
Нарезание резьбы. | МеханикИнфо
Нарезание резьбы. Таблица отверстий для нарезания резьбы. Формула нарезания резьбы. Образование винтовой линии. 4.60/5 (92.00%) проголосовало 5

Основные понятия.
Соединение деталей болтами, винтами и шпильками широко применяется в котельном производстве в местах, где возможно потребуется разъем деталей конструкции. Такие соединения называют разъемными.
Болты, винты и шпильки представляют собой цилиндрические стержни, на поверхности которых имеется винтовая наружная резьба. На конец болта, винта и шпильки навертывается гайка, внутри которой также нарезана винтовая внутренняя резьба.
Операция нарезки может выполняться вручную и механическим способом на станках специальным резьбонарезным инструментом.
Резьбовые детали всегда парные изделия: гайка и болт. Поэтому резьбовой инструмент разделяется на инструмент для нарезания внутренней резьбы — метчики и для наружной резьбы — плашки.
Резьба представляет собой канавку и рядом с ней выступ на поверхности цилиндра или отверстия, идущих по спирали, называемой винтовой линией. Угол, под которым поднимается эта линия, называют углом подъема винтовой линии. Еще одно понятие, как шаг винтовой линии – это расстояние полного оборота винтовой линии.
Образование винтовой линии.
Образование винтовой линии можно представить в следующем виде. Возьмем цилиндр и прямоугольный треугольник (рис. 1), сторона которого равна длине окружности цилиндра. Если треугольник обернуть вокруг цилиндра, совмещая большой катет с плоскостью основания цилиндра, то гипотенуза образует на цилиндре винтовую линию. Другая сторона треугольника (катет) составит шаг винтовой линии, а длина гипотенузы — длину витка винтовой линии.

Рис. 1. Образование винтовой линии.
Основные элементы резьбы.
Если винтовая линия идет слева направо, то она образует правую нарезку, а если справа налево — левую нарезку. Винтовая нарезка может быть одноходовой, двухходовой и многоходовой. Нарезку различают по профилю и по величине.
Ранее резьба применялась только дюймового исчисления, в настоящее время она сохранилась лишь у болтовых изделий и для нарезки труб (газовая). Для остальных изделий применяется резьба с метрическим исчислением. В производстве наиболее чаете встречаются по форме трехгранные, трапецоидальные и прямоугольные или ленточные резьбы.
Резьба имеет следующие элементы (рис. 2): шаг, угол профиля, внутренний, наружный и средний диаметр, а также различают глубину впадины и высоту выступа. Углом профиля резьбы называется угол между сторонами треугольника.
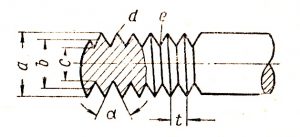
Рис. 2. Элементы резьбы.
a — наружный диаметр; b — средний диаметр; с — внутренний диаметр; d —вершина резьбы; е — впадина резьбы; t — шаг резь бы; α — угол резьбы.
Дюймовая резьба имеет угол профиля равный 55° и характеризуется не шагом резьбы, а числом витков (ниток), приходящихся на 1 дюйм, а также наружным диаметром резьбы, измеряемым в дюймах. Метрическая резьба имеет угол профиля 60° и характеризуется тем, что она измеряется по шагу резьбы и по наружному диаметру винта в миллиметрах. Трубная резьба имеет профиль дюймовой резьбы, но мельче ее и за диаметр резьбы у ней принимается внутренний диаметр трубы, а не наружный. Она также измеряется в дюймах и характеризуется числом ниток витков резьбы на 1 дюйме.
Для одноходового винта шаг равен расстоянию между двумя соседними вершинами профиля нарезки, для двухходового — двум расстояниям, для трехходового — трем и т. д.
Самая правильная, точная, разнообразная по числу витков (ниток) и наружным диаметрам резьба выполняется на токарно-винторезных станках резьбовыми резцами.
Формула нарезания резьбы. Как рассчитать диаметр сверла под резьбу?!
Для нарезания резьбы необходимо правильно подобрать диаметр сверла. При большем диаметре просверленного отверстия не будет полной по глубине резьбы, а если отверстие будет меньше, чем положено, то вероятность поломать метчик и сорвать резьбу увеличивается. Диаметр сверла под резьбу можно выбрать по таблице либо рассчитать по формулам:
Для мягких металлов: d = D — 0,09 S или d= D — 1,5 t.
Для твердого хрупкого металла (сталь): d = D — 1,8 t.
Для вязкого металла (медь, алюминий и т. д.):
d = D — 1,2 t.
где d —диаметр отверстия (сверла) под резьбу в мм;
D — диаметр наружной резьбы в мм;
S — шаг резьбы в мм;
t — глубина нарезки в мм.
При нарезке резьбы метчиком отверстие должно быть несколько больше внутреннего диаметра нарезки. Выбор сверла в зависимости от металла, в котором нарезается резьба, и вида резьбы приводится в табл. 1.
Отверстия под нарезание резьб.
Таблица 1. Подбор сверла под резьбу таблица. Сталь, латунь.
| Сталь и латунь | Нарезка трубная | ||||
| Нарезка метрическая | Нарезка дюймовая | диаметр резьбы в дюймах | диаметр сверла в мм | ||
| диаметр в мм | диаметр резьбы в дюймах | диаметр сверла в мм | |||
| резьбы | сверла | ||||
| 5 | 4,2 | 1/4 | 5 | 1/4 | 11,7 |
| 6 | 5 | 5/16 | 6,5 | 1/2 | 18,6 |
| 8 | 6,7 | 3/8 | 8,0 | 3/4 | 24,3 |
| 10 | 8,4 | 7/16 | 9,2 | 1 | 30,5 |
| 12 | 10,1 | 1/2 | 10,5 | 1 1/4 | 39,2 |
| 14 | 11,8 | 5/8 | 13,5 | 1 1/2 | 45,1 |
| 16 | 13,8 | 3/4 | 16,5 | ||
| 20 | 17,3 | 7/8 | 19,5 | ||
| 22 | 19,3 | 1 | 22,3 | ||
| 24 | 20,7 | 1 1/4 | 28 | ||
| 27 | 23,7 | 1 1/2 | 33,7 | ||
| 30 | 26,1 | 1 3/4 | 39,2 | ||
| 36 | 31,6 | 2 | 44,8 | ||
| 42 | 37,0 | ||||
| 48 | 42,7 | ||||
Примечание: Для чугуна и бронзы при нарезке метрической резьбы размер сверла должен быть уменьшен на 0,1 мм; при нарезке дюймовой резьбы размер сверла должен быть в зависимости от величины размера меньше на 0,1—1,0 мм.
ГОСТ 19258-73 Стержни под нарезание метрической резьбы. Диаметры
ГОСТ 19258-73
Группа Г13
Дата введения 1974-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 6 декабря 1973 г. N 2663 срок введения установлен с 01.01.74
Проверен в 1983 г. Постановлением Госстандарта СССР от 04.08.83 N 3618 снято ограничение срока действия
ВЗАМЕН MH 5597-64
ПЕРЕИЗДАНИЕ. Сентябрь 1991 г.
1. Настоящий стандарт устанавливает диаметры стержней, обеспечивающих нарезание метрической резьбы по ГОСТ 9150-81* с допусками по ГОСТ 16093-81**, изготовляемых из сталей по ГОСТ 380-71, ГОСТ 4543-71, ГОСТ 1050-88, ГОСТ 10702-78, ГОСТ 5632-72 и ГОСТ 20072-74 (кроме сплавов на никелевой основе), меди по ГОСТ 859-78****.
________________
* На территории Российской Федерации действует ГОСТ 9150-2002, здесь и далее по тексту.
** На территории Российской Федерации действует ГОСТ 16093-2004, здесь и далее по тексту.
2. Размеры и предельные отклонения диаметров стержней для резьб с крупным шагом должны соответствовать указанным в табл.1, для резьб с мелким шагом — указанным в табл.2.
Таблица 1
мм
Номинальный диаметр резьбы | Шаг | Диаметр стержня под резьбу с полем допуска | |||||||||
4h | 6h | 6g | 6e | 6d | 6h; 6g; 6e; 6d | 8h | 8g | 8h; 8g | |||
Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||
1 | 0,25 | 0,97 | -0,03 | 0,97 | 0,95 | — | — | -0,04 | — | — | — |
1,1 | 1,07 | 1,07 | 1,05 | ||||||||
1,2 | 1,17 | 1,17 | 1,15 | ||||||||
1,4 | 0,3 | 1,36 | 1,36 | 1,34 | |||||||
1,6 | 0,35 | 1,55 | 1,55 | 1,53 | |||||||
1,8 | 1,75 | 1,75 | 1,73 | ||||||||
2 | 0,4 | 1,95 | -0,04 | 1,95 | 1,93 | -0,05 | |||||
2,2 | 0,45 | 2,15 | 2,15 | 2,13 | -0,06 | ||||||
2,5 | 2,45 | 2,45 | 2,43 | ||||||||
3 | 0,5 | 2,94 | 2,94 | 2,92 | 2,89 | ||||||
3,5 | 0,6 | 3,44 | -0,05 | 3,44 | 3,42 | 3,39 | -0,07 | ||||
4 | 0,7 | 3,94 | -0,06 | 3,94 | 3,92 | 3,89 | -0,08 | ||||
4,5 | 0,75 | 4,44 | 4,44 | 4,42 | 4,38 | -0,09 | |||||
5 | 0,8 | 4,94 | -0,07 | 4,94 | 4,92 | 4,88 | -0,10 | 4,94 | 4,92 | -0,18 | |
6 | 1 | 5,92 | 5,92 | 5,89 | 5,86 | 5,83 | 5,92 | 5,89 | -0,20 | ||
7 | 6,92 | 6,92 | 6,89 | 6,86 | 6,83 | 6,92 | 6,89 | ||||
8 | 1,25 | 7,90 | -0,08 | 7,90 | 7,87 | 7,84 | 7,80 | -0,11 | 7,90 | 7,87 | -0,24 |
9 | 8,90 | 8,90 | 8,87 | 8,84 | 8,80 | 8,90 | 8,87 | ||||
10 | 1,5 | 9,88 | -0,09 | 9,88 | 9,85 | 9,81 | 9,78 | -0,12 | 9,88 | 9,85 | -0,26 |
11 | 10,88 | 10,88 | 10,85 | 10,81 | 10,78 | 10,88 | 10,85 | ||||
12 | 1,75 | 11,86 | -0,10 | 11,86 | 11,83 | 11,80 | 11,76 | -0,13 | 11,84 | 11,83 | -0,29 |
14 | 2 | 13,84 | 13,84 | 13,80 | 13,77 | 13,74 | 13,84 | 13,80 | |||
16 | 15,84 | 15,84 | 15,80 | 15,77 | 15,74 | 15,84 | 15,80 | ||||
18 | 2,5 | 17,84 | -0,13 | 17,84 | 17,80 | 17,76 | 17,73 | -0,18 | 17,84 | 17,80 | -0,37 |
20 | 19,84 | 19,84 | 19,80 | 19,76 | 19,73 | 19,84 | 19,80 | ||||
22 | 21,84 | 21,84 | 21,80 | 21,76 | 21,73 | 21,84 | 21,80 | ||||
24 | 3 | 23,84 | -0,16 | 23,84 | 23,79 | 23,75 | 23,73 | -0,22 | 23,84 | 23,79 | -0,44 |
27 | 26,84 | 26,84 | 26,79 | 26,75 | 26,73 | 26,84 | 26,79 | ||||
30 | 3,5 | 29,84 | -0,18 | 29,84 | 29,79 | 29,75 | 29,72 | -0,27 | 29,84 | 29,79 | -0,51 |
33 | 32,84 | 32,84 | 32,79 | 32,75 | 32,72 | 32,84 | 32,79 | ||||
36 | 4 | 35,84 | -0,22 | 35,84 | 35,78 | 35,74 | 35,71 | -0,32 | 35,84 | 35,78 | -0,59 |
39 | 38,84 | 38,84 | 38,78 | 38,74 | 38,71 | 38,84 | 38,78 | ||||
42 | 4,5 | 41,84 | -0,24 | 41,84 | 41,78 | 41,74 | 41,71 | -0,34 | 41,84 | 41,78 | -0,64 |
45 | 44,84 | 44,84 | 44,78 | 44,74 | 44,71 | 44,84 | 44,78 | ||||
48 | 5 | 47,84 | -0,26 | 47,84 | 47,77 | 47,73 | 47,71 | -0,37 | 47,84 | 47,77 | -0,69 |
52 | 51,84 | 51,84 | 51,77 | 51,73 | 51,71 | 51,84 | 51,77 | ||||
56 | 5,5 | 55,84 | -0,28 | 55,84 | 55,76 | 55,73 | 55,70 | -0,40 | 55,84 | 55,76 | -0,74 |
60 | 59,84 | 59,84 | 59,76 | 59,73 | 59,70 | 59,84 | 59,76 | ||||
64 | 6 | 63,84 | -0,30 | 63,84 | 63,76 | 63,72 | 63,69 | -0,44 | 63,84 | 63,76 | -0,79 |
68 | 67,84 | 67,84 | 67,76 | 67,72 | 67,69 | 67,84 | 67,76 | ||||
Таблица 2
мм
Номи- | Шаг | Диаметр стержня под резьбу с полем допуска | |||||||||
4h | 6h | 6g | 6e | 6d | 6h; 6g; 6e; 6d | 8h | 8g | 8h; 8g | |||
Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||
1 | 0,2 | 0,98 | -0,03 | 0,98 | 0,96 | — | — | -0,04 | — | — | — |
1,1 | 1,08 | 1,08 | 1,06 | ||||||||
1,2 | 1,18 | 1,18 | 1,16 | ||||||||
1,4 | 1,38 | 1,38 | 1,36 | ||||||||
1,6 | 1,58 | 1,58 | 1,56 | ||||||||
1,8 | 1,78 | 1,78 | 1,76 | ||||||||
2 | 0,25 | 1,97 | 1,97 | 1,95 | |||||||
2,2 | 2,17 | 2,17 | 2,15 | ||||||||
2,5 | 0,35 | 2,45 | 2,45 | 2,43 | |||||||
3 | 2,95 | 2,95 | 2,93 | ||||||||
3,5 | 3,45 | 3,45 | 3,43 | ||||||||
4 | 0,5 | 3,94 | -0,04 | 3,94 | 3,92 | 3,89 | -0,06 | ||||
4,5 | 4,44 | 4,44 | 4,42 | 4,39 | |||||||
5 | 4,94 | 4,94 | 4,92 | 4,89 | |||||||
5,5 | 5,44 | 5,44 | 5,42 | 5,39 | |||||||
6 | 5,94 | 5,94 | 5,92 | 5,89 | |||||||
0,75 | -0,06 | 5,88 | -0,09 | ||||||||
7 | 0,5 | 6,94 | -0,04 | 6,94 | 6,92 | 6,89 | -0,06 | ||||
0,75 | -0,06 | 6,88 | -0,09 | ||||||||
8 | 0,5 | 7,94 | -0,04 | 7,94 | 7,92 | 7,89 | -0,06 | ||||
0,75 | -0,06 | 7,88 | -0,09 | ||||||||
1 | 7,92 | -0,07 | 7,92 | 7,89 | 7,86 | 7,83 | -0,10 | 7,92 | 7,89 | -0,20 | |
9 | 0,5 | 8,94 | -0,04 | 8,94 | 8,92 | 8,89 | — | -0,06 | — | — | — |
0,75 | -0,06 | 8,88 | -0,09 | ||||||||
1 | 8,92 | -0,07 | 8,92 | 8,89 | 8,86 | 8,83 | -0,10 | 8,92 | 8,89 | -0,20 | |
10 | 0,5 | 9,94 | -0,04 | 9,94 | 9,92 | 9,89 | — | -0,06 | — | — | — |
0,75 | -0,06 | 9,88 | -0,09 | ||||||||
1 | 9,92 | -0,07 | 9,92 | 9,89 | 9,86 | 9,83 | -0,10 | 9,92 | 9,89 | -0,20 | |
1,25 | 9,90 | -0,08 | 9,90 | 9,87 | 9,84 | 9,80 | -0,11 | 9,90 | 9,87 | -0,24 | |
11 | 0,5 | 10,94 | -0,04 | 10,94 | |||||||
| На главную | База 1 | База 2 | База 3 |
| Поиск по реквизитамПоиск по номеру документаПоиск по названию документаПоиск по тексту документа |
| Искать все виды документовДокументы неопределённого видаISOАвиационные правилаАльбомАпелляционное определениеАТКАТК-РЭАТПЭАТРВИВМРВМУВНВНиРВНКРВНМДВНПВНПБВНТМ/МЧМ СССРВНТПВНТП/МПСВНЭВОМВПНРМВППБВРДВРДСВременное положениеВременное руководствоВременные методические рекомендацииВременные нормативыВременные рекомендацииВременные указанияВременный порядокВрТЕРВрТЕРрВрТЭСНВрТЭСНрВСНВСН АСВСН ВКВСН-АПКВСПВСТПВТУВТУ МММПВТУ НКММПВУП СНЭВУППВУТПВыпускГКИНПГКИНП (ОНТА)ГНГОСТГОСТ CEN/TRГОСТ CISPRГОСТ ENГОСТ EN ISOГОСТ EN/TSГОСТ IECГОСТ IEC/PASГОСТ IEC/TRГОСТ IEC/TSГОСТ ISOГОСТ ISO GuideГОСТ ISO/DISГОСТ ISO/HL7ГОСТ ISO/IECГОСТ ISO/IEC GuideГОСТ ISO/TRГОСТ ISO/TSГОСТ OIML RГОСТ ЕНГОСТ ИСОГОСТ ИСО/МЭКГОСТ ИСО/ТОГОСТ ИСО/ТСГОСТ МЭКГОСТ РГОСТ Р ЕНГОСТ Р ЕН ИСОГОСТ Р ИСОГОСТ Р ИСО/HL7ГОСТ Р ИСО/АСТМГОСТ Р ИСО/МЭКГОСТ Р ИСО/МЭК МФСГОСТ Р ИСО/МЭК ТОГОСТ Р ИСО/ТОГОСТ Р ИСО/ТСГОСТ Р ИСО/ТУГОСТ Р МЭКГОСТ Р МЭК/ТОГОСТ Р МЭК/ТСГОСТ ЭД1ГСНГСНрГСССДГЭСНГЭСНмГЭСНмрГЭСНмтГЭСНпГЭСНПиТЕРГЭСНПиТЕРрГЭСНрГЭСНсДИДиОРДирективное письмоДоговорДополнение к ВСНДополнение к РНиПДСЕКЕНВиРЕНВиР-ПЕНиРЕСДЗемЕТКСЖНМЗаключениеЗаконЗаконопроектЗональный типовой проектИИБТВИДИКИМИНИнструктивное письмоИнструкцияИнструкция НСАМИнформационно-методическое письмоИнформационно-технический сборникИнформационное письмоИнформацияИОТИРИСОИСО/TRИТНИТОсИТПИТСИЭСНИЭСНиЕР Республика КарелияККарта трудового процессаКарта-нарядКаталогКаталог-справочникККТКОКодексКОТКПОКСИКТКТПММ-МВИМВИМВНМВРМГСНМДМДКМДСМеждународные стандартыМетодикаМетодика НСАММетодические рекомендацииМетодические рекомендации к СПМетодические указанияМетодический документМетодическое пособиеМетодическое руководствоМИМИ БГЕИМИ УЯВИМИГКМММНМОДНМонтажные чертежиМос МУМосМРМосСанПинМППБМРМРДСМРОМРРМРТУМСанПиНМСНМСПМТМУМУ ОТ РММУКМЭКННАС ГАНБ ЖТНВННГЭАНДНДПНиТУНКНормыНормы времениНПНПБНПРМНРНРБНСПНТПНТП АПКНТП ЭППНТПДНТПСНТСНЦКРНЦСОДМОДНОЕРЖОЕРЖкрОЕРЖмОЕРЖмрОЕРЖпОЕРЖрОКОМТРМОНОНДОНКОНТПОПВОПКП АЭСОПНРМСОРДОСГиСППиНОСНОСН-АПКОСПОССПЖОССЦЖОСТОСТ 1ОСТ 2ОСТ 34ОСТ 4ОСТ 5ОСТ ВКСОСТ КЗ СНКОСТ НКЗагОСТ НКЛесОСТ НКМОСТ НКММПОСТ НКППОСТ НКПП и НКВТОСТ НКСМОСТ НКТПОСТ5ОСТНОСЭМЖОТРОТТПП ССФЖТПБПБПРВПБЭ НППБЯПВ НППВКМПВСРПГВУПереченьПиН АЭПисьмоПМГПНАЭПНД ФПНД Ф СБПНД Ф ТПНСТПОПоложениеПорядокПособиеПособие в развитие СНиППособие к ВНТППособие к ВСНПособие к МГСНПособие к МРПособие к РДПособие к РТМПособие к СНПособие к СНиППособие к СППособие к СТОПособие по применению СППостановлениеПОТ РПОЭСНрППБППБ-АСППБ-СППБВППБОППРПРПР РСКПР СМНПравилаПрактическое пособие к СППРБ АСПрейскурантПриказПротоколПСРр Калининградской областиПТБПТЭПУГПУЭПЦСНПЭУРР ГазпромР НОПРИЗР НОСТРОЙР НОСТРОЙ/НОПР РСКР СМНР-НП СРО ССКРазъяснениеРаспоряжениеРАФРБРГРДРД БГЕИРД БТРД ГМРД НИИКраностроенияРД РОСЭКРД РСКРД РТМРД СМАРД СМНРД ЭОРД-АПКРДИРДМРДМУРДПРДСРДТПРегламентРекомендацииРекомендацияРешениеРешение коллегииРКРМРМГРМДРМКРНДРНиПРПРРТОП ТЭРС ГАРСНРСТ РСФСРРСТ РСФСР ЭД1РТРТМРТПРУРуководствоРУЭСТОП ГАРЭГА РФРЭСНрСАСанитарные нормыСанитарные правилаСанПиНСборникСборник НТД к СНиПСборники ПВРСборники РСН МОСборники РСН ПНРСборники РСН ССРСборники ценСБЦПСДАСДАЭСДОССерияСЗКСНСН-РФСНиПСНиРСНККСНОРСНПСОСоглашениеСПСП АССП АЭССправочникСправочное пособие к ВСНСправочное пособие к СНиПСправочное пособие к СПСправочное пособие к ТЕРСправочное пособие к ТЕРрСРПССНССЦСТ ССФЖТСТ СЭВСТ ЦКБАСТ-НП СРОСТАСТКСТМСТНСТН ЦЭСТОСТО 030 НОСТРОЙСТО АСЧМСТО БДПСТО ВНИИСТСТО ГазпромСТО Газпром РДСТО ГГИСТО ГУ ГГИСТО ДД ХМАОСТО ДОКТОР БЕТОНСТО МАДИСТО МВИСТО МИСТО НААГСТО НАКССТО НКССТО НОПСТО НОСТРОЙСТО НОСТРОЙ/НОПСТО РЖДСТО РосГеоСТО РОСТЕХЭКСПЕРТИЗАСТО САСТО СМКСТО ФЦССТО ЦКТИСТО-ГК «Трансстрой»СТО-НСОПБСТПСТП ВНИИГСТП НИИЭССтП РМПСУПСССУРСУСНСЦНПРТВТЕТелеграммаТелетайпограммаТематическая подборкаТЕРТЕР Алтайский крайТЕР Белгородская областьТЕР Калининградской областиТЕР Карачаево-Черкесская РеспубликаТЕР Краснодарского краяТЕР Мурманская областьТЕР Новосибирской областиТЕР Орловской областиТЕР Республика ДагестанТЕР Республика КарелияТЕР Ростовской областиТЕР Самарской областиТЕР Смоленской обл.ТЕР Ямало-Ненецкий автономный округТЕР Ярославской областиТЕРмТЕРм Алтайский крайТЕРм Белгородская областьТЕРм Воронежской областиТЕРм Калининградской областиТЕРм Карачаево-Черкесская РеспубликаТЕРм Мурманская областьТЕРм Республика ДагестанТЕРм Республика КарелияТЕРм Ямало-Ненецкий автономный округТЕРмрТЕРмр Алтайский крайТЕРмр Белгородская областьТЕРмр Карачаево-Черкесская РеспубликаТЕРмр Краснодарского краяТЕРмр Республика ДагестанТЕРмр Республика КарелияТЕРмр Ямало-Ненецкий автономный округТЕРпТЕРп Алтайский крайТЕРп Белгородская областьТЕРп Калининградской областиТЕРп Карачаево-Черкесская РеспубликаТЕРп Краснодарского краяТЕРп Республика КарелияТЕРп Ямало-Ненецкий автономный округТЕРп Ярославской областиТЕРрТЕРр Алтайский крайТЕРр Белгородская областьТЕРр Калининградской областиТЕРр Карачаево-Черкесская РеспубликаТЕРр Краснодарского краяТЕРр Новосибирской областиТЕРр Омской областиТЕРр Орловской областиТЕРр Республика ДагестанТЕРр Республика КарелияТЕРр Ростовской областиТЕРр Рязанской областиТЕРр Самарской областиТЕРр Смоленской областиТЕРр Удмуртской РеспубликиТЕРр Ульяновской областиТЕРр Ямало-Ненецкий автономный округТЕРррТЕРрр Ямало-Ненецкий автономный округТЕРс Ямало-Ненецкий автономный округТЕРтр Ямало-Ненецкий автономный округТехнический каталогТехнический регламентТехнический регламент Таможенного союзаТехнический циркулярТехнологическая инструкцияТехнологическая картаТехнологические картыТехнологический регламентТИТИ РТИ РОТиповая инструкцияТиповая технологическая инструкцияТиповое положениеТиповой проектТиповые конструкцииТиповые материалы для проектированияТиповые проектные решенияТКТКБЯТМД Санкт-ПетербургТНПБТОИТОИ-РДТПТПРТРТР АВОКТР ЕАЭСТР ТСТРДТСНТСН МУТСН ПМСТСН РКТСН ЭКТСН ЭОТСНэ и ТЕРэТССЦТССЦ Алтайский крайТССЦ Белгородская областьТССЦ Воронежской областиТССЦ Карачаево-Черкесская РеспубликаТССЦ Ямало-Ненецкий автономный округТССЦпгТССЦпг Белгородская областьТСЦТСЦ Белгородская областьТСЦ Краснодарского краяТСЦ Орловской областиТСЦ Республика ДагестанТСЦ Республика КарелияТСЦ Ростовской областиТСЦ Ульяновской областиТСЦмТСЦО Ямало-Ненецкий автономный округТСЦп Калининградской областиТСЦПГ Ямало-Ненецкий автономный округТСЦэ Калининградской областиТСЭМТСЭМ Алтайский крайТСЭМ Белгородская областьТСЭМ Карачаево-Черкесская РеспубликаТСЭМ Ямало-Ненецкий автономный округТТТТКТТПТУТУ-газТУКТЭСНиЕР Воронежской областиТЭСНиЕРм Воронежской областиТЭСНиЕРрТЭСНиТЕРэУУ-СТУказУказаниеУказанияУКНУНУОУРврУРкрУРррУРСНУСНУТП БГЕИФАПФедеральный законФедеральный стандарт оценкиФЕРФЕРмФЕРмрФЕРпФЕРрФормаФорма ИГАСНФРФСНФССЦФССЦпгФСЭМФТС ЖТЦВЦенникЦИРВЦиркулярЦПИШифрЭксплуатационный циркулярЭРД |
| Показать все найденныеПоказать действующиеПоказать частично действующиеПоказать не действующиеПоказать проектыПоказать документы с неизвестным статусом |
| Упорядочить по номеру документаУпорядочить по дате введения |
| ПОЛЕЗНЫЕ ССЫЛКИ: БОНУСЫ ИНЖЕНЕРАМ!: МЫ В СОЦ.СЕТЯХ: | Навигация по справочнику TehTab.ru:  главная страница / / Техническая информация / / Оборудование — стандарты, размеры / / Элементы трубопроводов. Фланцы, резьбы, трубы, фитинги…. / / Резьбы. Метрическая резьба — размеры, таблицы. Дюймовые резьбы — размеры, таблицы. Таблицы соответствия резьб. / / Метрические резьбы. Диаметры стержней и допуски на них под метрическую резьбу М3-М50, выполняемую плашками. Диаметры сверл М1-М10 для высверливания отверстий под метрическую резьбу. Нарезание резьб плашками и метчиками. главная страница / / Техническая информация / / Оборудование — стандарты, размеры / / Элементы трубопроводов. Фланцы, резьбы, трубы, фитинги…. / / Резьбы. Метрическая резьба — размеры, таблицы. Дюймовые резьбы — размеры, таблицы. Таблицы соответствия резьб. / / Метрические резьбы. Диаметры стержней и допуски на них под метрическую резьбу М3-М50, выполняемую плашками. Диаметры сверл М1-М10 для высверливания отверстий под метрическую резьбу. Нарезание резьб плашками и метчиками.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
lab4x4.ru — Диаметр сверла и прутка для нарезания резьбы
Диаметр сверла и прутка для нарезания резьбы
В процессе изготовления или ремонта конструкций из металла часто требуется выполнить резьбовое соединение. Для этого существуют определённые стандарты. На просторах интернета представлено огромное количество информации. Мы же рассмотрим самые распространённые вопросы и представим некоторые шпаргалки для повседневного использования.
Как правило, самой часто-изготавливаемой является метрическая резьба. Она подходит для большинства случаев. На чертежах метрическая резьба обозначается буквой М:
M16, М42, М64 — с крупным шагом
М16×0,5; М42×2; М64×3 — с мелким шагом
М42×3 (Р1) — это означает, что резьба многозаходная с диаметром 42 мм, шагом 1 мм и её ход составляет 3 мм (трёхзаходная)
M14LH, M40×2LH, M42×3(P1)LH — если нужно обозначить левую резьбу, то после условного обозначения ставят буквы LH.
Нормальным считается крупный шаг, но ему соответствует несколько более мелких. Малый шаг используют при нанесении на тонкостенные изделия (трубы с тонкой стенкой). Также делают мелкий виток если нанесенная резьба является способом подстройки каких-либо параметров. Также малый шаг между витками делают для повышения герметичности соединения и для преодоление явления самовывинчивания детали. В остальных случаях нарезается стандартный (крупный) шаг.
Инструментами для нарезания резьбы являются:
— метчик — для нарезания внутренней резьбы;
— лёрка — для нарезания наружной резьбы.(второе название — плашка)
Для нарезания внутренней резьбы необходимо просверлить отверстие в материале определённого диаметра. Подобрать подходящий метчик и нарезать резьбу. Правильный выбор диаметра отверстия под резьбу имеет большое значение. Если диаметр отверстия выполнен больше требуемого, то резьба не будет иметь полного профиля, что отрицательно скажется на прочности соединения. При меньшем диаметре отверстия вход метчика в него затруднен, что приведёт либо к срыву резьбы, либо к заклиниванию и поломке метчика. Для вычисления необходимого диаметра сверла существует формула: диаметр сверла = диаметр резьбы — шаг резьбы.
Для наглядности приведём таблицу с заранее посчитанными значениями. Данные в таблице приведены для таких материалов как сталь, латунь, алюминий. Для хрупких материалов, таких, например, как чугун, бронза, пластмасса диаметр сверла следует брать меньше на 0,1 мм, чем значение в таблице.
Отверстия под нарезание метрической резьбы регулируется ГОСТ 19257-73.
Полный ГОСТ 19257-73 в формате .pdf
| Диаметр резьбы | Шаг резьбы | Диаметр сверла | Шаг резьбы | Диаметр сверла | Шаг резьбы | Диаметр сверла | Шаг резьбы | Диаметр сверла | Шаг резьбы | Диаметр сверла | Шаг резьбы | Диаметр сверла |
| 1 | 0.2 | 0.8 | 0.25 | 0.75 | ||||||||
| 1.1 | 0.2 | 0.9 | 0.25 | 0.85 | ||||||||
| 1.2 | 0.2 | 1.0 | 0.25 | 0.95 | ||||||||
| 1.4 | 0.2 | 1.0 | 0.3 | 1.1 | ||||||||
| 1.6 | 0.2 | 1.4 | 0.35 | 1.25 | ||||||||
| 1.8 | 0.2 | 1.6 | 0.35 | 1.45 | ||||||||
| 2 | 0.4 | 1.6 | 0.25 | 1.75 | ||||||||
| 3 | 0.5 | 2.5 | 0.35 | 2.65 | ||||||||
| 4 | 0.7 | 3.3 | 0.5 | 3.5 | ||||||||
| 5 | 0.8 | 4.2 | 0.5 | 4.5 | ||||||||
| 6 | 1 | 5 | 0.75 | 5.2 | 0.5 | 5.5 | ||||||
| 7 | 1 | 6 | 0.75 | 6.2 | 0.5 | 6.5 | ||||||
| 8 | 1.25 | 6.7 | 1 | 7 | 0.75 | 7.2 | 0.5 | 7.5 | ||||
| 9 | 1.25 | 7.7 | 1 | 8 | 0.75 | 7.2 | 0.5 | 8.5 | ||||
| 10 | 1.5 | 8.5 | 1.25 | 8.7 | 1 | 9 | 0.75 | 9.2 | 0.5 | 9.5 | ||
| 11 | 1.5 | 9.5 | 1 | 10 | 0.75 | 10.2 | 0.5 | 10.5 | ||||
| 12 | 1.75 | 10.2 | 1.5 | 10.5 | 1.25 | 10.7 | 1 | 11 | 0.75 | 11.2 | 0.5 | 11.5 |
| 14 | 2 | 12 | 1.5 | 12.5 | 1.25 | 12.6 | 1 | 13 | 0.75 | 13.2 | 0.5 | 13.5 |
| 16 | 2 | 14 | 1.5 | 14.5 | 1 | 15 | 0.75 | 15.2 | 0.5 | 15.5 | ||
| 18 | 2.5 | 15.4 | 2 | 16 | 1.5 | 16.5 | 1 | 17 | 0.75 | 17.2 | 0.5 | 17.5 |
| 20 | 2.5 | 17.4 | 2 | 18 | 1.5 | 18.5 | 1 | 19 | 0.75 | 19.2 | 0.5 | 19.5 |
| 22 | 2.5 | 19.4 | 2 | 20 | 1.5 | 20.5 | 1 | 21 | 0.75 | 21.2 | 0.5 | 21.5 |
| 24 | 3 | 20.9 | 2 | 22 | 1.5 | 22.5 | 1 | 23 | 0.75 | 23.2 | ||
| 27 | 3 | 23.9 | 2 | 25 | 1.5 | 25.5 | 1 | 26 | 0.75 | 26.2 | ||
| 30 | 3.5 | 26.4 | 3 | 26.9 | 2 | 28 | 1.5 | 28.5 | 1 | 29 | 0.75 | 29.2 |
| 33 | 3.5 | 29.4 | 3 | 29.9 | 2 | 31 | 1.5 | 31.5 | 1 | 32 | 0.75 | 32.2 |
| 36 | 4 | 31.9 | 3 | 32.9 | 2 | 34 | 1.5 | 34.5 | 1 | 35 | ||
| 39 | 4 | 34.9 | 3 | 35.9 | 2 | 37 | 1.5 | 37.5 | 1 | 38 | ||
| 42 | 4.5 | 37.4 | 4 | 37.9 | 3 | 38.9 | 2 | 34 | 1.5 | 40.5 | 1 | 41 |
| 45 | 4.5 | 40.4 | 4 | 40.9 | 3 | 41.9 | 2 | 43 | 1.5 | 43.5 | 1 | 44 |
| 48 | 5 | 42.8 | 4 | 43.9 | 3 | 44.9 | 2 | 46 | 1.5 | 46.5 | 1 | 47 |
Табличка для печати
Для нарезания внутренней резьбы используем заранее приготовленные метчики. Для производства качественной резьбы следует использовать наборы из двух, трёх или (в редких случаях) из пяти мечиков. Каждый метчик в таком комплекте имеет свой порядковый номер. Делать первый проход нужно метчиком с первым номером, он же черновой, и далее по возрастанию. Последний проход делается чистовым метчиком с наибольшим номером. Такая последовательность обусловлена чистотой обработки и облегчением выполнения резьбы. После чернового метчика профиль резьбы будет не полным и болт или шпильку просто не получится ввернуть. Используя сразу чистовой метчик, возникает большая вероятность заклинивания и поломки инструмента. При нарезании резьбы необходимо чередовать направление вращения метчика для облома и извлечения стружки.
Для выполнения наружной резьбы на круглом прокате используется лёрка (плашка). Процесс нарезания подобен нарезанию внутренней резьбы. При всех видах работ рекомендуется использовать смазку. Также необходимо помнить о соблюдении мер безопасности при работе. В заключении приведём таблицу диаметров стержней под нарезание метрической наружной резьбы.
Стержни под нарезание метрической резьбы регулируется ГОСТ 19258-73.
Полный ГОСТ 19258-73 в формате .pdf
| Диаметр резьбы | Шаг резьбы | Диаметр стержня | Шаг резьбы | Диаметр стержня | Шаг резьбы | Диаметр стержня | Шаг резьбы | Диаметр стержня | Шаг резьбы | Диаметр стержня | Шаг резьбы | Диаметр стержня |
| 1 | 0.25 | 0.97 | ||||||||||
| 1.2 | 0.25 | 1,17 | ||||||||||
| 1.4 | 0.3 | 1.36 | ||||||||||
| 1.6 | 0.35 | |||||||||||
| 2 | 0.4* | 1.95 | 0.25 | 1.97 | ||||||||
| 2.5 | 0.45 | 2.45 | ||||||||||
| 3 | 0.5* | 2.94 | 0.35 | 2.95 | ||||||||
| 4 | 0.7* | 3.94 | 0.5 | 3.94 | ||||||||
| 5 | 0.8* | 4.94 | 0.5 | 4.94 | ||||||||
| 6 | 1* | 5.92 | 0.75 | 5.94 | 0.5 | 5.94 | ||||||
| 8 | 1.25* | 7.90 | 1 | 7.92 | 0.75 | 7.94 | 0.5 | 7.94 | ||||
| 10 | 1.5* | 9.88 | 1 | 9.92 | 0.5 | 9.94 | 0.75 | 9.94 | ||||
| 12 | 1.75* | 11.86 | 1.5 | 11.88 | 1.25 | 11.90 | 1 | 11.92 | 0.75 | 11.94 | 0.5 | 11.94 |
| 14 | 2* | 13.84 | 1.5 | 13.88 | 1 | 13.92 | 0.75 | 13.94 | 0.5 | 13.94 | ||
| 16 | 2* | 15.84 | 1.5 | 15.88 | 1 | 15.92 | 0.75 | 15.94 | 0.5 | 15.94 | ||
| 18 | 2* | 17.84 | 1.5 | 17.88 | 1 | 17.92 | 0.75 | 17.94 | ||||
| 20 | 2.5* | 19.84 | 1.5 | 19.88 | 1 | 19.92 | 0.75 | 19.94 | 0.5 | 19.94 |
* — стандартный шаг метрической резьбы.
Табличка для печати
Диаметр отверстий под метрическую резьбу М1, М2, М3, М4, М5, М6, М8, М10, М12, М14, М16
В таблице указаны диаметры сверл и отверстий для нарезания метрической резьбы с крупным шагом.
| Обозначение резьбы | Шаг резьбы, мм | Диаметр сверла под резьбу, мм | Диаметр отверстия под резьбу с полем допуска, мм | ||||
|---|---|---|---|---|---|---|---|
| 4H5H; 5H; 5H6H; 6H; 7H | 6G; 7G | 4H5H; 5H | 5H6H; 6H; 6G | 7H; 7G | |||
| Номинальный | Предельные отклонения | ||||||
| М1 | 0.25 | 0.75 | 0.75 | 0.77 | +0.04 | +0.06 | — |
| М1.1 | 0.25 | 0.85 | 0.85 | 0.87 | +0.04 | +0.06 | — |
| М1.2 | 0.25 | 0.95 | 0.95 | 0.97 | +0.04 | +0.06 | — |
| М1.4 | 0.3 | 1.1 | 1.1 | 1.12 | +0.04 | +0.06 | — |
| М1.6 | 0.35 | 1.25 | 1.25 | 1.27 | +0.05 | +0.07 | — |
| М1.8 | 0.35 | 1.45 | 1.45 | 1.47 | +0.05 | +0.07 | — |
| М2 | 0.4 | 1.6 | 1.6 | 1.62 | +0.06 | +0.08 | — |
| М2.2 | 0.45 | 1.75 | 1.75 | 1.77 | +0.07 | +0.09 | — |
| М2.5 | 0.45 | 2.05 | 2.05 | 2.07 | +0.07 | +0.09 | — |
| М3 | 0.5 | 2.5 | 2.5 | 2.52 | +0.08 | +0.1 | +0.14 |
| М3.5 | 0.6 | 2.9 | 2.9 | 2.93 | +0.08 | +0.11 | +0.15 |
| М4 | 0.7 | 3.3 | 3.3 | 3.33 | +0.08 | +0.12 | +0.16 |
| М4.5 | 0.75 | 3.75 | 3.7 | 3.73 | +0.09 | +0.13 | +0.18 |
| М5 | 0.8 | 4.2 | 4.2 | 4.23 | +0.11 | +0.17 | +0.22 |
| М6 | 1 | 5 | 4.95 | 5 | +0.17 | +0.2 | +0.26 |
| М7 | 1 | 6 | 5.95 | 6 | +0.17 | +0.2 | +0.26 |
| М8 | 1.25 | 6.8 | 6.7 | 6.75 | +0.17 | +0.2 | +0.26 |
| М9 | 1.25 | 7.8 | 7.7 | 7.75 | +0.17 | +0.2 | +0.26 |
| М10 | 1.5 | 8.5 | 8.43 | 8.5 | +0.19 | +0.22 | +0.3 |
| М11 | 1.5 | 9.5 | 9.43 | 9.5 | +0.19 | +0.22 | +0.3 |
| М12 | 1.75 | 10.2 | 10.2 | 10.25 | +0.21 | +0.27 | +0.36 |
| М14 | 2 | 12 | 11.9 | 11.95 | +0.24 | +0.3 | +0.4 |
| М16 | 2 | 14 | 13.9 | 13.95 | +0.24 | +0.3 | +0.4 |
| М18 | 2.5 | 15.5 | 15.35 | 15.4 | +0.3 | +0.4 | +0.53 |
| М20 | 2.5 | 17.5 | 17.35 | 17.4 | +0.3 | +0.4 | +0.53 |
| М22 | 2.5 | 19.5 | 19.35 | 19.4 | +0.3 | +0.4 | +0.53 |
| М24 | 3 | 21 | 20.85 | 20.9 | +0.3 | +0.4 | +0.53 |
| М27 | 3 | 24 | 23.85 | 23.9 | +0.3 | +0.4 | +0.53 |
| М30 | 3.5 | 26.5 | 26.3 | 26.35 | +0.36 | +0.48 | +0.62 |
| М33 | 3.5 | 29.5 | 29.3 | 29.35 | +0.36 | +0.48 | +0.62 |
| М36 | 4 | 32 | 31.8 | 31.85 | +0.36 | +0.48 | +0.62 |
| М39 | 4 | 35 | 34.8 | 34.85 | +0.36 | +0.48 | +0.62 |
| М42 | 4.5 | 37.5 | 37.25 | 37.3 | +0.41 | +0.55 | +0.73 |
| М45 | 4.5 | 40.5 | 40.25 | 40.3 | +0.41 | +0.55 | +0.73 |
| М48 | 5 | 43 | 42.7 | 42.8 | +0.45 | +0.6 | +0.8 |
| М52 | 5 | 47 | 46.7 | 46.8 | +0.45 | +0.6 | +0.8 |
Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 1 Метрическая резьба ISO по DIN 13 Метрическая мелк
Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 1 Метрическая резьба ISO по DIN 13 Метрическая мелк
Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 1 Метрическая резьба ISO по DIN 13 Метрическая мелкая резьба ISO по DIN 13 M Внутренний диаметр резьбы гайки Доп. по ISO2 0 отверстия под резьбу по DIN 336 I 1 0,25 0,774 0,75 1,1 0,25 0,874 0,85 1,2 0,25 0,974 0,95 1,4 0,3 1,128 1,1 1,6 0,35 1,321 1,25 1,8 0,35 1,521 1,45 2 0,4 1,679 1,6 2,2 0,45 1,838 1,75 2,5 0,45 2,138 2,05 3 0,5 2,599 2,5 3,5 0,6 3,010 2,9 4 0,7 3,422 3,3 4,5 0,75 3,878 3,7 5 0,8 4,334 4,2 6 1 5,153 5 7 1 6,153 6 8 1,25 6,912 6,8 9 1,25 7,912 7,8 10 1,5 8,676 8,5 11 1,5 9,676 9,5 12 1,75 10,441 10,2 14 2 12,210 12 16 2 14,210 14 18 2,5 15,744 15,5 20 2,5 17,744 17,5 22 2,5 19,744 19,5 24 3 21,252 21 27 3 24,252 24 30 3,5 26,771 26,5 33 3,5 29,771 29,5 36 4 32,270 32 39 4 35,270 35 42 4,5 37,799 37,5 45 4,5 40,799 40,5 48 5 43,297 43 52 5 47,297 47 56 5,5 50,796 50,5 60 5,5 54,796 54,5 64 6 58,305 58 68 6 62,305 62 ) Поле допукса ISO1 (4H) (старый профиль DIN, средний допуск) 1,7 0,35 1,346 1,3 2,3 0,4 1,920 1,9 2,6 0,45 2,176 2,1 MF M Шаг Внутренний 0 резьбы гайки Доп. по ISO2 ( 0 отверстия под резьбу по DIN 336 I 2×0,25 1,774 1,75 2,2×0,25 1,974 1,95 2,3×0,25 2,071 2,05 2,5×0,35 2,184 2,15 2,6×0,35 2,252 2,2 3×0,35 2,684 2,65 3,5×0,35 3,184 3,15 4×0,35 3,684 3,65 4×0,5 3,599 3,5 5×0,5 4,599 4,5 6×0,5 5,599 5,5 6×0,75 5,378 5,2 7×0,75 6,378 6,2 8×0,5 7,599 7,5 8×0,75 7,378 7,2 8×1 7,153 7 9×0,75 8,378 8,2 9×1 8,153 8 10×0,5 9,599 9,5 10×0,75 9,378 9,2 10×1 9,153 9 10×1,25 8,912 8,8 11×1 10,153 10 12×0,75 11,378 11,2 12×1 11,153 11 12×1,25 10,912 10,8 12×1,5 10,676 10,5 13×1 12,153 12 14×1 13,153 13 14×1,25 12,912 12,8 14×1,5 12,676 12,5 15×1 14,153 14 15×1,5 13,676 13,5 16×1 15,153 15 16×1,5 14,676 14,5 18×1 17,153 17 18×1,5 16,676 16,5 18×2 16,210 16 20×1 19,153 19 20×1,5 18,676 18,5 20×2 18,210 18 22×1 21,153 21 22×1,5 20,676 20,5 22×2 20,210 20 ) Поле допукса ISO1 (4H) MF M Шаг Внутренний 0 резьбы гайки Доп. по ISO2 0 отверстия под резьбу по DIN 336 I 24×1 23,153 23 24×1,5 22,676 22,5 24×2 22,210 22 25×1 24,153 24 25×1,5 23,676 23,5 26×1,5 24,676 24,5 27×1,5 25,676 25,5 27×2 25,210 25 28×1,5 26,676 26,5 28×2 26,210 26 30×1 29,153 29 30×1,5 28,676 28,5 30×2 28,210 28 32×1,5 30,676 30,5 33×1,5 31,676 31,5 33×2 31,210 31 34×1,5 32,676 32,5 35×1,5 33,676 33,5 36×1,5 34,676 34,5 36×2 34,210 34 36×3 33,252 33 38×1,5 36,676 36,5 39×1,5 37,676 37,5 39×2 37,210 37 39×3 36,252 36 40×1,5 38,676 38,5 40×2 38,210 38 40×3 37,252 37 42×1,5 40,676 40,5 42×2 40,210 40 42×3 39,252 39 45×1,5 43,676 43,5 45×2 43,210 43 45×3 42,252 42 48×1,5 46,676 46,5 48×2 46,210 46 48×3 45,252 45 50×1,5 48,676 48,5 50×2 48,210 48 50×3 47,252 47 52×1,5 50,676 50,5 52×2 50,210 50 52×3 49,252 49 63×1,5 61,676 61,5 324 GARANT Справочник по обработке резанием Нарезание резьбы