуйтесь омметром или мультиметром. Самые уязвимые части инверторных моделей – это транзисторы. Поэтому диагностику оборудования начните с их проверки. Также при помощи тестера нужно прозвонить оставшиеся части платы.
-
Проверьте все печатные проводники – возможно, вы найдёте обрывы или подгоревшие участки. Последние нужно удалить и напаять перемычки проводом ПЭЛ.
-
Выполните проверку контактов всех разъёмов, имеющихся в аппарате. В случае необходимости зачистите контакты. Используйте белую стиральную резинку.
-
Проверять диодные мосты удобнее после предварительного отпаивания от них проводов и удаления с платы. Несмотря на то, что они являются достаточно надёжными компонентами инвертора, иногда диодные мосты выходят из строя.

Ремонт сварочного инвертора предполагает также проверку сигналов, которые поступают на шины затворов блока ключей. Узнать, если ли этот сигнал или нет можно при помощи осциллографа. Более сложные и неопределённые случаи требуют вмешательства специалистов.
Читайте также
Выбор регулятора расхода газа
Выбор сварочного оборудования: советы и обзор популярных аппаратов для сварки
Аргонодуговая сварка вольфрамовым электродом
Подбор сварочных электродов для ручной дуговой сварки
Неисправности и способы ремонта инверторных сварочных аппаратов своими руками
Инверторные сварочные аппараты завоевывают все большую популярность среди сварщиков благодаря своим компактным размерам, небольшому весу и приемлемой цене. Как и любое другое оборудование, эти устройства могут выйти из строя из-за неправильной эксплуатации или из-за конструктивных недостатков. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но бывают поломки, которые устраняются только в сервисном центре.
Как и любое другое оборудование, эти устройства могут выйти из строя из-за неправильной эксплуатации или из-за конструктивных недостатков. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но бывают поломки, которые устраняются только в сервисном центре.
Содержание
- 1 Сварное инверторное устройство
- 2 Как работает инвертор
- 3 Причины расщеплений инверторов
- 4 Особенности ремонта
- 5 Основные неисправности и их диагностики
- 5.1. Устройство не включает
- и их диагностика
- 5.1. Устройство не включает
- и их диагностика
- 5.1. Устройство не включает
- . 5.2 Нестабильность сварочной дуги или брызги
- 5.3 Сварочный ток не регулируется
- 5.4 Большой расход электроэнергии
- 5.5 Электрод прилипает к металлу.
- 5.6 Горит перегрев
Устройство сварочного инвертора
В зависимости от моделей сварочные инверторы работают как от бытовой электросети (220 В), так и от трехфазной (380 В).
Единственное, что необходимо учитывать при подключении устройства к бытовой сети, это его энергопотребление. Если она превышает пропускную способность проводки, то блок не будет работать при плоской сети.Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямитель . Этот узел, состоящий из диодного моста, ставится на входе всей электрической цепи устройства. Это переменное напряжение, подаваемое из сети. Для уменьшения нагрева выпрямителя к нему присоединен радиатор. Последний охлаждается вентилятором (всасывающим), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Он реализован с помощью термодатчика, который при достижении диодами температуры 90°, разрывает цепь.
- Фильтр конденсатора . Он подключен параллельно диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В и емкость 470 мкФ на каждый конденсатор.
- Фильтр подавления помех . Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушить работу других устройств, подключенных к этой электрической сети. Для удаления помех перед выпрямителем установлен фильтр.
- Инвертор . Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полномостовые. Ниже представлена схема полумостового преобразователя, имеющего 2 транзисторных ключа на базе приборов серии MOSFET или IGBT, которые чаще всего можно увидеть на инверторных устройствах средней ценовой категории. Схема мостового преобразователя более сложная и уже включает 4 транзистора. Эти типы преобразователей устанавливаются на самые мощные аппараты для сварки и, соответственно, на самые дорогие.
Так же, как и диоды, транзисторы монтируются на радиаторы для лучшего отвода тепла от них.
Для защиты транзисторного блока от скачков напряжения перед ним установлен RC-фильтр. - Высокочастотный трансформатор . Он устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. За счет включения в конструкцию этого модуля ферритового магнитопровода стало возможным уменьшить вес и уменьшить размеры трансформатора, а также снизить потери мощности и повысить КПД оборудования в целом. Например, вес трансформатора, имеющего железный магнитопровод и способного обеспечить ток силой 160 А, будет около 18 кг. А вот трансформатор с ферритовым магнитопроводом при тех же токовых характеристиках будет иметь массу около 0,3 кг.
- Вторичный выходной выпрямитель. Состоит из моста, который состоит из специальных диодов, с большой скоростью реагирующих на ток высокой частоты (открытие, закрытие и восстановление занимает около 50 наносекунд), на что обычные диоды не способны. Мост оборудован радиаторами для предотвращения его перегрева. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещены две медные клеммы, обеспечивающие надежное подключение к ним кабеля питания и кабеля заземления.
- Плата управления . Всеми операциями инвертора управляет микропроцессор, который получает информацию и управляет работой аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению подбираются идеальные параметры тока для сварки различных видов. металлов. Кроме того, электронное управление экономит энергию, обеспечивая точно рассчитанные и дозированные нагрузки.
- Реле плавного пуска . Чтобы диоды выпрямителя от большого тока заряженных конденсаторов не сгорели во время пуска инвертора, используется реле плавного пуска.
Принцип работы инвертора
Ниже представлена схема, наглядно показывающая принцип работы сварочного инвертора.
Итак, принцип работы этого модуля сварочного аппарата следующий.
Первичный выпрямитель инвертора получает напряжение от бытовой электросети или от генераторов, бензиновых или дизельных. Входной ток переменный, но проходя через диодный блок, становится постоянным . Выпрямленный ток поступает на инвертор, где преобразуется обратно в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее высокочастотное напряжение снижается трансформатором до 60-70 В с одновременным увеличением тока. На следующем этапе ток снова поступает в выпрямитель, где преобразуется в постоянный, а затем подается к выходным клеммам устройства. Все текущие преобразования управляется микропроцессорным блоком управления. Причины поломок инвертора
Современные инверторы, особенно выполненные на основе модуля IGBT, достаточно требовательны к правилам эксплуатации. Это объясняется тем, что при работе агрегата его внутренние модули выделяют много тепла . Хотя для отвода тепла от блоков питания и электронных плат используются как радиаторы, так и вентилятор, иногда этих мер бывает недостаточно, особенно в недорогих блоках.
Поэтому необходимо строго соблюдать правила, которые указаны в инструкции к устройству, подразумевающие периодическое отключение агрегата на охлаждение.Это правило обычно называется «Вовремя» (PV), которое измеряется в процентах. При несоблюдении ПВ происходит перегрев основных узлов аппарата и выход их из строя. Если такое случилось с новым блоком, то данная поломка не подлежит гарантийному ремонту.
Также при работе инверторного сварочного аппарата в запыленных помещениях пыль скапливается на его радиаторах и мешает нормальной теплоотдаче, что неизбежно приводит к перегреву и выходу из строя электрических компонентов. Если избавиться от присутствия пыли в воздухе невозможно, часто приходится вскрывать корпус инвертора и очищать все компоненты аппарата от скопившейся грязи.
Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Сбои возникают из-за конденсата на нагреваемой плате управления, в результате чего происходит короткое замыкание между деталями электронного модуля.
Особенности ремонта
Отличительной чертой инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист. . Кроме того, могут выйти из строя диодные мосты, транзисторные блоки, трансформаторы и другие части электрической цепи устройства. Чтобы провести диагностику своими руками, необходимо иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
Из вышеизложенного становится понятно, что, не имея необходимых навыков и знаний, не рекомендуется приступать к ремонту аппарата, особенно электроники. В противном случае он может быть полностью выведен из строя, а ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.
Неисправности основных блоков и их диагностика
Как уже было сказано, инверторы выходят из строя из-за воздействия на «жизненно важные» блоки устройства внешних факторов.
Также неисправности сварочного инвертора могут возникать из-за неправильной эксплуатации оборудования или ошибок в его настройках. Наиболее часто встречаются следующие неисправности или перебои в работе инверторов.Устройство не включается
Очень часто эта поломка вызвана неисправностью сетевого кабеля аппарата. Поэтому нужно предварительно снять крышку с блока и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно проблема кроется в дежурном источнике питания устройства. Техника ремонта «дежурки» на примере инвертора марки «Ресант» показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание
Эта неисправность может быть вызвана неправильной настройкой тока для электрода определенного диаметра.
Совет! Если на упаковке к электродам нет рекомендуемых значений тока, то его можно рассчитать по следующей формуле: на каждый миллиметр оборудования должен приходиться сварочный ток в пределах 20-40 А.
Вы следует также учитывать скорость сварки . Чем он меньше, тем меньшее значение тока должно быть установлено на панели управления установки. Помимо силы тока, которая соответствует диаметру добавки, вы можете воспользоваться таблицей ниже.
Сварочный ток не регулируется
Если сварочный ток не регулируется, причиной может быть выход из строя регулятора или обрыв подсоединенных к нему проводов. Необходимо снять корпус блока и проверить надежность соединения проводников, а также при необходимости прозвонить регулятор мультиметром. Если с ним все в порядке, то эта поломка может быть вызвана коротким замыканием в дросселе или выходом из строя трансформатора вторичной обмотки, что нужно будет проверить мультиметром. При обнаружении неисправности в этих модулях их необходимо заменить или перемотать к специалисту.
Большое энергопотребление
Чрезмерное энергопотребление, даже если устройство не нагружено, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов.
В этом случае отремонтировать их самостоятельно не получится. Необходимо передать трансформатор мастеру для перемотки.Электрод прилипает к металлу.
Это происходит при падении сетевого напряжения . Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется подобрать и отрегулировать режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если устройство подключено к удлинителю с малым сечением провода (менее 2,5 мм 2 ).
Часто падение напряжения, вызывающее залипание электрода, происходит при использовании удлинителя сети слишком большого размера. В этом случае проблема решается подключением инвертора к генератору.
Горит перегрев
Горящий индикатор указывает на перегрев основных модулей агрегата. Также устройство может самопроизвольно отключаться, что свидетельствует о срабатывании тепловой защиты .
Чтобы эти перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если PV = 70%, то устройство должно работать в следующем режиме: после 7 минут работы агрегату будет выделено 3 минуты на остывание.На самом деле различных поломок и причин их вызывающих может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, какой алгоритм используется для диагностики сварочного инвертора в поисках неисправности. Как диагностируется устройство, вы можете узнать, посмотрев следующее обучающее видео.
Сварочные аппараты с инвертором и трансформатором: объяснение различий
Каждый сварщик хоть раз задумывался над этим, инверторный или трансформаторный сварочный аппарат?
Основное отличие заключается в том, что инверторный сварочный аппарат значительно эффективнее и легче. Но трансформаторные сварочные аппараты более надежны в долгосрочной перспективе и лучше подходят для более суровых условий.
Итак, ответ не так прост, как вы думаете. Некоторые сварщики доверяют трансформаторному сварочному аппарату, а другие никогда не откажутся от удобства инверторного сварочного аппарата, несмотря ни на что.
Помимо этого краткого введения есть еще много различий, и в этой статье подробно рассматривается каждая технология, чтобы помочь вам решить, какая из них лучше всего соответствует вашим потребностям.
Inverter vs Transformer Welder: A Quick Overview
Inverters Transformers Weight Low High Size Compact Huge Эффективность Высокая Низкая Рабочий цикл Более длинный Более короткий Поддержка генератора Хутнее Лучше Проток AC и DC AC и DC (только с REXTIFIE Нет Несколько процессов в одном сварочном аппарате Да Нет Повышенная стабильность дуги 070206 Worse Cost $$ $$$$ Technology age Relatively new Old Lifespan Shorter Longer Сварочные аппараты с трансформатором
По правде говоря, в каждом сварочном аппарате есть трансформатор, даже в инверторных сварочных аппаратах.
Однако сварщики трансформаторов не используют передовые технологии для уменьшения размера сердечника.Итак, когда мы говорим «трансформаторный» или «сварочный аппарат с трансформаторным сердечником», мы имеем в виду старую технологию громоздких, тяжелых машин.
Что такое сварочный аппарат с трансформатором
Традиционный сварочный аппарат с трансформатором представляет собой надежную технологию с ограниченным контролем дуги и значительным весом. Поэтому сегодня трансформаторные сварочные аппараты в основном используются в тяжелой промышленности или в качестве стационарных рабочих лошадок в сварочных цехах.
Благодаря долговечности трансформатора эти машины могут дожить до ваших внуков. Многие сварочные цеха до сих пор используют такое оборудование, которому более 50 лет.
Однако, поскольку их трансформаторный сердечник огромен и тяжел, их трудно перемещать и почти невозможно транспортировать.
Краткая история трансформатора
Первые сварочные аппараты на основе трансформатора появились в начале 1900-х годов, но эти ранние модели были в основном экспериментальными.
Прошло много лет, прежде чем инженерам удалось сконструировать машины с относительно стабильной дугой.Только в 1920-х и 1930-х годах трансформаторные сварщики получили реальное распространение. В то время соединение стали в основном осуществлялось заклепками, газовой сваркой и ковкой.
Дуговая сварка стала широко применяться ближе к концу Второй мировой войны. К 1980-м годам почти все выпускаемые аппараты для дуговой сварки были трансформаторными. Таким образом, сварочные аппараты с трансформаторными сердечниками прошли почти сто лет исследований и разработок, что во многом объясняет их надежность.
Как работает трансформаторный сварочный аппарат?
Сварщики с трансформаторами используют «понижающий трансформатор». Эта простая технология берет высоковольтный ток с малой силой тока и преобразует его в низковольтный ток с большой силой тока.
Итак, вход переменного тока высокого напряжения (110В, 220В, 380В и т.д.) с малой силой тока (30А, 40А, 60А и т.
Схема понижающего трансформатора д.) становится 17В-45В при 200А-600А.«Сердечник» трансформатора состоит из трех частей:
- Первичная катушка – Обмотка из медного провода, подключенная к основному входному напряжению от источника питания.
- Вторичная катушка – Обмотка, подключенная к сварочным проводам. Эта катушка имеет меньше провода, чем первичная катушка. Итак, когда магнитное поле от первичной катушки индуцирует электричество во вторичной катушке, напряжение и сила тока меняются местами. В этом суть системы с понижающим трансформатором.
- Сердечник — концентрирует магнитное поле, создаваемое в первичной катушке, во вторичной катушке.
Сварочные аппараты на основе трансформатора выдают только переменный ток, если они не имеют моста выпрямителей. Добавленные выпрямители блокируют одну из двух полярностей переменного тока, оставляя чистый постоянный ток (DC), предпочтительный для большинства типов сварки.
Прочтите также : Различия сварки на переменном и постоянном токе
Преимущества и недостатки трансформаторных сварочных аппаратов
PROS
- Проверенная технология, разработанная более века
- Простой, избыточный дизайн без цифровых элементов
- Надежный
- Проще ремонтировать и обслуживать, чем на основе инверторов
Мину
- Hure
- 979
.
- Иногда сварочные кабели должны быть очень длинными, поскольку аппарат трудно перемещать, что может привести к падению постоянного тока
- Менее стабильная дуга по сравнению с инверторами
- Низкий рабочий цикл портативных трансформаторных сварочных аппаратов
- Ограниченное количество функций для контроля дуги
- Дорогой
Инверторные сварочные аппараты
Инверторные сварочные аппараты используют современные технологии для повышения эффективности и значительного снижения веса аппарата.
Кроме того, инверторные сварочные аппараты могут улучшить качество дуги и обеспечить ценные функции, которые были невозможны со старыми трансформаторными сварочными аппаратами.
Что такое инверторный сварочный аппарат
Сварочный инвертор — это сварочный аппарат, в котором используются полупроводниковые электронные детали для повышения эффективности преобразования электрического тока. Инверторные сварочные аппараты легкие, портативные и часто не больше вашей коробки для завтрака.
Кроме того, инверторные сварочные аппараты часто имеют множество цифровых функций для управления дугой. Они используют аппаратное и программное обеспечение для управления стабильностью дуги, частотой, шириной конуса дуги, профилем валика, начальной и конечной силой тока, балансом переменного тока, потоком защитного газа, прогоранием проволоки, индуктивностью и настройками многих других параметров сварки.
Часто сварочные аппараты на основе инвертора включают цифровой дисплей, который помогает вам со всеми настройками, но некоторые современные устройства на основе трансформатора имеют его.
Таким образом, цифровое управление не обязательно означает, что сварщик использует инверторную технологию.Как работает инверторный сварочный аппарат?
Сварочные инверторы работают за счет увеличения частоты входной мощности с 50 Гц до 20 000–100 000 Гц. Для этого высокочастотного тока требуется значительно меньший сердечник трансформатора, чем у старых трансформаторных сварочных аппаратов. В старой технологии трансформатор был рассчитан на использование стандартной частоты переменного тока 50–60 Гц, доступной в настенной розетке.
Поскольку в инверторных сварочных аппаратах используются электронные переключатели, которые включают и выключают питание до 1 миллиона раз в секунду, эта технология позволяет инвертору значительно увеличить частоту переменного тока.
Таким образом, используя более высокую частоту, инверторные сварочные аппараты «заряжают» сердечник намного быстрее, 100 000 раз в секунду вместо 60 раз в секунду. Это позволяет использовать сердечник меньшего размера без потери выходной мощности, что делает инверторные сварочные аппараты намного более эффективными.
Что такое технология IGBT?
Биполярные транзисторы с изолированным затвором, или IGBT, представляют собой полупроводниковую технологию с тремя выводами, используемую для высокоэффективного переключения электроэнергии. БТИЗ были разработаны для удовлетворения потребности в синтезе сигналов сложной формы и используются не только в сварочных аппаратах.
Вы можете найти системы IGBT в электромобилях, поездах, холодильниках, кондиционерах и т. д. Это второй наиболее широко используемый силовой транзистор в мире.
БТИЗ имеют значительное преимущество по сравнению с предыдущими системами MOSFET, особенно в высоковольтных и сильноточных системах сварочных аппаратов. Таким образом, инверторные сварочные аппараты с технологией IGBT более долговечны, чем инверторные сварочные аппараты на основе MOSFET.
Преимущества и недостатки сварщиков инверторов
Pros
- Низкий вес и небольшой размер
- Высокая эффективность
- Нижняя мощность
- требует прорыва с более низким рейтингом
- Меньше количество цифровых функций для управления дугой
- Увеличенный рабочий цикл
- Позволяет машине выполнять сварку в несколько процессов
Минусы
- Меньший ожидаемый срок службы
- Сложность ремонта
- Менее прочный и легко повреждаемый из-за чувствительной электроники
- Только специализированные инверторные сварщики могут эффективно работать с электродом E6010
Инверторные и трансформаторные сварочные аппараты – что лучше?
Хотя выбор технологии носит субъективный характер, кажется, что с каждым днем все больше сварщиков присоединяются к клубу инверторных технологий.
Да, инверторные машины первого поколения были не очень надежными. Но сегодня большинство инверторных сварочных аппаратов используют современные технологии.
Итак, приобретя сварочный аппарат известного бренда, вы сможете воспользоваться преимуществами современной техники без особых недостатков.
Производительность
Сварочные аппараты с трансформатором обеспечивают достаточно приличную дугу, но аппараты с инвертором обеспечивают более стабильную дугу с большей консистенцией. Поскольку трансформаторные машины не могут изменять дугу в режиме реального времени, они подвержены колебаниям напряжения дуги, возникновению дуги и другим проблемам, связанным с дугой.
Внутренний микроконтроллер управляет IGBT в инверторных сварочных аппаратах, позволяя контролировать дугу в реальном времени. Это обеспечивает надежное постоянное напряжение, более стабильную дугу и позволяет использовать значительно больше функций, о которых мы поговорим позже.
Таким образом, инверторные машины обеспечивают лучшую производительность.
Профессионалы выигрывают от меньшей очистки после сварки, равномерного провара и стабильного профиля валика. Новичкам выгодна более легкая в управлении дуга.Надежность и ожидаемый срок службы
Хотя инверторные сварочные аппараты претерпели значительные улучшения за последние 30 лет, трансформаторные аппараты по-прежнему более надежны. В настоящее время нет инверторного сварочного аппарата старше 30 лет, кроме как в музее. Тем не менее, по всей территории США используются тысячи 50-летних трансформаторных блоков, и они до сих пор находятся в хорошем состоянии.
Но это не значит, что инверторные сварочные аппараты ненадежны. На качественные инверторные сварочные аппараты распространяется расширенная гарантия (3 года и более), и большинство из них переживает гарантийный срок. Но сварочные аппараты на основе трансформатора имеют более длительный срок службы.
Затраты
Сварочные инверторы были дорогими, когда они только появились. Но сегодня IGBT-аппараты значительно дешевле, чем трансформаторные сварочные аппараты, если только вы не покупаете бывшее в употреблении оборудование.
Инверторы сделали сварочное оборудование доступным для всех. То, что раньше стоило несколько тысяч долларов, теперь стоит всего несколько сотен долларов или даже меньше. Конечно, стоимость зависит от множества факторов, таких как марка машины и качество сборки. Но нельзя отрицать влияние инверторов на рынок. Таким образом, производители постепенно отказываются от сварочных аппаратов на основе трансформаторов, и многие бренды больше не поставляют их на коммерческий рынок.
Сварочные среды
Аппараты на основе трансформаторов лучше справляются с запыленными и влажными средами, чем сварочные аппараты на основе инверторов. Они заслужили свою надежную репутацию. Тем не менее, вы должны соблюдать рейтинг безопасности вашего устройства и руководство по эксплуатации. Многие инверторные сварочные аппараты лучше подходят для сомнительных условий, чем трансформаторные.
Кроме того, многие старые аппараты на основе трансформаторов не имеют устройства снижения напряжения («VRD»), в то время как качественные инверторные сварочные аппараты MMA имеют его.
VRD является важным элементом безопасности при сварке электродом. Он снижает напряжение холостого хода («OCV») до безопасного уровня, чтобы предотвратить случайное поражение оператора электрическим током. Таким образом, вы можете выполнять сварку в неблагоприятных условиях, таких как тесные пространства, высокая влажность и влажные помещения, без риска поражения электрическим током. К сожалению, многие сварщики были ранены или погибли при использовании оборудования, отличного от VRD, а старые трансформаторные системы обычно не поддерживают эту меру безопасности.Энергия
Сварочные инверторные аппараты намного эффективнее старых трансформаторных агрегатов. Они могут выдавать такое же количество энергии, но требуют на 50% меньше входной мощности. Вот почему многие инверторные машины поддерживают стандартную домашнюю розетку 110 В.
Например, трансформаторный сварочный аппарат Hobart Ironman 240 требует входа 50 А и 240 В для выхода 200 А. Напротив, для инверторного устройства Eastwood MIG 250 требуется вход 46 А и 240 В для выхода 250 А.
Но тот же блок Eastwood выдает 140 А при подключении к розетке 120 В с цепью 20 А. Итак, инверторы намного превосходят по энергоэффективности, обеспечивая большую мощность и часто позволяя использовать 110/115/120В.Портативность и вес
Благодаря своему огромному весу трансформаторные сварочные аппараты лучше всего использовать в качестве стационарных в сварочных цехах и на производственных предприятиях. Нецелесообразно использовать тяжелые, громоздкие машины для работы, требующей мобильности.
Машины на базе инвертора мобильны, легки и портативны. Кроме того, портативность инверторов позволяет быстро перемещаться на новое рабочее место. Вы можете сваривать в своем гараже или загрузить машину в кузов грузовика, чтобы работать в другом месте.
Рабочий цикл
Обычные сварочные трансформаторы имеют массивный сердечник, который аккумулирует тепло из-за электрического сопротивления. Небольшие трансформаторы в инверторных машинах также нагреваются от сопротивления, но они могут быстро рассеивать это тепло благодаря значительно меньшей массе.
Вот почему инверторные сварочные аппараты часто имеют более длительный рабочий цикл, чем старые трансформаторные блоки.Кроме того, небольшие электрические компоненты, такие как печатные платы в инверторных сварочных аппаратах, быстро нагреваются, но их легко охладить. Итак, вы часто увидите инверторные машины с системами вентиляторов и решетками для потока воздуха. Их механические части легко охлаждаются благодаря малой массе. Итак, если вам нужен длительный рабочий цикл, инверторная технология — хороший выбор. Тем не менее, это сильно различается между конкретными моделями. Существуют трансформаторные сварочные аппараты с лучшими рабочими циклами, чем у некоторых инверторов.
На генераторе
Некоторые генераторы имеют тенденцию выдавать «грязную» мощность, что является причудливым способом сказать, что их выходное напряжение может колебаться. Иногда выходное напряжение генератора может быть достаточно высоким, чтобы повредить чувствительные детали инверторных сварочных аппаратов.
Однако вам не о чем беспокоиться, если вы используете качественный генератор. Ищите генератор с суммарным коэффициентом гармонических искажений («THD») ниже 6%. Чем ниже THD, тем меньше возникновение непредсказуемых скачков напряжения от генератора.
Таким образом, трансформаторные сварочные аппараты более неприхотливы и не выдерживают никаких повреждений на большинстве современных генераторов. Но многие инверторные сварочные аппараты имеют системы защиты, обеспечивающие их безопасность.
Например, коррекция коэффициента мощности («PFC») автоматически компенсирует скачки напряжения и обеспечивает необходимое напряжение для инвертора. Кроме того, многие производители используют высоковольтные конденсаторы для предотвращения повреждений и позиционируют эти инверторы как безопасные для генераторов.
Особенности
Модели на основе трансформатора не могут сравниться с многочисленными функциями, доступными на инверторных сварочных аппаратах. Таким образом, хотя у старых трансформаторных сварочных аппаратов есть свои способы обеспечения основных полезных функций с помощью механических методов, они не могут сравниться с универсальностью инверторов с цифровым управлением.
Например, инверторные аппараты для сварки TIG на переменном токе могут выводить сигналы различной формы, такие как прямоугольные, треугольные и мягкие волны. Сварщики трансформаторов ограничены простой синусоидой. Одно только это изменение может значительно улучшить вашу работу. Кроме того, инверторы представили возможность выполнять импульсную TIG, что значительно улучшило результаты при сварке тонкого металла.
Но MIG, FCAW и дуговая сварка также не лишены улучшений. Инверторная технология позволяет выполнять импульсную сварку MIG, что снижает тепловложение и разбрызгивание, обеспечивая при этом высокую скорость наплавки и визуально ошеломляющие сварные швы. Многие инверторные сварочные аппараты имеют «синергический» или «автоматический» режим, который автоматически обновляет скорость подачи проволоки и напряжение в режиме реального времени, что упрощает работу для новичков.
Инверторная технология также позволила объединить несколько сварочных процессов в одной машине.
Таким образом, вы можете носить с собой сварочный аппарат размером с чемодан, не вспотев, и иметь возможность сварки TIG, MIG, сварки с флюсовой проволокой и MMA на переменном/постоянном токе с двумя входами напряжения. Кроме того, каждый процесс имеет множество функций для точной настройки, таких как частота и ширина импульса дуги, баланс переменного тока, амплитуда EN/EP, сила дуги, горячий старт, индуктивность, контроль обратного прожига и другие.Прекрасным примером этого является аппарат для сварки и плазменной резки Yeswelder MP200 5-в-1.
Известные проблемы
Не все сварочные аппараты с инвертором могут работать со штучным электродом E6010. Этот целлюлозный электрод используется для сварки труб, сварки в нерабочем положении и соединения ржавой стали. Сварщики трансформаторов не испытывают затруднений с электродом E6010, потому что он имеет высокое OCV, обеспечивая достаточное напряжение для поддержания дуги.
Однако большинство инверторных сварочных аппаратов не имеют достаточно высокого OCV или необходимых алгоритмов для эффективного управления дугой с помощью электрода E6010.
Итак, если вам нужно использовать этот электрод, ищите инверторные сварочные аппараты, где производитель специально указывает, что сварочный аппарат поддерживает его. Эта информация обычно включается в рекламную брошюру или лист спецификаций.Сварочные аппараты на основе трансформатора также имеют одну менее известную оговорку. Так как это в первую очередь стационарные машины, для маневрирования на работе необходимо использовать очень длинные тросы. Это не проблема, если вы используете выход переменного тока. Но поскольку в большинстве сварочных процессов используется выходная мощность постоянного тока (за исключением TIG переменного тока), напряжение будет падать в длинных проводах и ухудшать результаты сварки.
Wrapping It
Сварочные аппараты на основе инвертора гораздо проще сваривать благодаря многочисленным полезным функциям. Кроме того, они легкие и портативные. Благодаря низкой стоимости и лучшей стабильности дуги домашние мастера и сварщики-любители получают наибольшую выгоду от инверторных аппаратов.
 Единственное, что необходимо учитывать при подключении устройства к бытовой сети, это его энергопотребление. Если она превышает пропускную способность проводки, то блок не будет работать при плоской сети.
Единственное, что необходимо учитывать при подключении устройства к бытовой сети, это его энергопотребление. Если она превышает пропускную способность проводки, то блок не будет работать при плоской сети.
 Для защиты транзисторного блока от скачков напряжения перед ним установлен RC-фильтр.
Для защиты транзисторного блока от скачков напряжения перед ним установлен RC-фильтр. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещены две медные клеммы, обеспечивающие надежное подключение к ним кабеля питания и кабеля заземления.
Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещены две медные клеммы, обеспечивающие надежное подключение к ним кабеля питания и кабеля заземления. Первичный выпрямитель инвертора получает напряжение от бытовой электросети или от генераторов, бензиновых или дизельных. Входной ток переменный, но проходя через диодный блок, становится постоянным . Выпрямленный ток поступает на инвертор, где преобразуется обратно в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее высокочастотное напряжение снижается трансформатором до 60-70 В с одновременным увеличением тока. На следующем этапе ток снова поступает в выпрямитель, где преобразуется в постоянный, а затем подается к выходным клеммам устройства. Все текущие преобразования управляется микропроцессорным блоком управления.
Первичный выпрямитель инвертора получает напряжение от бытовой электросети или от генераторов, бензиновых или дизельных. Входной ток переменный, но проходя через диодный блок, становится постоянным . Выпрямленный ток поступает на инвертор, где преобразуется обратно в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее высокочастотное напряжение снижается трансформатором до 60-70 В с одновременным увеличением тока. На следующем этапе ток снова поступает в выпрямитель, где преобразуется в постоянный, а затем подается к выходным клеммам устройства. Все текущие преобразования управляется микропроцессорным блоком управления.  Поэтому необходимо строго соблюдать правила, которые указаны в инструкции к устройству, подразумевающие периодическое отключение агрегата на охлаждение.
Поэтому необходимо строго соблюдать правила, которые указаны в инструкции к устройству, подразумевающие периодическое отключение агрегата на охлаждение.
 Также неисправности сварочного инвертора могут возникать из-за неправильной эксплуатации оборудования или ошибок в его настройках. Наиболее часто встречаются следующие неисправности или перебои в работе инверторов.
Также неисправности сварочного инвертора могут возникать из-за неправильной эксплуатации оборудования или ошибок в его настройках. Наиболее часто встречаются следующие неисправности или перебои в работе инверторов.
 В этом случае отремонтировать их самостоятельно не получится. Необходимо передать трансформатор мастеру для перемотки.
В этом случае отремонтировать их самостоятельно не получится. Необходимо передать трансформатор мастеру для перемотки.
 Однако сварщики трансформаторов не используют передовые технологии для уменьшения размера сердечника.
Однако сварщики трансформаторов не используют передовые технологии для уменьшения размера сердечника.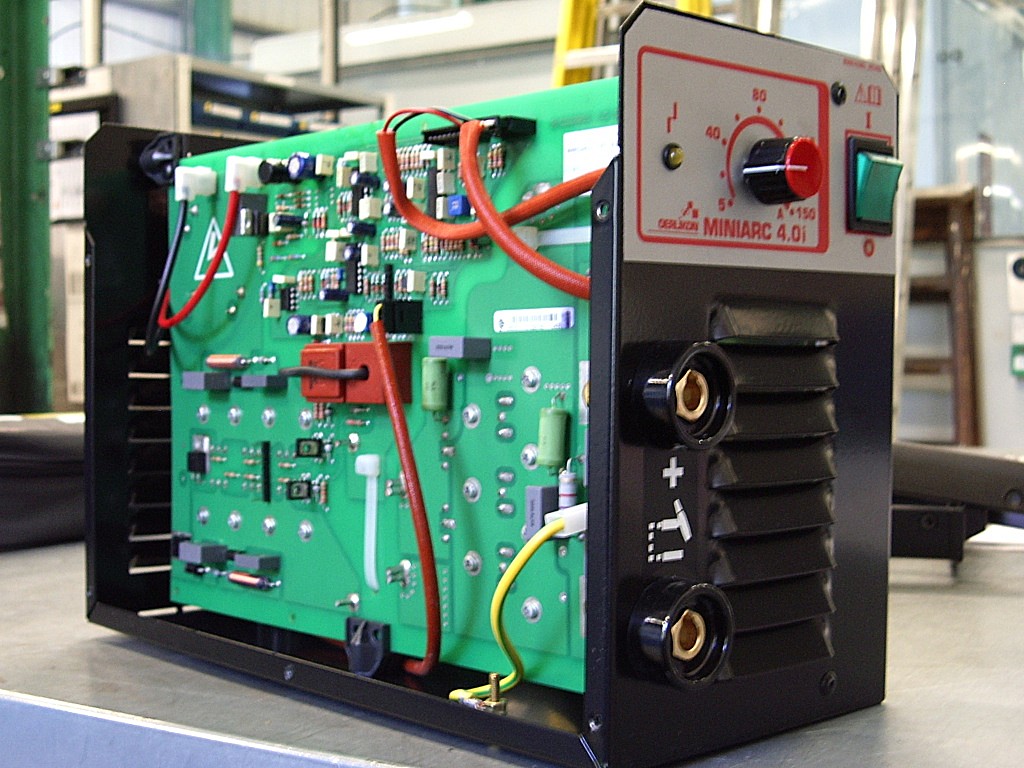 Прошло много лет, прежде чем инженерам удалось сконструировать машины с относительно стабильной дугой.
Прошло много лет, прежде чем инженерам удалось сконструировать машины с относительно стабильной дугой. д.) становится 17В-45В при 200А-600А.
д.) становится 17В-45В при 200А-600А.
.jpg)
 Таким образом, цифровое управление не обязательно означает, что сварщик использует инверторную технологию.
Таким образом, цифровое управление не обязательно означает, что сварщик использует инверторную технологию.

 Профессионалы выигрывают от меньшей очистки после сварки, равномерного провара и стабильного профиля валика. Новичкам выгодна более легкая в управлении дуга.
Профессионалы выигрывают от меньшей очистки после сварки, равномерного провара и стабильного профиля валика. Новичкам выгодна более легкая в управлении дуга.
 VRD является важным элементом безопасности при сварке электродом. Он снижает напряжение холостого хода («OCV») до безопасного уровня, чтобы предотвратить случайное поражение оператора электрическим током. Таким образом, вы можете выполнять сварку в неблагоприятных условиях, таких как тесные пространства, высокая влажность и влажные помещения, без риска поражения электрическим током. К сожалению, многие сварщики были ранены или погибли при использовании оборудования, отличного от VRD, а старые трансформаторные системы обычно не поддерживают эту меру безопасности.
VRD является важным элементом безопасности при сварке электродом. Он снижает напряжение холостого хода («OCV») до безопасного уровня, чтобы предотвратить случайное поражение оператора электрическим током. Таким образом, вы можете выполнять сварку в неблагоприятных условиях, таких как тесные пространства, высокая влажность и влажные помещения, без риска поражения электрическим током. К сожалению, многие сварщики были ранены или погибли при использовании оборудования, отличного от VRD, а старые трансформаторные системы обычно не поддерживают эту меру безопасности. Но тот же блок Eastwood выдает 140 А при подключении к розетке 120 В с цепью 20 А. Итак, инверторы намного превосходят по энергоэффективности, обеспечивая большую мощность и часто позволяя использовать 110/115/120В.
Но тот же блок Eastwood выдает 140 А при подключении к розетке 120 В с цепью 20 А. Итак, инверторы намного превосходят по энергоэффективности, обеспечивая большую мощность и часто позволяя использовать 110/115/120В. Вот почему инверторные сварочные аппараты часто имеют более длительный рабочий цикл, чем старые трансформаторные блоки.
Вот почему инверторные сварочные аппараты часто имеют более длительный рабочий цикл, чем старые трансформаторные блоки.

 Таким образом, вы можете носить с собой сварочный аппарат размером с чемодан, не вспотев, и иметь возможность сварки TIG, MIG, сварки с флюсовой проволокой и MMA на переменном/постоянном токе с двумя входами напряжения. Кроме того, каждый процесс имеет множество функций для точной настройки, таких как частота и ширина импульса дуги, баланс переменного тока, амплитуда EN/EP, сила дуги, горячий старт, индуктивность, контроль обратного прожига и другие.
Таким образом, вы можете носить с собой сварочный аппарат размером с чемодан, не вспотев, и иметь возможность сварки TIG, MIG, сварки с флюсовой проволокой и MMA на переменном/постоянном токе с двумя входами напряжения. Кроме того, каждый процесс имеет множество функций для точной настройки, таких как частота и ширина импульса дуги, баланс переменного тока, амплитуда EN/EP, сила дуги, горячий старт, индуктивность, контроль обратного прожига и другие. Итак, если вам нужно использовать этот электрод, ищите инверторные сварочные аппараты, где производитель специально указывает, что сварочный аппарат поддерживает его. Эта информация обычно включается в рекламную брошюру или лист спецификаций.
Итак, если вам нужно использовать этот электрод, ищите инверторные сварочные аппараты, где производитель специально указывает, что сварочный аппарат поддерживает его. Эта информация обычно включается в рекламную брошюру или лист спецификаций.