
Технология порошковой покраски металла
Порошковая покраска металла – современный метод окрашивания и защиты поверхностей. Жидкое покрытие с частицами порошка наносится на окрашиваемую деталь. Частицы удерживаются на поверхности силой электростатического притяжения. При высокой температуре частицы мелкодисперсного порошка расплавляются и полимеризуются, образуя единое качественное покрытие.
Характеристика и сферы применения порошкового окраса
Порошковая краска – жидкий состав на базе полимерных смол с отвердителями и модификаторами текучести. Для цвета добавлены пигменты. Температура обработки в камере 200–250 градусов. Технология порошковой покраски применяется для изделий, способных выдержать без деформации температуру, при которой происходит запекание покрытия.
Наибольшее распространение технология получила:

Порошковая краска используется в промышленном производстве металлических изделий
- в промышленном производстве металлических изделий;
- в металлургии;
- в производстве строительных материалов.
Стекло, керамика, МДФ также окрашиваются по этому методу.
Порошковой краской покрывают широкий сегмент товаров и конструкций, в том числе:
- мебель, бытовую технику;
- медицинские инструменты, оборудование;
- спортивный инвентарь;
- листовой металл, алюминиевые профили.
Основные преимущества и недостатки порошковой покраски
Порошковая покраска хорошо защищает поверхность. Краска ложится плотным слоем, толщиной 35–250 мкм, количество пор меньше. Один слой заменяет 2–3 слоя обычной краски. Ровная прочная плёнка покрытия не царапается, не повреждается при транспортировке.

Особенности порошковой покраски
Технология производства работ позволяет собирать распылённую в воздухе краску для повторного использования. Потери красящего состава сведены к минимуму, составляют 1–4% общей массы. Процесс покраски металла несложный, нетрудоемкий, не требует большого количества работников. Эти факторы удешевляют стоимость нанесения на квадратный метр конструкции.
Коррозия металла, окрашенного таким способом, исключена. Металлические изделия не выцветают под солнечным светом, цвет, качество покрытия не меняется в любых погодных условиях. Разнообразная палитра имеет множество оттенков, воспроизводит сложные фактуры бронзы, гранита, серебра. Блеск варьируется от матового до глянца.
Порошковая краска поставляется производителем уже готовой к работе, растворитель не применяется. Детали под порошковую окраску не грунтуют.
К недостаткам порошковой покраски относятся:

Состав краски не колеруется и выбор идёт из готовой палитры оттенков
- состав не колеруется, выбор идёт из готовой палитры оттенков;
- невозможность нанесения вручную, только в цеховых условиях на специальном оборудовании;
- при дефекте в покраске металла исправить отдельный участок невозможно, деталь перекрашивается целиком;
- материал металлической детали должен выдерживать 200–250 градусов, что не всегда возможно;
- габариты деталей зависят от габаритов камеры полимеризации.
Разновидность порошковой окраски
Покраска металла проходит в три стадии. По подготовленной поверхности наносится порошковая краска. После напыления красящего состава деталь отправляют в печь для полимеризации.
Для нанесения покраски необходимо следующее оборудование:
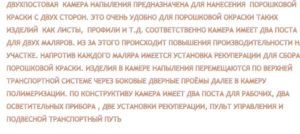
Двухпостовая камера напыления
- Камера нанесения. Оборудована отсосами воздуха для сбора краски, возвращения её или утилизации.
- Пневматический пистолет-распылитель. Вместе с питателем образует инструмент для нанесения порошковой покраски.
- Питатель.
- Камера полимеризации. Создаёт достаточную для завершения процесса температуру.
Установка, состоящая из пистолета-распылителя и питателя, создаёт смесь красящего вещества с воздухом, образовывает факел, придаёт электрический заряд частицам краски. Форма факела зависит от установленного сопла пистолета. Заряженные частицы, оседая на обрабатываемой заготовке, удерживаются силой электрического притяжения.
Существующие способы наложения
Способы наложения по типу получения частицами заряда называются электростатическим и трибостатическим.

Трибостатический пистолет
Электростатическим методом заряд сообщается коронирующим электродом под высоким, 20–100 тыс. В, напряжением. Электростатические установки более мощные, производительные. При снижении напряжения электрода увеличивается скорость воздушной струи.
Трибостатический эффект достигается трением частиц друг об друга и материал корпуса пистолета. Корпус пистолета для повышения трения изготавливают из фторопласта.
Трибостатические установки дешевле, производительность работы агрегатов меньше, чем у электростатических. Процент оседания частиц на детали ниже. Не все краски по металлу рассчитаны на зарядку трением, нужно выбирать специальные или использовать адаптирующие добавки. Детали пистолета изнашиваются и требуют замены. Трибостатическим способом удобнее обрабатывать детали сложной формы, пазы, углубления. Электростатический метод в таких условиях не эффективен, оставляет непрокрасы.
По составу смол смеси разделяют на три категории:
- эпоксидные краски;
- эпоксидно-полиэфирные составы;
- полиэфирные краски.
Эпоксидные порошковые покрытия
Эпоксидные краски по металлу прочные, стойкие к химическим веществам, маслу топливу. Грунтовка под них не требуется, сами могут быть грунтовочным слоем перед нанесением жидких порошковых окрасок. Толщина наносимого слоя до 500 мкм.
Эпоксидная краска не проводит электричество, за изоляционные свойства востребована в электротехнической, радиотехнической промышленности при окраске металла, требующей повышенных антикоррозионных свойств. Чёрные металлы, оцинкованная сталь фосфатируется, алюминий и алюминиевые сплавы хроматируются. Формируется ударопрочное покрытие с хорошей адгезией.

Эпоксидно-полиэфирные порошковые краски
Эпоксидно-полиэфирные покрытия более декоративны. На их основе можно получать сложные фактуры под тисненую кожу, эффекты состаренной поверхности, широкую палитру оттенков металлика с разной степенью блеска. Недостатком эпоксидно-полиэфирного покрытия является сниженная стойкость покраски к атмосферным явлениям и слабое противостояние процессам коррозии металла.

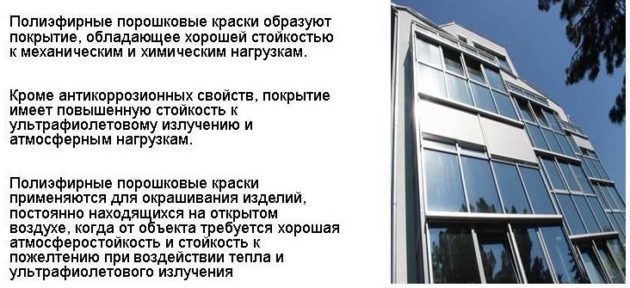
Полиэфирные порошковые краски
Полиэфирные порошковые краски – атмосферостойкие, механически прочные, стойкие к истиранию покрытия. Высокая адгезия полиэфирных составов позволяет наносить покрытие на все виды металлов, включая лёгкие сплавы. Хорошо изолируют электричество. Вступая в реакцию со щёлочью, слой покраски разрушается.
Особенности технологии нанесения порошковой краски и полимеризация
Нанесение порошковой краски проходит в три этапа:

Схема линий порошкового окраса
- Подготовка поверхности. Включает в себя удаление загрязнений и нанесение дополнительных конверсионных покрытий для повышения защитных свойств и долговечности.
- Нанесение покраски в покрасочной камере с использованием установки.
- Полимеризация в печи при высокой температуре.
Химическое обезжиривание металла под покраску является обязательным. Остатки масла, химикатов или капли влаги могут вызвать пятна с изменением цвета, проколы, раковины. Заготовка осматривается на предмет наличия острых кромок, заусенцев, наплывов от сварных швов и пайки металла.
Необходимо очистить поверхность от ржавчины и пыли. Придание дополнительных свойств фосфатированием поверхности, хроматированием или пассивированием зависит от требований к покрытию.
Камера для нанесения оборудуется системой рекуперации, возвращающей микрочастицы в питатель.

Печь полимеризации
Температура отвердения каждого вида краски указывается производителем в сопроводительных документах и, как правило, составляет 180–200 градусов. Под температурой полимеризации понимают температуру поверхности заготовки, а не температуру рабочего режима печи.
Отвердение покраски в полимеризационной камере рекомендовано проводить при сниженных температурах и длительных сроках. Это позволит увеличить твёрдость и избежать таких дефектов покрытия, как шагрень и потёки.
Массивные металлические изделия рекомендовано прогревать заранее, чтобы срока нахождения детали в печи хватило для окончательного отвердения. Не допускается наличие пыли в помещении. Транспортировать металлическое изделие с неостывшей покраской запрещено.
Видео по теме: Порошковая покраска металла
Технология порошковой окраски металлических изделий
Современные технологии окрашивания металлических изделий порошковыми красками стремительно развиваются. Использование жидких лакокрасочных материалов в производственных условиях постепенно уходит на второй план. Большинство производителей металлоизделий делает выбор в пользу порошковых красок, так как они обеспечивают качественное и долговечное декоративно-защитное покрытие.
Что такое порошковые краски
Этот высокотехнологичный красящий материал обладает уникальными свойствами, которых нет у жидких красок. Они состоят из красящих пигментов, пленкообразующих смол и катализаторов, обеспечивающих отвердение материала. В их составе отсутствует растворитель, а в функции дисперсионной среды выполняет воздух. Это делает порошковые краски менее токсичными и более дешевыми в производстве.
Что окрашивают сухими красками
Метод порошкового окрашивания подходит не для всех поверхностей. Его используют, когда необходима дополнительная защита от коррозии, долговечность и прочность. В некоторых случаях порошковая краска способна обеспечить электроизоляцию.
Порошковое окрашивание применяют в основном в промышленном производстве для:
- кованых изделий, алюминиевых профилей и оцинкованного металла;
- лабораторного и медицинского инвентаря;
- мебели;
- бытовой техники;
- спортивного инвентаря.
Преимущества порошкового окрашивания
- Минимальное количество отходов. Окрашивание на качественном оборудовании дает эффективность до 98%.
-
В лучшую сторону изменяются санитарно-гигиенические условия туда. Это экологически чистая технология, при которой даже в печи концентрация летучих веществ не доходит до предельно допустимых норм.
- Не используются растворители, что дает меньшую усадку и практически отсутствие пор на поверхности изделия.
- Более экономное использование материала при окрашивании. Порошковое покрытие затвердевает в течение получаса и дает возможность получить более толстое однослойное покрытие. Экономия также заключается в отсутствии необходимости содержать большие производственные площади для подсушивания изделия на воздухе. При транспортировке более твердое порошковое покрытие не повреждается, что дает возможность снизить затраты на упаковку.
- Поверхность, окрашенная порошковой краской, устойчива к ультрафиолету, имеет электроизоляционные и антикоррозийные свойства.
- Порошковая краска дает возможность создать палитру из более 5000 цветов.
- Пониженная степень взрыво- и пожароопасности на производстве.
Недостатки порошкового окрашивания
- Плавление порошка производится при температуре выше 150 0С, что не дает возможности окрашивать дерево и пластик.
- Сложно нанести тонкий слой краски.
- Оборудование для сухого окрашивания узконаправленное. В больших печах неэффективно окрашивать маленькие детали, а в небольшой печи нельзя окрасить поверхность большой площади.
- Для каждого цвета необходимо использовать отдельный контейнер.
- Сложно окрашивать предметы нестандартной формы или сборные конструкции.
- Оснащение покрасочной линии требует больших вложений.
- Если на поверхности появятся дефекты, локально устранить их не удастся, придется перекрашивать все изделие.
- Нет возможности делать колеровку, использовать можно только заводские краски.
Виды порошковых красок
По типу образования пленки сухие краски принято подразделять на:
- термореактивные. Готовая пленка образуется после химических преобразований;
- термопластичные. Окрашивание происходит под воздействием высокой температуры без химических реакций.
Термореактивные краски более распространены. Для их приготовления используются акриловые, эпоксидные или полиэфирные смолы. Их преимущество заключается в том, что поверхность не будет деформироваться после повторного разогрева. Термореактивные краски могут применяться для окрашивания изделий, которые будут эксплуатироваться в тяжелых условиях.
В термопластичных красках в качестве смол могут использоваться полиэстеры, винилы или нейлоны. Твердое покрытие образуется без химической реакции только путем остывания и затвердевания. Состав затвердевшей краски аналогичен составу исходного материала. Это позволяет повторно производить нагревание и плавление порошка.
Способы нанесения порошковой краски
Технология окрашивания при помощи сухого материала позволяет применять несколько вариантов распыления порошка.
-
Нанесение краски направленным потоком воздуха. Изделие нагревается и при помощи краскопульта частицы порошка распределяются по поверхности. Качественное покрытие получается только после наиболее точного определения температуры нагревания металла. Недостатком этого метода является необходимость дополнительной термической обработки после полимеризации.
-
Электростатическое напыление. Этот метод окрашивания наиболее распространен. Прилипание частичек обеспечивается электростатическим напряжением. После полимеризации изделие остывает в естественных условиях. Не прилипший порошок можно повторно использовать, для его сбора предусмотрены специальные камеры. Лучше всего этот метод подходит для изделий простой формы и небольшого размера.
- Применение пламени. Для этого метода окрашивания используются пистолеты с встроенной пропановой горелкой. Частицы порошка расплавляются, проходя через пламя, и попадают на поверхность изделия в полужидком состоянии. Поверхность изделия не подвергается нагреванию. Слой краски получается более тонким и прочным. Этот метод преимущественно используется для окрашивания крупных предметов.
Оборудование для сухого окрашивания
В порошковом окрашивании нанесение краски не является заключительным этапом. Чтобы полимер закрепился на поверхности, его нагревают в печах. Линия порошкового окрашивания состоит из:
- камеры для нанесения порошка. В этой герметичной камере наносится красящее вещество на металл;
- электростатического распылителя для нанесения порошка. Благодаря статическому электричеству, создаваемому источником высокого напряжения, краска равномерно наносится на конструкции любой формы;
- камеры полимеризации. Она обеспечивает постоянную температуру и оснащена системой вентиляции. В ней происходит процесс полимеризации краски и ее равномерное распределение по изделию;
- компрессора. Он предназначен для создания определенного давления в камере окрашивания;
- устройства для транспортировки металлоизделий. Тяжелые и большие окрашенные изделия должны аккуратно перевозиться, чтобы порошок с них не осыпался. Это обеспечивают специальные тележки, передвигающиеся по монорельсу.
Технология порошкового окрашивания
Получить качественное декоративное покрытие на изделии из металла при помощи порошковой краски можно только путем строго соблюдения технологии окрашивания. Методика заключается в том, что сухие частицы краски распыляют на очищенную и обезжиренную поверхность. Ровный однородный слой порошка на изделии обеспечивается тем, что на отрицательно заряженную поверхность металла, частицы краски с положительным зарядом легко прилипают. Чтобы эти частицы превратились в слой краски, их запекают в печи при температуре от 150-250 0С.
Технология порошкового окрашивания состоит из трех этапов:
- подготовка;
- окрашивание;
- полимеризация.
Подготовка поверхности изделия к окрашиванию
Этот этап наиболее долгий и сложный. От предварительной подготовки поверхности металла будет зависеть дальнейшее качество покрытия: прочность, эластичность. Предварительный этап включает в себя:
- очистку от загрязнений;
- обезжиривание;
- фосфатирование.
С металлической поверхности удаляется ржавчина, окислы, грязь. Если старое покрытие оставить, то краска будет плохо сцепляться с поверхностью и покрытие прослужит недолго.
Самый эффективный метод удаления ржавчины и окислов – дробеструйная очистка. Для этого используется песок, стальные или чугунные гранулы. Мелкие частицы под сильным давлением или воздействием центробежной силы подаются на металл и оббивают с него загрязнения.
Можно использовать химическую очистку или травление. Для этого подойдет соляная, серная, азотная или фосфорная кислоты. Это более простой способ, позволяющий обработать большее количество изделий, чем дробеструйная чистка. Но он требует последующего промывания изделия от кислот, что ведет к дополнительным временным и финансовым затратам.
Фосфатирование изделия аналогично грунтованию. Поверхность обрабатывается составом, создающим фосфатную пленку, улучшающую адгезию.
Нанесение краски
Окрашивание производится путем электростатического напыления в специальных камерах с системой отсоса воздуха, которая не дает краске попасть наружу. Для окрашивания крупных предметов используются камеры проходного типа, а для мелких деталей тупиковые. Есть камеры, в которых краска наносится автоматическими пистолетами-манипуляторами.
Распыление производится пневматическим пистолетом. Положительно заряженные частицы краски обволакивают заземленную деталь и прилипают к ней. Весь процесс происходит следующим образом:
- порошковая краска в специальном бункере смешивается с воздухом. Пропорции регулируются при помощи вентилей;
- смесь краски и воздуха проходит через распылитель с высоковольтным источником, где частицы получают необходимый положительный заряд;
- краска распыляется на изделие и закрепляется на нем;
- вытяжная вентиляция уносит частицы, не получившие нужного заряда. Там они собираются в специальном бункере, а затем повторно используются или утилизируются.
Полимеризация или запекание
Металлоизделие с нанесенной краской помещается в печь. В ней под воздействием постоянной температуры происходит нагревание детали и полимеризация краски. Частицы сплавляются, образуя пленку, затем отвердевают и охлаждаются. Весь процесс занимает около 15–30 минут. Время полимеризации зависит от размера изделия и типа печи.
Температура в камере полимеризации держится в пределах 150-200 0С и зависит от типа краски. Расплавленный порошок способен заполнить все микронеровности, что дает хорошее сцепление с поверхностью металла.
Все необходимые свойства краска получает на этапе отвердения это прочность, внешний вид, защита. После этого изделие должно охладиться в течение 15 минут. В противном случае покрытие может быть повреждено, на него налипнет пыль и грязь.
Итог
Порошковое окрашивание — это наиболее экономичный, быстрый и экологичный способ получения надежной защитной поверхности на металле. Срок службы изделия значительно увеличивается, а декоративное покрытие может быть разнообразным не только по цвету, но и по структуре.
Сложности технологии заключаются в строгом соблюдении всех этапов. Для этого необходимо наличие специальной производственной линии. Проблемы могут возникнуть при:
- окрашивании крупногабаритных предметов;
- изделий сложной формы;
- конструкций из смешанных материалов.
Перед другими типами окрашивания сухой способ имеет бесспорные преимущества:
- безотходность;
- разнообразие красок по стоимости и свойствам;
- высокие физико-механические показатели окрашенной металлической поверхности.
По этим причинам порошковое окрашивание стало одним из самых популярных современных методов защиты металла от повреждений.
Как красить порошковой краской (#своими руками) | Все о порошковой окраске и оборудовании

2 метода: Нанесение порошковой краски.
Сравнение термореактопластов и термопластов
Окраска порошковой краской — это процесс нанесения на металл пластикового покрытия, само покрытие имеет вид порошка и при нагревании до температуры от 175°С до 190°С в течение примерно 10 до 15 минут, переходит в жидкое состояние и связывается с поверхностью металла.
Порошковая покраска (#краска) имеет многочисленные преимущества по сравнению с традиционными покрытиями: она экологически более чистая, по сравнению с алкидными и прочими высокотерминантными красками.
Можно наносить более толстый слой без подтеков, выглядит технологично и современно.
Хотя некоторые этапы нанесения порошкового покрытия (порошковой краски) могут быть сложны, но это не останавливает энтузиастов, и людей у которых руки растут из правильного места (не из жопы). Правильная подготовка поверхности перед окраской и используемые инструменты — вот и вся разница между любителем и профессионалом.
Способ 1
Нанесение порошковой краски.
- Нужно определить тип материала, который неофит (Новый последователь (любой) религии, новый сторонник какого-нибудь учения.) собирается покрывать порошковой краской, затем выберите подходящий порошок :[ Порошковая окраска осуществляется термопластическим или термореактивным полимерным порошком, эти порошки разработаны для наибольшего прилипания к различным поверхностям любой формы. (Прежде всего металл,алюминий), чтобы получать лучшие результаты.
- Посмотрим следующий раздел для более детального обсуждения различий между термореактивных и термопластичных покрытий. То, что хорошо для машины не может быть также подходить для маленького брелка на ключи, или украшения.
Разберите все резьбовые или шарнирные соединения, прежде чем начать окраску, уберите все, что вы не желаете окрашивать подальше.. Это звучит просто, но многие не думают об этом. Порошковая краска будет склеивать все (если правильно выполнено): подшипники, зажимы, болты и гайки и т.д., можете сразу выбросить после проведения покрасочных работ!
- Очень качественно очистите металл перед покраской. Если есть возможность, используйте пескоструйную обработку металла (чугуна или стали), она снимет с него ржавчину, грязь и другие инородные материалы. Чистка «646» растворителем будет удалять любой жир, масло или краску, и легкое шлифование грубой шкуркой завершит подготовку поверхности. Алюминий, магний и другие мягкие сплава металлы могут быть очищены и растворителем, щеткой, и, если это необходимо, отшлифованы шкуркой и войлочным кругом.
- Вы можете сделать пескоструйную обработку, того что вы хотите окрасить порошковой краской, до голого металла. Это самый первый шаг в процессе. Если у вас нет доступа к пескоструйному аппарату, вы можете, как вариант, использовать проволочную насадку на дрель или болгарку. (Шлифовальную машину, или наждачную бумагу.)
- Следующим шагом является очистка металла от любой оставшейся грязи. Вы можете добиться этого путем замачивания детали в ацетоне (если деталь достаточно мала) или протерев металл, тряпкой, пропитанной ацетоном.
- Нанесение порошка на объект, предназначенный для порошкового покрытия. Это делается с помощью специального «пистолета» или “Трибостатический краскораспылитель”работающих от сжатого воздуха. Они электростатически заряжают порошковый материал таким образом, чтобы он прилипал к заземленным металлическим объектам и образовывал пластиковое покрытие. Эти инструменты доступны от многих поставщиков, и стоят примерно $ 100. Для экспериментальных целей, вы можете попробовать применить порошок на плоской металлической поверхности путем распыления его непосредственно на эту поверхность, распределить его тонким, ровным слоем и спекать. (чуть позже)
- Обязательно убедитесь, что вы подключили электростатический заряд к поверхности, которую собираетесь красить. Порошок никогда не прилипнет к поверхности, если вы не подадите на нее заряд.
- После нанесения покрытия и до отвердения, будьте очень осторожны. Не чистите и не дуйте на порошковую краску, так как это вызовет падение некоторой части порошка и сделает покрытие более тонким.
Запекание порошковой краски происходит при температуре, подходящей для используемого порошкового материала. Обычный духовой шкаф подходит для этой цели, если изделие достаточно мало, чтобы поместиться, в противном случае используйте инфракрасные лампы или другие источники тепла способные нагреть помещение до 190°С. Как правило, объект нагревается от 175°С до 190°С в течение примерно 10 до 15 минут, после чего ему дают остыть.
- !Вы можете использовать обычную духовку для порошкового покрытия мелких предметов.) Только убедитесь, что вы не будете использовать духовку для приготовления пищи после использования ее для порошковой окраски. Если вы уже использовали духовку для порошковой окраски, используйте ее и дальше, как рудимент .Она не должна использоваться для приготовления пищи, это очень опасно для здоровья (из-за нагрева).
___________________________________________________
Метод2
Сравнение термореактопластов и термопластов
Используйте термопластичные покрытия для предметов, которые вы когда-нибудь можете перекрасить, а термореактивных покрытий для элементов, которые останутся такими навсегда. (ВАЖНО)Основное различие между термопластичных и термореактивных является обратимость покрытия. Как следует из их названия, термореактивные покрытия не могут быть переплавлены после прохождения необратимого процесса химической связи. И наоборот, термопластичные покрытия могут переплавляться, потому что химический процесс не происходит.[2]
- Термореактивные покрытия идеально подходят для таких вещей, как электроника и бытовая техника, (варочные панели например) потому что они должны выдерживать более высокие температуры, которые могут вызвать расплавление термопластичных покрытий.
- Выбирайте свой тип краски, на основании некоторых особенностей покрытия. Термореактопласты и термопласты имеют разные химические свойства, что делает их идеальными для различных целей. Знание некоторых из этих свойств, поможет вам выбрать тип покрытия:
- Термореактопласты, как говорят, усиливают структурную целостность, окрашиваемых поверхностей, делая их стойкими к износу и способными противостоять тяжелым условиям эксплуатации. Они также придают поверхности детали превосходную химическую и термостойкость, как упоминалось выше.
- Термопласты предлагают смесь прочности и гибкости. Они широко используются для таких предметов, как пластиковые мешки или механические детали.
- Знайте преимущества и недостатки термореактивных покрытий. Термореактивные порошки часто используются для покрытия деталей техники, из-за высокой температуры, которую они могут выдерживать.
- Преимущества: красивый внешний вид; дешевы; придают дополнительную прочность и стабильность; устойчивы к экстремальным температурам.
- Недостатки: необратимый процесс означает, что термореактивные краски не могут быть переработаны; трудно выполнить финишную отделку; форма изделия не может быть изменена (например садовые скамьи)
Нужно знать преимущества и недостатки термопластов. Термопласты используются для многих элементов, таких как металлические двери, ворота, различное промышленное оборудование, которые требуют как пластичн
Плюсы и минусы порошковой покраски, преимущества, экономичность и экологичность
Рассмотрим, какие есть плюсы и особенности порошковой окраски. Это очень важно сделать, чтобы выбрать нужное покрытие. Так можно получить лучший результат. Поэтому используйте порошковую покраску. Благодаря ей можно добиться высококачественного покрытия, которое становится декоративным в умелых руках.
Наносить порошковую краску очень легко. Например, ее можно нанести на металл, из которого выполнен автомобиль. Также краска проста в применении. Металл, который нужно покрыть, может быть любым. Например, даже такой, который проводит электрический ток. Он может выдержать до двухсот градусов по Цельсию, что достигается, возможно, при нагреве в электропечах.
Благодаря порошковой окраске можно добиться того, что покрытие получит защитные свойства. Так как плюсов у этого вида краски много, то использовать ее можно практически для любого покрытия. Выбор безграничен. Поэтому есть возможность выделить все плюсы и некоторые особенности данной краски.
Преимущества порошковой краски
Остановимся на преимуществах порошковой краски.
Выделим самые главные:
- Во-первых, благодаря краске на основе порошка можно добиться высокой антикоррозийной стойкости, особенно это касается металлической поверхности.
- Во-вторых, благодаря порошковой краске металл, да и вообще любая поверхность, даже хрупкая, становится прочной по отношению к ударам.
- В-третьих, подобный вид покраски служит возможностью получения декоративного покрытия, она защищает изделия от воздействия окружающей среды. Порошковая краска является идеальным способом для защиты и украшения металлических изделий.
- В-четвертых, при использовании порошковой краски нет нужды в грунтовке поверхности. А это в свою очередь дает возможность потратить меньше времени на покраску материала.
- В-пятых, после обрабатывания поверхности порошковой краской она становится устойчивой к загрязнению бензином, химическими веществами, защищенной от ультрафиолетового облучения.
- В-шестых, покрываемому материалу придаются свойства покрытия, в частности речь идет о химических и физических качествах.
- В-седьмых, снижается число операций, которые являются технологическими, но они, конечно же, очень нужны, чтобы процесс окрашивания прошел гладко.
- В-восьмых, порошковая краска в отличие от обычной – это всегда экологически чистое производство.
- В-девятых, окрашиваемый материал широко применим, что приводит к его высокому уровню использования.
- В-десятых, работа по порошковой окраске стоит намного меньше, чем другими красками, в этом случае она никак не сравнится и по качеству с результатом, который возможно получить от других красок.
- В-одиннадцатых, поверхность становится электроизоляционной, если ее покрасить порошковой краской. Так можно избавиться от распространения электрического поля на данную поверхность, что защищает от поражения электрическим током.
- В-двенадцатых, абразивное стирание порошковой краске не грозит. Так как она обладает отличным свойством устойчивости к воздействию на нее внешних физических факторов.
- В-тринадцатых, материал, который был покрыт порошковой краской, выдерживает самые разные температуры, особенно он приспособлен к серьезным перепадам.
- В-четырнадцатых, защищает отлично кромки и углы от опасности не быть окрашенными обычной краской, которая наносится кисточкой или валиком.
- В-пятнадцатых, если нанести только одним слоем краску в виде порошка, она будет смотреться лучше, чем нанесение двух слоев масляной краски.
Если в производство включены требования экологических служб, то порошковая краска подойдет как нельзя лучше, так как она является совершенно чистым продуктом техногенного производства. Есть и еще положительные моменты.
В частности для того чтобы покрасить поверхность за короткое время, возьмите порошковую краску. Так как только в этом случае можно сократить время обработки материала. Ведь порошковая краска сохнет гораздо быстрее, наносится за короткий промежуток времени. Поэтому достаточно нанести только один слой и все готово, можно пользоваться изделием спустя несколько часов. А результат удивит вас своим качеством.
Говоря о порошковой краске, хочется сказать, что она единственная в своем роде.
Так как в ней отсутствуют полностью летучие вредные вещества, которыми можно надышаться и получить серьезное отравление.
Чего не скажешь о других видах красок, отличающихся сильными вредными качествами, что приводит к ограничению нахождения в помещении, где осуществляется покраска.
В современном мире порошковой краской можно назвать тот вид лакокрасочного покрытия, который способен обеспечить покрытие практически без отходов. Чего не скажешь об обычной масляной или акриловой краске. Безотходная технология, то есть без испарений, которые отправляются в воздух, разрушая озоновый слой атмосферы.
Таблица. Области применения порошковых красок.
| Тип порошковой краски | Преимущества | Недостатки | Область применения |
|---|---|---|---|
| Эпоксидная | Высокая адгезия, механическая прочность и химическая стойкость к воздействию влаги, щелочей, алифатических и ароматических углеводородов, смазочных масел, топлива, сырой нефти. Интервал рабочих температур от –60 до +120 °С. Диэлектрические свойства покрытий достаточно высоки | Низкая устойчивость к ультрафиолету и, соответственно, слабая стойкость вне помещений, невысокая термостойкость, склонность к пожелтению при отверждении | Антикоррозионная защита изделий, подвергающихся химическому воздействию, а также используемых внутри помещений: — металлической мебели; — бытового оборудования |
| Эпоксидно- полиэфирная | Относительно низкая цена и хорошее качество получаемых покрытий. Краски получают комбинированием эпоксидного и полиэфирного олигомера. Покрытия имеют красивый внешний вид, хороший глянец и равномерную окраску, устойчивы к воздействию воды, водных растворов солей, разбавленных щелочей и кислот | По сравнению с эпоксидным покрытием — пониженная стойкость к химреактивам, трудность получения матовых покрытий при низкотемпературном отверждении | Окраска изделий, эксплуатирующихся внутри помещений: — металлической мебели; — осветительного оборудования; — электронагревательных и бытовых приборов; — различной металлической фурнитуры |
| Полиэфирная | Достаточно высокая стойкость к воздействию атмосферных факторов, светостойкость, механическая и электрическая прочность, повышенная стойкость к истиранию. Улучшают внешний вид изделия благодаря высокой глянцевитости. Удовлетворительная адгезия к металлам | Щелочестойкость и диэлектрические показатели несколько ниже по сравнению с эпоксидными и эпоксидно-полиэфирными красками | Для окраски изделий, подвергающихся постоянному воздействию атмосферных факторов: — фасадных панелей — сельскохозяйственной техники, велосипедов — кондиционеров — других металлических изделий и конструкций, находящихся на открытом воздухе |
Плюсы порошковой краски с экономической точки зрения
Рассмотрим, какие есть положительные моменты в покрытии поверхности порошковой краской в экономической области:
- Так как отходов практически нет, то экономически выгодно купить именно ее, ведь иначе вы будете переплачивать за неиспользованную подтекшую краску, если речь идет о масляной краске.
- На окрашиваемый материал идет практически вся порошковая краска, как уже было сказано, потерь практически нет.
- Если краски много, то ее можно использовать повторно. Речь идет о том покрытии, которое не осело на поверхности, когда распыляли краску. Это возможно благодаря ее удачному составу.
- При этом весь процесс полностью автоматизирован. Поэтому обучаться тому, как правильно красить не приходится долго. Рабочие обычно готовы к работе спустя несколько минут после инструктажа.
- Потерять при окраске можно всего лишь от одного до четырех процентов краски.
- При этом практически девяносто пять процентов краски, которая остается не у дел, можно собрать и отправить в повторное использование. Это означает, что порошковая краска имеет высокий показатель утилизации.
- Так как нет нужды в растворителе, то это может означать, что вы не будете дышать испаряющимся веществом, ожидая, когда он высохнет, что во многом также сокращает время и средства.
Плюсы порошковой краски со стороны экологической области
Рассмотрим шесть основных пунктов, которые будут складываться в общую картину, связанную с защитой экологической среды:
- Во-первых, нет в составе вредных веществ, которые бы имели органическую природу.
- Во-вторых, сам процесс окраски несет чисто экологический момент.
- В-третьих, опасность возгорания вещества практически сведена к минимуму.
- В-четвертых, химические запахи практически не выделяются, что делает краску пригодной даже в детской комнате.
- В-пятых, то, как порошковая краска производится, ведет к тому, что санитарно-гигиенические условия работы с ней улучшаются.
- В-шестых, летучие вещества не имеют возможности превысить предельно допустимую норму, касающуюся процесса полимеризации.
Преимущества порошковой краски по сравнению с остальными красками
Рассмотрим, какие существуют плюсы в использовании порошковой краски наряду с краской, которая используется вместе с растворителем:
- Достижение декоративных, а также физико-химических качеств, которые дает полимерное покрытие, чего нельзя добиться при использовании традиционного применения краски.
- Качество покрытия после этого становится намного более высоким, при эксплуатации достигаются лучшие свойства.
- Как мы уже отметили, не требуется грунтовка, что просто необходимо при использовании обычной краской на растворителе.
- Нужно нанести всего один слой покрытия, так как практически все сто процентов порошка уходят на поверхность, образуя яркий и плотный слой. Чего не скажешь о масляных красках, которые требуют нанесения не одного слоя, что требует времени на высыхание каждого слоя.
- Много пор в покрытии. При этом возможно большое количество положительных качеств, в частности увеличивается ударопрочность, а также антикоррозийность.
- Так как порошковая краска в баллончике уже готова к непосредственному использованию, то получается, что не нужна дополнительная подготовка к работе.
- Теряется в процессе работы всего до четырех процентов порошковой краски, тогда как остальные жидкие краски составляют потерю до сорока процентов.
- Для затвердевания краски на основе порошка требуется всего тридцать минут.
- Не нужно иметь и большие помещения под склады, где можно было бы хранить краску. Так как она очень компактна.
- Порошковое покрытие обладает большой прочностью, поэтому эту краску легко транспортировать, упаковывать и хранить.
Минусы краски на основе порошка
Выделим основных пять минусов, которые свойственны для порошковой краски:
- Нужен новый контейнер для каждого цвета. В одном и том же использовать нельзя.
- Также возможен взрыв, поэтому нужно правильно обращаться с баллончиком.
- Тонкий слой краски нанести очень сложно.
- Если температура низкая, то покрасить поверхность будет сложно.
- Если конструкция нестандартная или часть сборной, то применить порошковую краску будет сложно, так как она распыляется на большую площадь поверхности.
что это такое и как её осуществить?
Сейчас активно развиваются технологии покрытия металлической поверхности порошковыми красками. На второй план уходит применение таких материалов, как жидкие лакокрасочные составы. Многим производителям уже приглянулась покраска порошковой краской, способствующая созданию прочных и долговечных покрытий.
Чем порошковые краски отличаются от аналогичных материалов?
Покраска порошком имеет свои достоинства, к которым относят:
- Возможность получить долговечное покрытие. Согласно результатам исследования, средний срок службы составляет около 10-20 лет.
- Отсутствие потёков на поверхности.
- Высокая прочность на удар и изгиб.
- Отсутствие едкого запаха, если надо нанести материал на деталь.
- Процесс самой покраски автоматизирован, нет необходимости проходить обучение и получать специальные навыки.
- Порошок не требует специальных условий для хранения. А вот о жидких материалах такого сказать нельзя.
- В случае порошковой покраски можно не применять специальные покрытия во время транспортировки. Плёнка после полимеризации на поверхности конструкции защитит от механических повреждений хотя бы на некоторое время.
- Цикл окрашивания сокращённый, составляет всего около полутора-двух часов.
- Расход материалов на низком уровне, а также небольшое количество отходов.
- Высокие физико-химические свойства. Включая устойчивость не только к ударам, но и к коррозии, температурным колебаниям.

Но есть ли недостатки у такого решения, как покраска металла порошковой краской? К сожалению, без них не обходится, и иногда она могут перевесить имеющиеся плюсы.
Например, порошковая окраска точно не подходит для дерева и пластика, эти материалы просто несовместимы.

Без единоразовых крупных вложений процесс покраски вообще невозможно организовать. Кроме того, потом возможности по эксплуатации оборудования будут сильно ограничены. Наконец, технология не должна применяться, когда температура низкая.
Какой принцип применяется во время покраски?
Окрашивание изделий допускает применение сухих составов. В самой процедуре имеется два этапа.
- Нанесение состава на поверхность.
- Закрепление.
Мельчайшие частички порошковой покраски получают свой заряд, когда происходит напыление. Заряд имеет противоположные характеристики по сравнению с тем, что характерно для окрашиваемой детали. Как известно, отрицательное и положительное значение температуры притягиваются друг к другу. Поверхность принимает на себя частицы материала, технология покраски порошковой краской становится максимально эффективной.
Важно, чтобы результат был закреплён, пока окрашенная поверхность вместе с материалами ещё остаются надёжными. Потому на следующем этапе переходят к запеканию. Объекты с завершённой обработкой оказываются внутри специальных печей.
Сухие порошки для краски плавятся по мере того, как их температура повышается. Снаружи появляется плёнка для защиты.

Внутри термопечей показатель может достигать 240 градусов. Точные значения зависят от того, к какой разновидности относится материал, какое применяется оборудование для покраски.
На видео: всё о порошковой покраске.
Какое оборудование требуется для использования технологии?
Без специальных инструментов и процесса полимеризации в данном случае не обойтись. Их список включает в себя:
- сушильную камеру.
- распылитель или краскопульт.
- камеру, завершающая процесс.
Распространение частиц с сухой краской ограничивается благодаря применению специальной камеры. Кроме того, благодаря этому внутри не оказывается пыль и грязь с улицы. Внутри камер часто устанавливаются специальное фильтрационное оборудование. Оно позволяет улавливать до 90-95 процентов материала, который остался неиспользованным на предыдущих этапах. Не обходится без процесса полимеризации.
Некоторые модели снабжаются так называемым эжектором обратной подачи, который дополняется контролером и вытяжным вентилятором. Камера снабжается одним-двумя проёмами. Через передний проём изделие в готовом виде должно поступить внутрь. А выход организуется на другой стороне.
Есть специальные камеры, которые предназначены только для мелкосерийного производства, либо для единичных моделей. Это оптимальный выбор оборудования для самостоятельного решения такого вопроса, как нанесение порошковой краски.

Окрасочные камеры иногда идут со встроенными распылителями, либо они продаются отдельно. Напылитель позволяет заряжать частицы, распределять их по всей поверхности изделий. В бытовых условиях часто прибегают к так называемым ручным пистолетам, помогающим наносить материал на изделие. Кроме того, выпускаются трибо- и электростатические типы. В последнем варианте заряд приобретается за счёт силы трения. Функционирование второго варианта предполагает принцип накопления зарядов внутри электростатических полей. Не составит труда понять, как красить деталь.
В качестве сушильных камер могут выступать специальные термопечи. Они отвечают за процедуру полимеризации, оплавление сухих материалов. В большинстве духовых шкафов есть пульты управления, позволяющие задавать индивидуальные характеристики и автоматически включать, либо выключать устройство.
Внутри печи окрашивающееся изделие находится на протяжении минимум 10-20 минут. Стандартная температура во время операции -160-200 градусов.

Некоторые используют электрические обогреватели при технологии порошковой покраски, если что-то надо окрасить своими руками всего один раз. Главное – соблюдение техники пожарной безопасности.
Специальные транспортные системы используются для облегчения процесса в промышленных условиях. Покрасочный материал автоматически перемещается, когда он переходит из одного этапа в другой.
Но даже в таких условиях не обойтись без другого дополнительного оборудования:
- Компрессоры. Нужны в случае, когда воздух внутрь не подаётся другими способами.

- Промышленные пылесосы. Они помогают при очистке фильтров, защиты окрашиваемых поверхностей.

Советы по выбору подходящей краски
Есть две разновидности порошковой покраски в зависимости от того, как образуется защитная плёнка. На это не влияет то, каким мы пользуемся оборудованием для нанесения порошковой краски. Оно делится на два вида:
- Термореактивное.
- Термопластичное.
Последняя группа порошковой покраски предполагает, что защитное покрытие образуется без участия химических реакций. Мельчайшие частицы просто сплавляются, а расплавы охлаждаются. Получается плёнка, которую часто легко растворить или расплавить. Данную группу составляют порошковые краски, которые в своей основе имеют поливинилбутираль, поливинилхлорид, полиэтилен и полиамиды. Актуальное решение для изделий, которые находятся внутри помещений. Принцип остаётся стандартным.
Нерастворимые, неплавкие покрытия образуются после обработки как раз термореактивными составами. Такие изделия характеризуются повышенной прочностью к воздействиям окружающей среды, в том числе и химическим.

О некоторых особенностях технологии
Организуем процесс
Окрашивание деталей по металлу – процедура достаточно дорогая. Процедура покраски в домашних условиях своими руками позволит сэкономить. Процесс имеет примерно те же этапы, что и при обращении в мастерские. Лишь само используемое оборудование приводит к появлению определённых отличий, которые помогут разобраться в том, как красят порошковыми красками.
На территории примерно в 100-150 квадратных километров легко обустроить минимальный покрасочный цех. Этого достаточно для того, чтобы разместить основное оборудование.
Покрасочная камера должна находиться не ближе, чем в пяти метрах от предметов, способных возгораться.

Главное – заранее определить, какого размера изделия подвергнутся обработке при помощи порошковой покраски. «Гаражный» вариант подходит для единичной обработки небольших конструкций. А вот с крупными деталями лучше использовать полнофункциональные камеры.
Помещение не должно содержать пыли и грязи. Потому предварительно должна быть организована уборка, только после этого – установка оборудования.
Как готовить поверхность?
Необработанное изделие помещают внутрь камеры напыления. Сухая смесь для покраски дисков и других изделий наносится равномерно, ровным слоем. Желательно использовать специальную ширму, которая не даёт частицам материала распространиться по всей поверхности.

Заземление потребуется для того, чтобы удержать на поверхности частицы краски, технология на это не влияет.
«Цветной порошок» могут поместить в бункер, если используется специальная камера. Спустя некоторое время внутрь подаётся сжатый воздух. Частицы начинают электризоваться, сухой краситель подаётся к изделию.
Дополнительные рекомендации
Иногда используют маскировку, когда материалом покрывается не всё изделие целиком. Она помогает закрыть те места, которые дополнительной обработки не требуют. Маскировкой часто пользуются, чтобы разделить поверхность на несколько частей.
Металлические изделия требуют дополнительного закрепления при использовании технологий нанесения порошковой краски.
В заключение можно сказать, что без специального оборудования и помещения данную работу выполнить просто невозможно. В связи с таким требованием не обойтись без дополнительных расходов. Использование собственного гаража позволит сэкономить на оформлении аренды. Профессиональное оборудование приобретается, если проводить подобные работы планируют регулярно.
Продукция от компании Encore уже зарекомендовала себя среди профессионалов. Компания выпускает специальный аппарат разных видов, как с ручным режимом, так и с автоматическим. Оно доступно к приобретению для клиентов с любым уровнем дохода.

Автоматический режим порошкового окрашивания позволит выполнить работу быстро и качественно. Дополнительный комплект манипуляторов ещё больше упростит процедуру. Интегрированные системы управления актуальны для представителей крупного бизнеса. Тогда можно будет оптимизировать любой технологический процесс.
Наконец, автоматические системы позволяют экономить, материала расходуется меньше на 20 процентов. При использовании ручного метода обработки таких результатов не достичь. Зато ручной способ в принципе не требует таких серьёзных затрат, как автоматический.
Практические советы от специалистов по покраске (2 видео)
Процесс покраски порошковой краской (13 фото)
Рекомендуем прочитать:
порошковая окраска. Оборудование для порошковой окраски и технология покраски :: BusinessMan.ru
 Все большей популярностью на сегодняшний день пользуется порошковая окраска. Что же это такое? Это современная технология, предназначенная для получения декоративных и защитных покрытий высокого качества. В работе используют полимерные порошки (отсюда и название – «порошковая»). В покрытие же они превращаются благодаря воздействию высоких температур. Из-за такой особенности процедуры наиболее распространена порошковая окраска металла и стекла.
Все большей популярностью на сегодняшний день пользуется порошковая окраска. Что же это такое? Это современная технология, предназначенная для получения декоративных и защитных покрытий высокого качества. В работе используют полимерные порошки (отсюда и название – «порошковая»). В покрытие же они превращаются благодаря воздействию высоких температур. Из-за такой особенности процедуры наиболее распространена порошковая окраска металла и стекла.
Преимущества
Данный процесс обладает рядом положительных сторон. К ним можно отнести:
— Экономичность. Дело в том, что такая краска может использоваться повторно, если она не оседает при распылении  на обрабатываемой поверхности. Таким образом, потери материала составляют не более 5 %. К слову, этот показатель для обычных красок будет в 8 раз выше – около 40 %. Также в данном случае нет необходимости в растворителях.
на обрабатываемой поверхности. Таким образом, потери материала составляют не более 5 %. К слову, этот показатель для обычных красок будет в 8 раз выше – около 40 %. Также в данном случае нет необходимости в растворителях.
— Простота применения. Материалы для данного вида работ выпускаются полностью готовыми. Это гарантирует стабильно высокое качество покрытий. К тому же, чистить оборудование после работы очень просто, ведь порошок легко убирается с деталей.
— Скорость. Порошковая окраска не требует просушки изделий перед их помещением в печь. Если поверхности, покрытые обычной краской, необходимо сушить довольно долго, то в данном случае процесс сокращается в разы.
— Долговечность. Технология данных работ предполагает полимеризацию слоя эластичной пластмассы, обладающей довольно высокой адгезией, непосредственно на той поверхности, которая окрашивается. В результате получается прочное покрытие, которое может похвастаться отличными электроизоляционными и антикоррозийными свойствами, а также стойкостью к воздействию различных веществ.
— Экологичность. Как уже упоминалось, растворители в данном случае не используются, что благоприятно сказывается на экологии. Также играет роль безотходность производства.
— Декоративность. Порошковые краски дают возможность получить поверхность любого оттенка. Палитра представленных материалов на сегодняшний день насчитывает больше 5 тысяч цветов и оттенков с различными фактурами. При желании можно получить глянцевую или матовую поверхность, а также под гранит, муар и т. д.
Порошковая покраска как идея для бизнеса
Если учесть все преимущества данного вида работ, то становится очевидным, что такой бизнес будет довольно выгодным. Если у вас нет возможности сразу вложить большую сумму в свое дело, желательно хотя бы просто узнать, как выполняется порошковая окраска своими руками.
Но стоит учесть, что потратиться все равно придется. В первую очередь нужно будет позаботиться о наличии специального оборудования и отдельного помещения. В качестве последнего вполне подойдет простой гараж, но при условии, что в нем достаточно много места для размещения всех инструментов и непосредственного проведения работ. А какое необходимо оборудование для порошковой окраски?
Камера
Проведение работ будет невозможным без специальной камеры. Именно в ней выполняется большая часть всего процесса. Камера порошковой окраски нужна для очистки воздуха (процесс рекуперации), кроме того, именно за счет неё остается возможность использовать материал повторно. Здесь краска, не попавшая на обрабатываемую поверхность, отправляется в фильтры, а затем сбрасывается.
Такое оборудование может иметь различные размеры. Какое именно выбрать – решать нужно в каждом случае индивидуально, предварительно определив, с какими изделиями вы планируете работать.
Печь и пистолет
 Также вам будет необходима печь оплавления. Это сборная конструкция, состоящая из панелей (их толщина – 100 мм). Теплоизоляционный материал – базальтовое волокно. Если вы пока только пробуете себя в данном виде работ, необязательно сразу же покупать специальную печь. С этой целью вполне можно использовать обычную духовку. Однако для построения бизнеса все-таки рекомендуется приобрести профессиональное оборудование.
Также вам будет необходима печь оплавления. Это сборная конструкция, состоящая из панелей (их толщина – 100 мм). Теплоизоляционный материал – базальтовое волокно. Если вы пока только пробуете себя в данном виде работ, необязательно сразу же покупать специальную печь. С этой целью вполне можно использовать обычную духовку. Однако для построения бизнеса все-таки рекомендуется приобрести профессиональное оборудование.
Технология порошковой окраски также требует наличия пистолета-пульверизатора, который позволяет использовать сжатый воздух. В качестве него можно воспользоваться и компрессором. Если вы сделали выбор в пользу последнего, то обратите внимание, что на нем обязательно должен быть установлен фильтр для высокого давления.
Рекуператор и транспортная система
Остатки порошковой краски собирают с помощью рекуператора. Вместо него на первых порах можно использовать циклонного типа пылесос. В данном случае нужно предварительно проверить мощность электросети в помещении и проследить за тем, чтобы присутствовало заземление.
Если вы планируете работать с крупногабаритными изделиями, то стоит также подумать о приобретении транспортной системы. В ней обрабатываемые детали передвигаются на специальных тележках, которые двигаются по рельсам. Таким образом выстраивается линия порошковой окраски. Такое оборудование улучшает производительность процесса, обеспечивая его непрерывность.
Технология порошковой окраски
Сам процесс выполнения работы разделяется, как уже можно было понять, на несколько этапов:
- Расскажем о каждом этапе отдельно.Подготовка изделия, а точнее его поверхности, к обработке.
- Нанесение краски в виде порошка.
- Полимеризация, т. е. нагрев изделия в печи.
Подготовительный этап: очистка, обезжиривание
Можно сказать, что этот этап является самым трудоемким. И именно от него зависит, насколько качественным и стойким получится покрытие. В процессе подготовки поверхности необходимо удалить с нее все загрязнения, обезжирить ее.

Очистка производится посредством механического либо химического способа. Первый вариант предполагает использование стальных щеток или шлифовального диска. Можно также выполнить притирку чистой материей, предварительно смочив ее в растворителе.
Второй вариант очистки подразумевает применение щелочного, нейтрального или кислотного состава, а также растворителей. Их выбор зависит от того, насколько поверхность загрязнена, из какого материала выполнено изделие, какого оно типа и какие имеет размеры.
Фосфатирование и хроматирование
Далее на изделие может быть нанесен конверсионный подслой, который предотвратит попадание влаги и грязи под покрытие. Процедуры фосфатирования и хроматирования обеспечивают лучшую адгезию и защищают поверхность от ржавчины. С этой целью чаще всего используют фосфат железа (для стали), цинка (при работе с гальваническими элементами), хрома (для алюминия) или марганца и хромовый ангидрид.
Затем нужно будет удалить окислы, что осуществляется с помощью абразивной и химической чистки. Первая производится посредством абразивных частиц (дробь, песок), скорлупы ореха. Эти вещества подаются сжатым воздухом с довольно высокой скоростью. В результате, частицы «врезаются» в поверхность изделия и отскакивают от нее вместе с загрязнениями.
Травление (хим. очистка) – это удаление различных загрязнений с помощью специальных травильных растворов, основными компонентами которых являются серная, соляная, азотная, фосфорная кислота или едкий натр. Этот способ считается более производительным, однако после такой обработки изделие необходимо промыть от растворов.
Пассивирование
Это заключительный шаг на этапе подготовки поверхности. Нужно обработать деталь соединениями натрия и нитрата хрома. Это выполняется для того, чтобы предотвратить вторичное появление коррозии.
После того как будут произведены все подготовительные работы, изделие ополаскивают и сушат в печи. Вот теперь может выполняться непосредственно порошковая окраска поверхности.
Нанесение краски
 Что представляет собой сама технология порошковой окраски? Подготовленное изделие необходимо поместить в камеру. Здесь на него будет наноситься порошок (краска). Если у вас тупиковый бокс, то в нем можно будет покрасить только небольшие детали. Большие изделия можно обработать только в длинномерных камерах.
Что представляет собой сама технология порошковой окраски? Подготовленное изделие необходимо поместить в камеру. Здесь на него будет наноситься порошок (краска). Если у вас тупиковый бокс, то в нем можно будет покрасить только небольшие детали. Большие изделия можно обработать только в длинномерных камерах.
Чаще всего для нанесения краски используют метод электростатического напыления. В данном случае применяют пистолеты для порошковой окраски. Такие инструменты также называют пульверизаторами или аппликаторами. Это устройство представляет собой пневматический распылитель, с помощью которого электростатически заряженное вещество наносится на деталь, предварительно заземленную.
Формирование покрытия
Переходим к следующему этапу работу. Краска нанесена, теперь нужно сформировать покрытие. В первую очередь изделие отправляют в печь для полимеризации. Такие камеры могут быть различными: вертикальными, горизонтальными, опять же, тупиковыми или проходными, одно- и многоходовыми.

Упомянутое оборудование для порошковой окраски обеспечивает нагрев поверхности до определенной температуры – 150-220 оС. Обработка длится около получаса, в результате чего образуется пленка. На данном этапе важно, чтобы деталь прогревалась равномерно, что возможно только при стабильности температуры в камере.
Какой выбрать режим для обработки конкретной детали, зависит от нее самой, от вида краски и оборудования. После того как полимеризация будет выполнена, изделие нужно охладить на воздухе. Все, работа выполнена.
Сферы применения
 Как видите, порошковая окраска – это довольно трудоемкая работа, требующая определенных вложений. Какие изделия ей подвергаются? Рассматриваемый способ покраски идеально подходит для обработки алюминиевых или кованых изделий, а также оцинкованных поверхностей.
Как видите, порошковая окраска – это довольно трудоемкая работа, требующая определенных вложений. Какие изделия ей подвергаются? Рассматриваемый способ покраски идеально подходит для обработки алюминиевых или кованых изделий, а также оцинкованных поверхностей.
Порошковые краски в наше время находят все больше «поклонников». Сейчас их применяют и в приборостроении, и в строительстве, и в автомобилестроении, а также в других сферах. С их помощью окрашивают медицинскую технику, кровельные материалы, бытовую технику, предметы из керамики, гипса и стекла, мебель. Среди автолюбителей все большую популярность обретает порошковая окраска дисков.
Организация бизнеса
Данные работы в специализированных центрах сегодня стоят довольно дорого. Если вы хотите попробовать себя в этом деле, то при наличии финансовых средств вполне можете приступать. Конечно, линия порошковой окраски (автоматизированная система) по карману далеко не всем, но благодаря нашим рекомендациям вы сможете некоторые элементы в первое время заменить другими инструментами.
Начните с небольших изделий. Это могут быть гипсовые статуэтки, керамическая посуда и много другое. Попробуйте для начала покрасить что-то в своем доме (начните с того, что не жалко испортить). Постепенно у вас появятся необходимые навыки и сноровка, тогда вы сможете принимать заказы у знакомых. Однако большого дохода ожидать не стоит, если перебиваться только разовыми заказами от физических лиц.
Наилучший вариант развития событий предполагает наличие большого стартового капитала. В этом случае можно сразу закупить необходимое оборудование и нанять работников. Клиентов же следует искать среди предприятий, занимающихся производством изделий из металла. Только наличие таких заказчиков позволит вашему бизнесу существовать и развиваться.
Порошковая краска. Основные сведения | Всё о красках
Порошковые лакокрасочные материалы — многокомпонентные дисперсные системы, состоящие из твердых частиц-пленкообразующей основы и разделяющей их среды-воздуха. Они могут быть непигментированными-лаками и пигментированными-красками. Наибольшее применение имеют краски, образующие непрозрачные (кроющие) покрытия тех или иных цветов. Лаки используют там, где цвет покрытия не имеет существенного значения или по условиям эксплуатации необходимо, чтобы покрытие не закрывало фактуру покрываемой поверхности, например в мебельном производстве, при лакировании проводов, некоторых видов пластмасс и т.д.
Как и к жидким краскам, к порошковым предъявляется ряд требований; главные из них-способность к тонкослойному нанесению на поверхность и формированию покрытий, обладающих комплексом необходимых свойств.
Имея близкие с жидкими красками состав (по сухому остатку) и назначение, порошковые краски, однако, существенно отличаются от них по свойствам. Эти отличия вытекают из разного их физического состояния. Если традиционные жидкие краски-растворы и дисперсии — типичные жидкие тела и для их оценки используются показатели и методы, свойственные жидкому состоянию вещества, то порошковые лакокрасочные материалы относятся к группе твердых (порошковых) тел; для них характерны иные свойства и идентификация осуществляется методами, типичными для твердого (порошкообразного) состояния вещества. То, что в порошковых красках в качестве дисперсионной (разделяющей частицы) среды выступает воздух, а не растворитель или вода, как это имеет место в жидких лакокрасочных материалах, делает их технически, экологически и экономически выгодными в применении. Порошковые краски поэтому условно относят к материалам со 100%-ым сухим остатком. Облегчается хранение и транспортировка красок; для порошковых материалов не требуется герметичной жесткой тары.
Появление порошковых лакокрасочных материалов потребовало и разработки специфичных методов их нанесения на поверхность. Многие традиционные для жидких красок методы нанесения — валковый, окунание, облив, кистевой и другие-оказались, в принципе, непригодными для нанесения порошковых. Вместе с тем оправдали себя методы, основанные на применении аэрозольной технологии, -электростатическое и струйное распыление, нанесение в кипящем слое и др.
Порошковые краски — материалы, формирующие покрытия при нагревании. В связи с энергетической проблемой снижение температуры и времени формирования покрытий с целью уменьшения расхода энергии — одна из важных и первоочередных задач при разработке и использовании этих материалов. .
Выпускаемые краски классифицируют по химическому признаку, типу пленкообразователя и назначению покрытий. В химическом отношении выделяют две группы материалов:
- на основе термопластичных,
- на основе термореактивных пленкообразователей.
Первые образуют покрытия без химических превращений, в основном за счет сплавления частиц и охлаждения расплавов. Получаемые из них пленки обратимы-термопластичны и нередко растворимы. Их состав соответствует составу исходного материала. Краски второй группы формируют покрытия в результате сплавления частиц и последующих химических превращений. Такие покрытия необратимы-неплавки и нерастворимы. Их химический состав обычно существенно отличается от состава исходных красок. Первоначально в промышленности преобладал выпуск термопластичных красок, затем объем производства красок на термореактивных пленкообразователях резко возрос и в настоящее время в различных странах составляет до 80 % общего выпуска порошковых лакокрасочных материалов.
Классификация красок по типу пленкообразователя в основном исходит из названия полимера или олигомера, входящего в их состав. Так, говоря о красках эпоксидных, полиэфирных, поливинил-хлоридных, полиэтиленовых, понимают, что они изготовлены на основе этих пленкообразователей. По назначению различают краски для получения атмосферостойких, химически стойких, антифрикционных, электроизоляционных и других покрытий.
Введение
Порошковая краска.Рецептуры для порошковых красокСырье для производства порошковых красок
Физико-химические основы электростатического распыления
Свойства компонентов порошковых красок
Что такое порошковая краска
Полиуретановые порошковые краски
Суспензии термопластов
Испытания пленкообразующих и пигментированных систем в жидком состоянии
Образование порошкового полимерного покрытия. Немного о сути процесса
Выбор отвердителей — распределение в композиции
Определение свойств порошковых полимерных красок
Эпоксидные порошковые краски
Основные свойства пленкообразователей — вязкость расплавов
Пленкообразование с участием растворителей
Свойства наполненных композиций и покрытий
Осаждение полимеров из растворов
Суспензии реактопластов
Свойства порошковых красок: сыпучесть и гигроскопичность
Основные свойства пленкообразователей- поверхностное натяжение расплавов
Получение порошковых красок смешиванием компонентов в расплаве
Полимеризация краски. Эмульсионная полимеризация
Физико-химические особенности порошковых пленкообразователей
Выбор отвердителей: реакционная способность
Краски на основе пентапласта
Функции пигментов и наполнителей в порошковых красках и требования к ним
Отвердители и ускорители отверждения порошковых красок
Отвердители для полиэтиленовых порошковых красок
Свойство пленкообразователей-молекулярная масса
Подготовка исходного сырья при производстве порошковых красок
Получение порошковых красок сухим смешиванием компонентов
Экономическая эффективность производства и применения порошковых красок
Cвойство пленкообразователей — температура разложения или деструкции
Эфироцеллюлозные порошковые полимерные краски
Краски на основе полиолефинов — состав и свойства красок
Основные свойства пленкообразователей — степень кристалличности
Краски на основе полифторолефинов- состав и свойства красок
Пленкообразователи для порошковых красок
Краски порошковые на основе поликарбонатов
Почему мы рекомендуем порошковые краски PULVER ?
Предпосылки для создания и применения порошковых красителей.
Пластификаторы для порошковых красок
Вспомогательные компоненты порошковых красок
Современные порошковые лакокрасочные материалы
Вещества для порошковых полимерных покрытий
Термопластические порошковые краски
Термореактивные порошковые краски
Полиэфирные порошковые краски
Акриловые порошковые краски в Минске
Сравнение порошковых покрытий полимерных
Выбор полимерного покрытия
Порошковая краска.Размер порошковых частиц
Измерение размера частиц порошковой краски
О выборе порошковой краски
Порошковые краски для получения декоративных покрытийПрименение порошковых красок в химическом машиностроении
Применение порошковых красок в вагоностроении
Применение порошковых красок в автомобилестроении
Производство бытовых приборов и оборудования
Защита труб порошковыми красками
Окраска порошковой краской различных изделий
Нанесение порошковой краски.Выбор порошковой краски
Характеристики, определяемые условиями последующего производственного процесса
Свойства покрытий из порошковых красок и контроль качества
Окрашивание нетермостойких материалов
Окраска силикатных строительных материаловПластики.Порошковое окрашивание
Нанесение полимерного порошкового покрытия на стекло
Нанесение полимерного покрытия на керамические изделия
Нанесение полимерного покрытия на древесину
О диоксиде титана
Китайский диоксид титана усиливает позиции на российском рынкеДиоксид титана (TiO2)- важнейший пигмент
Характеристики пигментов
Области применения диоксида титана
Чем заменить диоксид титана?
Фавориты соревнования
Различные марки диокисида титана (TiO2)
Что говорят создатели компаундов
Производство красок
Схема производства порошковых красок
Получение порошковых красок сухим смешиванием компонентов
Оборудование для получения порошковых красок сухим смешиванием
Подготовка исходного сырья при производстве красок
Разное
Азотсодержащие смолы
Кремнийорганические или полиорганосилоксановые смолы
Полиамидные и полиуретановые смолы
Разновидности свойств полимерных покрытий. Спецэффекты
Алюминиевые и бронзовые пигменты для порошковых красок
Основный компоненты порошковых красок
Особенности порошковой окраски
Методы порошковой покраски
Зарядка порошка и применяемые распылители
Сплавление частиц при нагревании
Пигменты
Определение «всплываемости» алюминиевой пудрыОпределение угла падения пигмента на поверхность
Определение угла естественного откоса пигментов
Определение объема пигментов
Способы введения пигментов в композиции
Общие сведения и классификация пигментов
Классификация пигментов
Физико-химические и технические свойства пигментов
Химические показатели
Физические показатели
Дисперсность пигментов
Удельная поверхность пигментов
Цвет пигментов
Измерение цвета
Аддитивное и субтрактивное смешение цветов
Укрывистость пигментов
Красящая и разбеливающая способность пигментов
Смачиваемость пигментов
Маслоемкость и объем смачивания
Диспергируемость пигментов
Абразивность пигментов
Светостойкость и фотохимическая активность пигментов
Коррозионная и атмосферостойкость пигментов
Методы синтеза пигментов
Управление процессом кристаллизации
Измельчение и микронизация пигментов
Белые пигменты и наполнители
Диоксид титана
Химическое модифицирование поверхности диоксида титана
Цинковые белила
Производство цинковых белил из рудных концентратов и отходов
Получение цинковых белил по способу витериля
Получение цинковых белил по гидрометаллургическому способу
Модифицирование поверхности цинковых белил
Свинцовые белила
Белые наполнители
Свойства и функции наполнителей в лакокрасочных материалах и покрытиях
Технология производства наполнителей
Черные пигменты
Черни
Черные железооксидные пигменты
Желтые, оранжевые, красные и коричневые пигменты
Железооксидные пигменты
Синтетические железооксидные пигменты
Синие и зеленые пигменты
Смешанные зеленые пигменты
Органические пигменты
Азопигменты
Фталоцианиновые пигменты
Полициклические пигменты
Органические пигменты других классов
Осажденные органические пигменты
Пигментирование лакокрасочных материалов
Способы производства пигментированных лакокрасочных материаловВлияние пигментов на некоторые свойства пленок
Структура наполненных полимерных покрытий
Взаимодействие поверхности пигментов с компонентами пленкообразующих систем
Адсорбция на поверхности пигментов
Изменение адсорбционных свойств модификацией
Адсорбция полимеров и олигомеров из растворов и расплавов
Механизм и кинетические закономерности адсорбции
Структура покрытий
Формирование покрытий
Деформационно-прочностные свойства покрытий
Защитные свойства покрытий
Светостарение покрытий
Придание покрытиям специальных свойств
Огнестойкие покрытия
Электропроводящие покрытия
Противообрастающие покрытия
Основы процесса диспергирования пигментов
Термодинамика диспергирования
Поверхностная активность пленкообразователей
Расклинивающее действие адсорбционных слоев
Оптимизация условий диспергирования
Реологические условия диспергирования
Расчет процесса диспергирования
Стабилизация пигментных дисперсий
Агрегативная устойчивость дисперсных систем
Флокуляция дисперсий
Причины флокуляции
Обратимая флокуляция может быть полезной
Оценка степени флокуляции
Кинетическая (седиментационная) устойчивость пигментных дисперсий
Основы технологии производства пигментированных лакокрасочных материалов
Принципы выбора пигментов
Химическая совместимость пигментов с компонентами пленкообразующих систем
Адсорбционное соответствие
Термическая стойкость и светостойкость пигментов
Составление рецептур для пигментирования лакокрасочных материалов
Приборно-математический метод расчета рецептур для получения заданного цвета